高端梳理机的电控系统
2011-12-13周世侠
闫 新 周世侠
(1.河南工程学院,郑州,450007;2.恒天重工股份有限公司,郑州,450053)
高端梳理机的电控系统
闫 新1周世侠2
(1.河南工程学院,郑州,450007;2.恒天重工股份有限公司,郑州,450053)
以西门子S7-300型PLC为例,介绍高端梳理机的控制方式和特点,包括电控系统的组成、Frofibus-DP的应用以及棉箱PID控制的改进。高端梳理机的控制系统采用先进的工业通讯技术、变频调速或伺服控制技术以及可编程控制,具有很强的人机对话功能。
梳理机,可编程控制器,控制系统
梳理机是非织造干法成网的主要设备。根据不同的产品要求,梳理机的结构也不尽相同,按梳理方式可分为盖板—锡林式和罗拉—锡林式两大类。其中,罗拉—锡林式梳理机是非织造生产中使用最多的梳理设备,按配置的锡林数、道夫数、梳理罗拉、针布的不同以及是否带凝聚辊或杂乱辊等可分为很多种类。
梳理机的成网质量和成网速度直接影响产品的最终质量和产量,因此高品质、高速、高产是人们对高端梳理设备的根本要求,同时操作的安全保障性和自动化程度高、可靠性好也是其必备的特点。
高端梳理机使用可编程控制器(PLC)结合触摸屏对整个系统进行实时监测和控制,采用PID控制技术保证棉箱对梳理机喂棉的连续性和稳定性,结合变频调速技术、自调匀整系统、传感器检测系统以及门罩安全系统构成梳理机电气控制系统,使得出网速度和棉网质量都有很大提高。本文以西门子S7-300型PLC为例,介绍高端梳理机的控制方式和特点。
1 高端梳理机结构及控制要求
目前国产高档非织造用梳理机大多采用双锡林双道夫双凝聚辊结构(图1),其作用是将棉箱输出的经初步开松的纤维充分梳理和混合,经道夫、凝聚杂乱后输出厚薄均匀的棉网。通过改变主锡林、道夫、杂乱辊、剥棉辊等各辊之间的速比以及结合自调匀整技术来调整网面的质量,改善纵横向均匀度,因此对速度精度要求比较高,出网速度一般在100 m/min以上。

图1 带自调匀整的梳理机结构示意
全机共14台电机(也可根据情况有所改变),总装机功率超过40 kW,设计要求建立梳理自动控制系统,对梳理工艺中的主要参数进行监控和调节,具体要求如下[1]:
(1)通过PLC发出指令,按风机、主锡林、胸锡林、出网辊、剥棉辊、杂乱辊、道夫、工作辊、喂棉辊的先后顺序控制全部电机自动启动,停车时按反顺序依次自动停车,并对所有设备进行联锁保护。
(2)要求启动和停车过程同步,全部电机按照设定的斜率同时升降速,并在同一时间达到最高速或停止状态,以保证各辊之间的速比不变;同时根据工艺要求,各辊既能单独调速又受同一指令控制,有效避免了断网和挤棉。
(3)操作台、走台、给棉罗拉及道夫两侧需设急停保护。
(4)实时监测众多工艺参数及设备运行状态,以便及时发现故障,及时处理,保证生产的连续性和稳定性。
2 控制系统组成和特点
新型高端梳理机的电气控制系统充分利用了当今先进的工业通讯技术和过程控制技术,采用PLC和变频器、触摸屏的通讯技术,克服了因控制电机多而引起的现场接线复杂、电气参数和工艺参数不能储存调用、故障率高等缺点,使整台机器的电气控制系统的整体水平大大提高,其控制系统如图2所示。
PLC为本系统的控制核心,相当于人的大脑,与变频器和触摸屏采用工业通讯技术进行有效连接。本系统需要控制的电机共有十几个(机型不同电机数量有所改变),均为变频控制。系统中需现场检测的信号有电机的实时速度、断网、堵花、轧车、纤网密度等工艺信号和门罩是否到位、气路等故障信号以及操作按钮急停等控制信号。同时,为了保证棉网的均匀性,棉箱大多是气压棉箱,喂棉采用PID控制。上棉箱压力由安装在输棉风道上的压力传感器检测,压力传感器的输出与前道工序的给棉电机(由变频器控制)组成一个PID控制。下棉箱压力由安装在棉箱内部的压力传感器检测,压力传感器的输出与棉箱给棉罗拉电机(由变频器控制)组成一个可手动—自动相结合的PID控制,实现了梳理机的喂棉与前道工序之间的连续性和稳定性。PID控制图如图3所示。
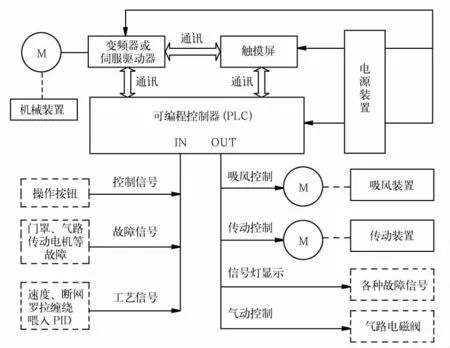
图2 新型高端梳理机电气控制系统框图
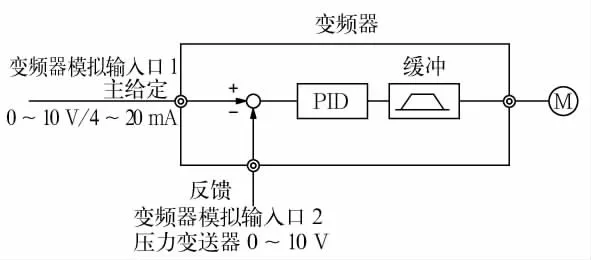
图3 PID控制原理
2.1 PLC 控制
新型梳理机电气控制系统中,大多选用模块化紧凑型的PLC,其中CPU选用带有Profibus-DP主/从通讯接口、MPI接口,能够实现高速、方便的分布式自动化组态。编程软件中集成了许多功能块,可以直接调用,省去了许多编程的麻烦。比如,PID控制可以直接调用功能块,然后填写PID参数,同时触摸屏所用的软件可以集成在其中。具体的通讯原理如图4所示。
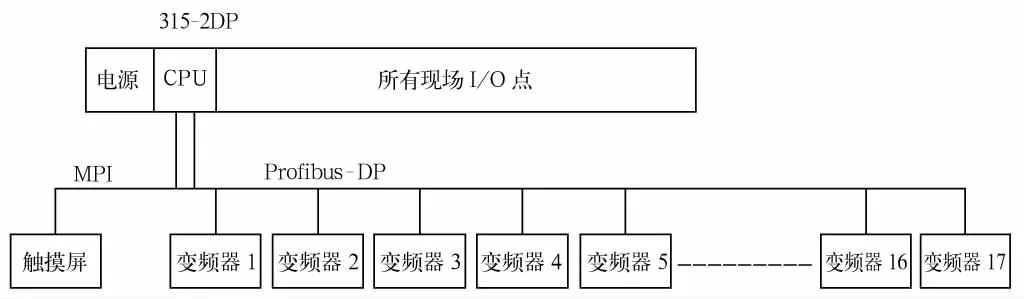
图4 高端系列梳理机控制系统通讯原理
2.2 自调匀整
梳理机自调匀整装置是根据物料平衡原理,自动调节物料流量,使棉网流量保持恒定的控制装置。棉网面密度和速度存在下列关系:

式中:g——棉网面密度;
v——棉网速度。
依据上述关系式,梳理机自调匀整装置采用PLC工业控制系统与精密称重传感器、接线盒、称重变送器和触摸屏构成称重系统,实时称量棉箱输出的筵棉重量。连接前级梳理机给定的模拟量和开机信号,结合前级梳理机给定的模拟量并对所称筵棉重量的变化量进行计算处理。当称盘上所称筵棉的重量偏高时,经PLC计算处理输出模拟量给梳理机喂棉罗拉变频器和棉箱喂棉帘子变频器,降低梳理机喂棉罗拉和喂棉帘子的速度;反之,则增加喂棉罗拉和喂棉帘子的速度,使单位时间内流经称盘上筵棉的重量保持恒定,从而达到稳定棉网纵向均匀度的目的。
2.3 故障处理
喂入罗拉和喂入弧板之间必须进行绝缘处理,以防止喂棉时有金属进入梳理机而损坏针布。在进行绝缘处理以后,一旦有金属进入,罗拉和弧板就会接通,PLC输出报警信号,现场蜂鸣器响,触摸屏上会出现“有金属”的中文提示,同时紧急停车,必须等故障处理之后机器才能启动。
为了防止因堵花引起的“闷车”而烧毁电机,在重要辊子的轴头都装有接近开关来检测辊子的速度。正常开车时,一但速度慢下来就认为有堵花现象,会自动停车且触摸屏会告诉操作者要进行相应的处理。
整个系统在容易产生危险的区域和仓门处均设有安全门限开关,以防人身遭到损害,并在容易操作的地方设置多个急停开关,可及时防止意外的发生。在一些无法检测的地方,通过PLC实现时间监控。对具有固定动作周期和动作时间的装置,每个动作给定一个时间值,在规定的时间内不能完成规定的动作,则发出报警信号。
所有的报警信号(包括气路、风机、传动电机、断网等)在触摸屏上都有中文显示,并且给出相应的处理方法。
2.4 变频器和触摸屏的选用
本系统中控制电机采用变频器进行速度控制,实现了交流电机的软启动和平滑无级调速,减少电网的冲击电流,消除机械冲击和电网波动对电机造成的损害,延长电机及连接轴承的使用寿命,提高设备运行的可靠性和生产效率。控制电机也可根据用户要求采用伺服控制系统,但变频器和PLC的结合已完全能实现梳理机对速度精度的要求,并且整台机器性价比高。
本系统触摸屏与PLC、变频器能够通过RS485通讯。触摸屏的主界面设置如图5所示。

图5 主界面设置
界面设计采用触摸屏的走马灯功能,具有故障自动显示、电气参数可储存、工艺参数可在线调试储存等功能,可根据使用者身份设置优先权。同时,可显示运行状态中的电机频率、电流、实时速度、各辊之间及前后机台的牵伸倍数、棉箱压力等参数。界面中还加入了开机注意事项和操作帮助,给操作人员带来了很大的方便。
3 结语
高端梳理机的控制系统采用了先进的工业通讯技术、变频调速或伺服控制技术以及可编程控制,具有很强的人机对话功能。该系统安装调试简单,运行稳定可靠,便于维护,且操作方便,为梳理机的稳定、高速运转和提高棉网质量提供了有力保障。
[1]曲敬旭,杨涛.PROFIBUS现场总线技术在非织造布梳理机控制系统中的应用[J].制造业自动化,2008(4):61-62.
Electric control system of high grade carding machine
Yan Xin1,Zhou Shixia2
(1.Hennan Institute of Engineering;2.Chtc Heavy Industry Co.,Ltd.)
Basing on illustration as PLC of type S7-300 at Siemens,the control method and characteristic of high grade carding machine involving composition of electric control system and application of Frofious-DP as well as improvement of hopper PID controlling ware introduced.The control system of high grade carding machine adopted advanced industrial communication technology and frequency conversion speed-regulation or servo control technology and editable routine control.
carding machine,PLC,control system
TS173.2+2
B
1004-7093(2011)09-0033-04
2011-05-13
闫新,女,1968年生,副教授/高级工程师。主要从事非织造工艺与设备的开发与教学工作。
