球团竖炉电除尘器电气控制技术的应用
2011-12-15张亮穆海芳
张亮,穆海芳
(济南济钢环保设备厂,山东济南250101)
球团竖炉电除尘器电气控制技术的应用
张亮,穆海芳
(济南济钢环保设备厂,山东济南250101)
着重介绍在球团竖炉电除尘器电气控制中的PLC应用,以及利用矩阵控制原理对PLC输出接口的扩展,详细介绍高、低压电气控制系统主要实现的功能和特点。
电除尘器;PLC;矩阵控制原理;高压控制系统;低压控制系统
1 概述
我公司研发的球团竖炉工艺除尘用新型高效除尘器,作为一项成熟技术,在济钢球团竖炉烟尘处理中广泛应用,正在并仍将发挥重要的作用。本文就该电除尘器的电气控制的主要内容做详细介绍。
在电除尘器中采用了PLC控制技术,各回路信息通过控制柜的模拟屏显示运行态,通过上位机汉显人机界面(工业控制计算机)实现了对电除尘器运行的监测、跟踪、控制及通讯全过程多功能的控制。由于PLC具有超强的抗干扰能力和灵活性,并且具有强大的通信功能,能够与主控制系统进行通讯,系统设备间数据传递采用现场总线通讯方式,尽可能减少电缆铺设量,从而保障了系统运行的安全性和可靠性,使电除尘器的电气控制自动化程度获得空前的发展。
2 电除尘器PLC控制技术应用
电除尘器PLC控制技术应用主要表现在实现高、低压电气系统两个方面的控制。
PLC控制将现场采集来的各种开关量和模拟量信号通过其输入接口传给其输出接口,从而实现对接在其上的外部设备实时控制。以Schneider Quantum PLC为例,介绍PLC在高、低压控制系统中的应用。
2.1 高压控制系统PLC的应用
高压设备主要包括:可编程控制器PLC、GGAJ02系列微机控制高压硅整流变压器、电动高压隔离开关柜等。
PLC在电除尘高压设备中的应用,主要是利用其上的模拟量输入模块(ACI模块)接收由高压控制柜上的4~20mA模拟量信号传到其上的CPU模块进行处理,并且根据运算结果,判断设备的运行状态。通过软硬件相结合的方式,PLC模块化设计,运作能级动态浮动火花检测技术、光电可控硅隔离触发技术及运行状态显示、故障诊断、综合保护电路等多种控制和保护,达到自动跟踪最佳工况变化的目的。判断到设备存在故障时,通过PLC的数字量模块外接中间继电器切断高压电源,起到故障保护作用。
高压PLC控制系统实现的功能:(1)自动跟踪控制检测:最高平均电压跟踪、火花跟踪控制、间歇脉冲控制、恒定功率控制、临界火花控制等多种控制方式;(2)故障自诊断及综合保护功能:过流保护、负载开路、负载短路、油温报警、SCR短路保护、偏励磁保护等多种保护功能。一旦出现问题,系统将自动停机、报警,进行故障状态显示,记录并打印故障参数,为维修提供技术数据;(3)高压控制柜面板显示功能:六位数码管指示一次电压、一次电流、二次电压、二次电流、火花率、控制方式、控制特性、可控硅导通角等运行参数的显示功能。同时,在上位机画面上进行显示。高压控制柜指示灯显示电源指示、故障报警指示、危险油温报警指示、风机运行指示等。
2.2 低压控制系统PLC的应用
振打系统、卸灰系统、输灰系统等全部实现PLC控制。PLC在低压控制系统中的应用主要是利用其上的数字量输入模块(DDI模块)接收由现场采集回来的信号,传给其内部CPU,然后根据事先存储在其上的用户程序进行运算处理,并把运算结果传给其输出模块(DDO模块),从而实现对振打器、卸灰电机、仓壁振动器、顶部加热等系统的实时控制。
2.2.1 PLC对卸输灰系统的控制
控制过程如下:当灰斗中的灰到了高料位时,料位计传给PLC一个高料位信号,此时PLC首先自动启动输灰机,输灰机启动后启动卸灰机进行卸灰;当灰斗中的灰到了低料位时,料位计传给PLC一个低料位信号,此时PLC关闭卸灰电机,转至下一卸灰电机,直至将所有灰斗的灰依次卸完结束,然后停止输灰机,从而完成系统的卸灰工作。
同样,PLC对仓振器、顶部加热进行实时控制。
2.2.2 电磁振打系统中PLC控制矩阵电路的应用
利用PLC控制的顶部电磁振打系统,每一个振打器的振打时间和振打力度可由PLC根据用户程序控制可控硅的触发周期和波头数来实现。
PLC控制电磁振打系统由一台PLC电磁振打柜和一台现场端子箱组成。PLC振打柜内主要由PLC可编程控制器、系统接口板、相控整流板、行选开关板、列选开关板、模拟矩阵显示屏及汉显人机面组成。
PLC短阵控制电磁振条系统的工作机理:当控制的振打器数量较多时,直接采用PLC来控制,制造成本较高,故采用矩阵原理对PLC的输出接口进行扩展,实现对无限点个振打器的控制。
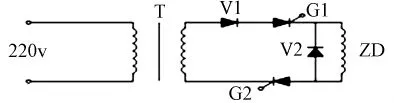
图1 电磁振打主回路原理
主回路原理如图1所示,工频交流220VAC信号经过半控桥整流后,输出一组脉动的直流信号通过一对单向可控硅加到振条器的两端。每一个振打器的振打时间和振打力度由PLC根据用户程序控制可控硅的触发周期和波头数来决定。同时,为了保证可控硅和振打周期的同步工作,每个振打器还设计了一个续流二极管来释放可控硅关闭时振打器中的剩余电能。
采用矩阵原理对PLC的输出接口进行扩展,将振打器全部连接成矩阵形式,8行×8列矩阵可控制64个振打器,8行×16列矩阵可控制128个振打器,16行×16列矩阵可控制256振打器……振打行列矩阵大小不受局限,可以任意组合行列开关的数量,实现对无限个振打器的工作。
具体方法如图2所示。将经整流过的脉动信号加到行选开关与列选开关组成的矩阵,具体哪一个振打器工作,由PLC控制矩阵中的行选和列选参数来决定。半控桥、行选、列选中的可控硅触发信号应具备严格的同步措施,保证任何时刻只有一个振打器动作,从而保障系统的安全性和可靠性。当某一个振打器工作时,经译码电路编码后构成一个对应的运行状态指示矩阵,对应的发光二极管亮,控制柜模拟屏上对应位置就亮,这样可直接观察到整个振打系统的运行过程。
通过PLC编程控制实现振打周期在0~1000min之间调节,振打强度可在0~50个半波(10~50ms)范围内调节。除电磁振打系统应用矩阵控制外,卸灰控制系统、输灰控制系统、料位计控制、顶部加热系统都应用矩阵控制原理。
2.3 PLC在IPC系统中的应用
通过上位机实现控制系统的集中管理,高低压PLC控制组态原理图如图3所示。当电气控制系统有上位监控环节,可利用PLC强大的通信功能,通过PLC的经太网模块(NOE模块)经交换机将数据传至工控机上位监控系统,实现对整个系统的集中管理和实时监控,显示低压部件(如清灰振打电机、仓壁振动电机、卸灰电机及输灰电机等)的工作状态和高压电源部分的运行状态、运行参数的显示、数据存档和实时操作。
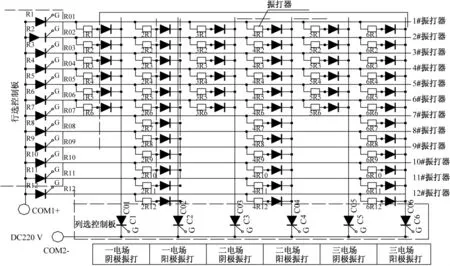
图2 电磁振打矩阵电路原理

图3 高、低压PLC控制组态原理
3 结语
实践证明,以PLC为控制核心的电气控制系统具有极高的稳定性、灵活性和强大的通信能力,PLC矩阵控制的应用保证了振打制度的合理设置。上位机显示使整台除尘系统设备的集中管理,更加保证了设备的运行可靠性。
PLC控制保证了球团竖炉新型高效电除尘器连续5年稳定运行达标排放。
[1]黎在时.电除尘器的选型安装与运行管理[M].北京:中国电力出版社,2005.73-88.
[2]李勇,王晓轩,徐律,等,电除尘器控制系统中应用微机技术的研究[J].工业安全与环保,2002,(3):14-16.
[3]王绍纯.自动检测技术[M].北京:冶金工业出版社.1995.
[4]周闻.电除尘器振打技术探讨及在淮北发电厂的应用[A].12届中国电除尘学术会议论文集[C],2007.285-291.
[5]张之平.新一代电除尘用直流高压电源智能控制器[A].第12届中国电除尘学术会议论文集[C],2007.406-410.
Application of Electrical Control Technology for Pellet Vertical Furnace Electrical Precipitator
Zhang Liang,Mu Haifang
(Jinan Iron and Steel Group of Environmental Protection Equipment Factory,Jinan Shandong 250101)
This paper emphatically introduced the application of PLC for electrical control technology in pellet vertical furnace electrical precipitator,and the expansion of PLC output interface with the principle of dynamic matrix control,expounded the functions and characteristics of high and low voltage electrical control system in detail.
electrical precipitator;PLC;dynamic matrix control principle;high voltage control system;low voltage control system
X513
A
1008-813(2011)03-0063-04
10.3969/j.issn.1008-813X.2011.03.018
2011-05-11
张亮(1980—),男,吉林省吉林市人,毕业于北华大学电气工程及其自动化专业,主要研究环保除尘电气自动控制与机械设计。
