采用表面活性剂去除油砂开采尾砂中的油
2011-12-08马桂科张凤君景福林
王 雷,马桂科,张凤君,景福林
(1.吉林大学 地下水资源与环境教育部重点实验室,吉林 长春 130021;
2.中石油 东北炼化工程有限公司吉林设计院,吉林 吉林 132002)
采用表面活性剂去除油砂开采尾砂中的油
王 雷1,马桂科1,张凤君1,景福林2
(1.吉林大学 地下水资源与环境教育部重点实验室,吉林 长春 130021;
2.中石油 东北炼化工程有限公司吉林设计院,吉林 吉林 132002)
采用表面活性剂吐温-80溶液浸取油砂开采尾砂中的油,研究了各工艺条件对除油效果的影响。实验确定的最佳工艺条件:溶液pH为7,反应温度为25℃,搅拌转速为120 r/min,固液比(尾砂与吐温-80溶液质量比)为1∶5,吐温-80溶液体积分数为0.20%,振荡时间为2 h。在最佳工艺条件下经处理后尾砂中含油量在0.3 mg/g以下。
油砂;尾砂;表面活性剂;吐温-80;浸取;固体废弃物
世界油砂资源十分丰富,总储量约合4万亿桶原油,具备相当可观的开发价值[1-3]。为缓解目前常规能源供应紧张的趋势,已有越来越多的油砂被加工成原油。中国也有相当丰富的油砂资源[4-5]。因此,迫切需要从战略高度做好油砂后备资源的研究、开发和利用工作。
在油砂开采早期,较多采用有机溶剂萃取法、热处理法等提取油砂中的原油,但成本高,能耗大,污染严重;近期油砂开采趋向于采用热碱溶液或热碱-表面活性剂洗脱法[6-8]。提油后的油砂被称为尾砂,含油量为30~100 mg/g[9]。尾砂直接堆放,遇到雨天会有油溶出,造成环境污染。目前针对尾砂处理的相关研究国内鲜有报道。
本工作采用表面活性剂吐温-80溶液对尾砂进行浸取,处理后尾砂的含油量较低,含油废水可由污水处理厂处理后达标排放。
1 实验部分
1.1 材料、试剂和仪器
尾砂取自吉林省某尾砂储存地,含油量为75 mg/g;标准油;石油醚:沸程80~90℃;实验所用试剂均为分析纯。
WR-1型恒温水浴振荡器:上海思尔达仪器有限公司;PHG型pH仪:上海安锐德分析仪器有限公司;UV1900型紫外分光光度计:上海凤凰光学仪器有限公司;FA-1004型电子分析天平:日本豪斯顿公司。
1.2 实验方法
按照一定的固液比(尾砂与吐温-80溶液的质量比)将尾砂和一定体积分数的吐温-80溶液置于三角瓶中,用质量分数5%的氢氧化钠溶液和质量分数5%的盐酸溶液调节溶液的pH。用锡纸将三角瓶密封,置于恒温摇床内,在一定温度和搅拌转速下振荡一段时间。测定尾砂中的剩余含油量。计算不同实验条件下吐温-80溶液对尾砂中油的去除率。
1.3 分析方法
取尾砂10 g,放入三角瓶中,加入10 mL水,同时加入10 mL石油醚,密封后在恒温水浴振荡器中以120 r/min的搅拌转速振荡30 min。取上部石油醚溶液50 μL,加入石油醚稀释至5 mL,用紫外分光光度计在230 nm处以石油醚为参比测定试样的吸光度,通过标准油-石油醚标准溶液的吸收曲线计算试样的含油量。
2 结果与讨论
2.1 溶液pH对尾砂油去除率的影响
在反应温度为25℃、搅拌转速为120 r/min、固液比为1∶5、吐温 -80溶液体积分数为0.20%、振荡时间为4 h的条件下,溶液pH对尾砂油去除率的影响见图1。由图1可见:溶液pH为6~8时,油去除率为98.2% ~98.4%;溶液 pH为9时,油去除率达到99.6%。可见碱性环境有利于尾砂中油的去除。这是因为,碱性环境有利于石油皂的形成,而石油皂可与吐温-80溶液产生复配增效作用,增强油的乳化能力,提高尾砂的油去除率[10-12]。综合考虑工业应用成本,本实验选择溶液pH为6~8。

图1 溶液pH对尾砂油去除率的影响
2.2 反应温度对尾砂油去除率的影响
在溶液pH为7、搅拌转速为120 r/min、固液比为1∶5、吐温-80溶液体积分数为0.20%、振荡时间为4 h的条件下,反应温度对尾砂油去除率的影响见图2。由图2可见:随反应温度升高,油去除率略有提高;反应温度为8℃时,油去除率为98.4%;反应温度为35℃时,油去除率为99.6%。这是因为温度升高,油的黏度降低,流动性变好,且反应温度升高时,油、水、砂粒3相的密度变化不同,使原有的3相稳定结构被破坏,油与砂粒的结合力降低,促进了吐温-80溶液的除油效果。但油去除率变化不大,故常温条件除油即可。这比常用的需要加热的热碱水溶液洗脱法[6-8]更具实用性。

图2 反应温度对尾砂油去除率的影响
2.3 搅拌转速对尾砂油去除率的影响
在溶液pH为7、反应温度为25℃、固液比为1∶5、吐温-80溶液体积分数为0.20%、振荡时间为4 h的条件下、搅拌转速对尾砂油去除率的影响见图3。由图3可见:随搅拌转速提高,油去除率提高;当搅拌转速为50 r/min时,油去除率为92.0%;当搅拌转速为80 r/min时,油去除率达97.0%;继续增加搅拌转速时,油去除率增加趋缓。综合考虑,本实验选取搅拌转速为120 r/min。

图3 搅拌转速对尾砂油去除率的影响
2.4 固液比对尾砂中油去除率的影响
在溶液pH为7、反应温度为25℃、吐温-80溶液体积分数为0.20%、搅拌转速为120 r/min、振荡时间为4 h的条件下,固液比对尾砂油去除率的影响见图4。由图4可见:固液比为1∶1时,油去除率为97.7%;固液比为1∶3时,油去除率为98.4%;随着固液比的进一步降低,油去除率略有升高。所以固液比低于1∶3较为理想,本实验选择固液比为1∶5。

图4 固液比对尾砂油去除率的影响
2.5 吐温-80溶液体积分数对尾砂油去除率的影响
在溶液pH为7、反应温度为25℃、搅拌转速为120 r/min、固液比为1∶5、振荡时间为4 h的条件下,吐温-80溶液体积分数对尾砂油去除率的影响见图5。由图5可见:随着吐温-80溶液体积分数的增加,油去除率提高;当未加吐温-80溶液时,油去除率只有86.0%;当吐温-80溶液体积分数为0.10%时,油去除率为94.5%;继续增大吐温-80溶液体积分数,油去除率变化不大。综合考虑工业化成本,本实验选择吐温-80溶液体积分数为0.20%。

图5 吐温-80溶液体积分数对尾砂油去除率的影响
2.6 振荡时间对尾砂油去除率的影响
在溶液pH为7、反应温度为25℃、搅拌转速为120 r/min、固液比为1∶5、吐温-80溶液体积分数为0.20%的条件下,振荡时间对尾砂油去除率的影响见图6。由图6可见:振荡时间为1 h时,油去除率为87.3%;振荡时间为2 h时,油去除率达到98.7%;随着振荡时间继续延长,油去除率没有进一步的增大。故本实验最佳振荡时间为2 h。
2.7 最佳实验条件下处理后尾砂的含油量
在溶液pH为7、反应温度为25℃、搅拌转速为120 r/min、固液比为1∶5、吐温-80溶液体积分数为0.20%、振荡时间为2 h的最佳实验条件下,经吐温-80溶液处理后尾砂的含油量在0.3 mg/g以下。
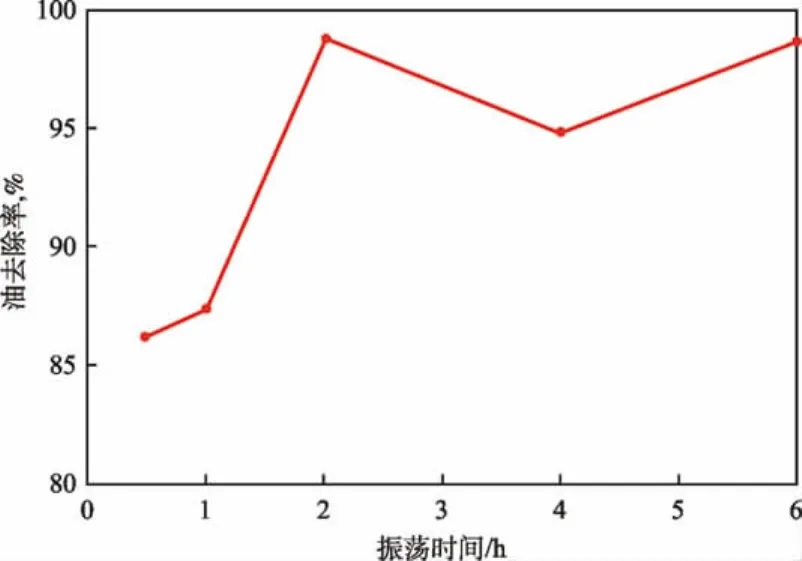
图6 振荡时间对尾砂中油去除率的影响
3 结论
采用表面活性剂吐温-80溶液去除油砂开采尾砂中的油,实验最佳工艺条件:溶液pH为7,反应温度为25℃,搅拌转速为120 r/min,固液比为1∶5,吐温-80溶液体积分数为0.20%,振荡时间为2 h。在最佳工艺条件下经吐温-80溶液处理后尾砂中含油量在0.3 mg/g以下。
[1] 赵金花,赵德智,王童,等.内蒙古油砂油的综合评价[J].石油炼制与化工,2007,38(2):15 -18.
[2] 许修强,郑德温,曹祖宾,等.新疆油砂水洗分离技术研究[J].郑州大学学报:工学版,2008,29(1):24 -27.
[3] Chilingarian G V,Yen T F.沥青、地沥青和沥青砂[M].北京:石油工业出版社,1998:1-59.
[4] 许修强,郑德温,徐金明,等.我国油砂分离技术研究进展[J].现代化工,2010,29(8):12 -14.
[5] 张明慧.油砂开采技术室内研究[D].大庆:大庆石油学院环境工程系.2007.
[6] 许修强,方红霞,曹祖宾,等.油砂高效分离配方开发及新型分离技术[J].化工进展,2010,(增刊):710-712.
[7] 黄剑雄.油砂资源现状及其开采分离方法浅谈[J].广州化工,2011,39(8):24 -26.
[8] 陈忠材.含油岩石薄片的信息资料在确定驱油效果中的应用[J].成都地质学院学报,1992,19(3):80 -86.
[9] 严格.油砂热水洗分离室内研究[D].北京:中国科学研究院研究生院,2006.
[10] Yu Honghong, Shrotriya P, Gao Yufeng.Microplasticity of surface steps under adhesive contact.Part 1.Surface yielding controlled by single-dislocation nucleation[J].J Mech Phys Solids,2007,55:489 -516.
[11] Kiely J D,Hwang R Q,Houston J E.Effect of surface steps on the plastic threshold in nanoindentation[J].Phys Rev Lett,1998,81:4424 -4428.
[12] Drew M.Suifactant Science and Technology[M].New York:VCH Publishers Inc,1992:79 -82.
Removal of Oil from Oil Sand Tailings with Surfactant
Wang Lei1,Ma Guike1,Zhang Fengjun1,Jing Fulin2
(1.Key Laboratory of Groundwater Resources and Environment,Ministry of Education,Jilin University,Changchun Jilin 130021,China;
2.Jilin Design Institute,Northeast Refining & Petrochemical Engineering Co.Ltd.,CNPC,Jilin Jilin 132002,China)
The oil in oil sand tailings was leached with the surfactant Tween-80.The effects of process conditions on oil removal were studied.The optimum process conditions are as follows:solution pH 7,reaction temperature 25℃,stirring speed 120 r/min,solid-liquid ratio(mass ratio of tailings to Tween-80)1 ∶5,Tween-80 volume fraction 0.20%,shaking time 2 h.Under these conditions,the oil content of the treated tailings is less than 0.3 mg/g.
oil sand;tailings;surfactant;Tween-80;leaching;solid waste
TQ 116.2
A
1006-1878(2011)06-0528-04
2011-05-30;
2011-07-15。
王雷(1983—),男,吉林省白城市人,硕士生,主要研究方向为污水治理。电话 15843103757,电邮Wanglei1983.8.1@163.com。 联 系 人:马 桂 科,电 话15144284283,电邮 380286270@qq.com。
(编辑 祖国红)