动态轻压下技术在大方坯连铸机上的应用
2011-12-08吕士金胥珂赵建宏
吕士金 胥珂 赵建宏
(1.中冶京诚工程技术有限公司;2.昆明钢铁股份有限公司)
动态轻压下技术在大方坯连铸机上的应用
吕士金1胥珂2赵建宏2
(1.中冶京诚工程技术有限公司;2.昆明钢铁股份有限公司)
动态轻压下技术可降低铸坯中心偏析,改善铸坯中心疏松状况。本文主要介绍了动态轻压下技术的冶金原理,并根据应用效果,分析工艺参数对铸坯内部质量的影响。
动态轻压下 冶金原理 工艺参数
0 前言
在连铸生产的过程中,铸坯的质量控制主要涉及三个方面的内容:铸坯的纯净度(夹杂物含量、形态、分布)、铸坯表面缺陷(裂纹、夹渣、皮下气泡等)和铸坯的内部缺陷(裂纹、疏松、偏析等)。而动态轻压下技术在减轻铸坯的中心偏析与疏松等缺陷、提升铸坯的内部质量和提高连铸生产效率等方面具有巨大的发展优势和独特的优越性。
动态轻压下技术主要由热跟踪模型、自动调节系统和能够实现远程控制的设备等三个部分组成。其中热跟踪模型和自动调节系统是控制系统,它们能在浇注过程中,根据浇注工艺条件(钢种、浇注速度、冷却水量等)实时计算出液芯及两相区位置和目标辊缝。远程控制设备则是执行系统,它是根据指令动态调整液压缸压力设置,改变辊缝和压下量,从而保证非稳态浇注的轻压下效果。
1 方坯轻压下技术的冶金原理
方坯的铸坯液相穴末端呈V漏斗状,易产生“搭桥”现象,受到搭桥结构的阻隔,下部的钢液在凝固收缩的过程中得不到上部钢液及时地补充或者补充不足,出现密闭区域,形成负压,将枝晶间富集溶质的剩余液相吸入,富集在最后凝固的中心部位,从而产生周期性断断续续存在的缩孔和偏析。板坯连铸时,其内部液相末端相对平坦,搭桥现象不是偏析的主要因素,此时中心偏析主要是凝固壳收缩时糊状区枝晶间富集溶质元素的剩余液相流到铸坯中心区域所致[1]。
根据中心偏析产生的机理分析,轻压下技术改善铸坯内部质量的基本原理是:通过在铸坯凝固末端附近施加压力产生一定的压下量来补偿铸坯的凝固收缩量,消除密闭区域或者鼓肚,让枝晶间富集溶质的液相仍保留在其原来的位置,而不流到最终凝固的中心位置,这就可以大大减轻甚至消除中心偏析和疏松。
2 轻压下位置的选取
合适的压下位置对减少中心偏析和疏松具有明显的效果。若压下的位置太靠前,则反而会增加这些质量缺陷;若太靠后,则不起作用。凝固末端轻压下位置,主要受拉速影响,而钢水过热度和二冷比水量等是次要因素。
昆钢五流大方坯连铸机采用门式拉矫机,每流有7架轻压下拉矫机,其通过安装在拉矫辊液压缸上的位置传感器和一个专门的液压系统,根据一个用来计算液芯长度和凝固比例的在线数学凝固模型,优化拉矫辊的压下动作,动态的设置特定的辊缝来完成,已获得要求的厚度最小量。每台拉矫机距离结晶器弯月面的距离见表1。
由表1可以看出,昆钢五流大方坯连铸机轻压下功能可在9.7 m的总长度范围内进行。而国外大方坯连铸机,考虑到浇注不同钢种、断面、拉速、过热度和冷却强度等因素对凝固末端位置变化的影响,轻压下区长度一般为4 m~5 m即能满足改善铸坯中心偏析、中心疏松和减轻内部裂纹的要求。因此,昆钢五流大方坯连铸机的轻压下位置可以在更大的范围内灵活调节,为铸机工艺(拉速、过热度、冷却强度等)变化创造了良好的条件。
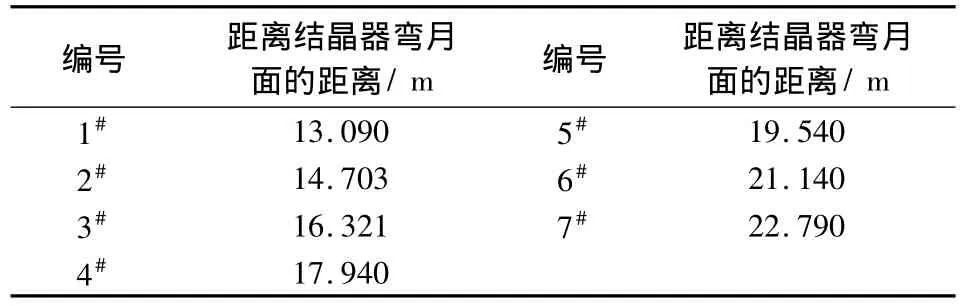
表1 轻压下拉矫机的安装位置
3 动态轻压下工艺参数的确定
3.1 总压下量
轻压下过程中铸坯变形的特点为宽面凹陷,窄面鼓肚。随着压下量的增加以及中心固相率的降低,铸坯宽面的凹陷、窄面的鼓肚随之增加。在固相率一定的情况下,当压下量增加一定程度后,铸坯宽面的凹陷以及窄面鼓肚仅在一个较小的范围内波动。
一般说来,总压下量的选择应该满足三个要求:一是压下量必须完全补偿压下处钢液在降温和凝固过程中的体积收缩量,以防止富集溶质剩余液相的流动;二是防止产生内部裂纹;三是轻压下产生的反作用力不会对辊子的疲劳寿命带来不利的影响。
总压下量过小时,对于中心偏析和疏松改善不明显,如图1 所示[2]。
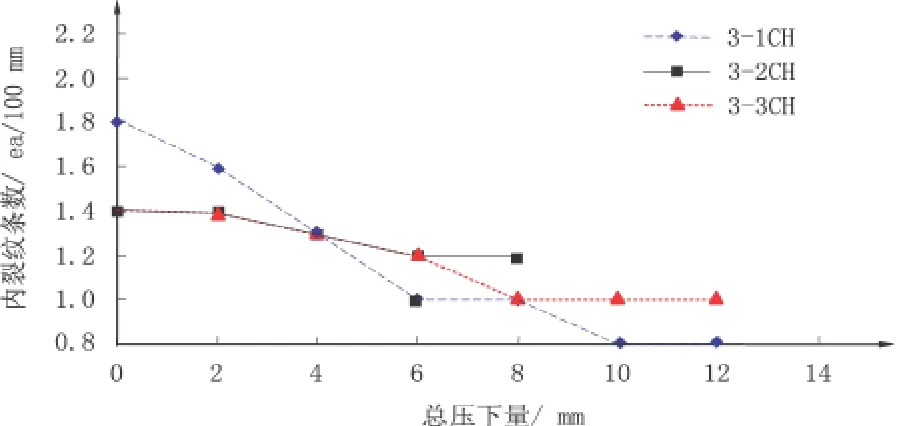
图1 总压下量和偏析的关系
总压下量过大时,铸坯受到挤压过度,引起尚未凝固且富集溶质的钢液流到相邻的鼓肚区,形成偏析,还会导致内裂的产生,同时引起轻压下区辊子的破损,如图2 所示[2]。

图2 总压下量和内裂的关系
因此,合适的总压下量可以减少中心偏析和疏松,同时又不至于出现内裂及引起辊子的破损。铸坯由液相变为固相时的收缩率为3% ~4%(根据钢种有所不同),因此由压下量造成的体积收缩也与此相当。一般,板坯和方坯总的压下量为4 mm~14 mm。
昆钢五流大方坯连铸机有三种铸坯断面尺寸:230 mm×230 mm、230 mm×350 mm和320 mm×410 mm,与之对应的总压下量为:5.2 mm,5.2 mm和7.3 mm。并对参与轻压下的拉矫机,采用多道次、均等的压下量进行压下,以减小累积应变,防止内裂纹的产生。
3.2 压下速率
压下速率是指单位时间的压下量。在动态轻压下实施的过程中,铸坯的变形是非连续的,所谓的压下速率的控制只能通过对总压下量的分解来实现,即在每一对辊子上采用一个不会产生裂纹的压下量,铸坯经过多对辊分步压下后,总的压下量就可以达到应用要求。
首先最佳压下速率应该不会超过最大压下速率。所谓最大压下速率与钢种所能承受的最大变形速率有关,最大压下速率引起的变形不能超过钢的某一临界值,否则会产生裂纹;其次与冷却条件、断面及铸机设备本身条件有关。
其次压下速率是关系到轻压下设备使用的一个重要参数。压下速率太大,容易导致辊子损坏。原因是辊子和铸坯之间的反作用力随着压下速率的增大成正比例增加。对于已经设计好的铸机,其压下速率由支承辊的材质、配置和尺寸限定。
当其它条件一定时,压下速率有最佳值。一般,板坯的压下速率为0.55~1.1 m/min;方坯为1~2 mm/min。结合昆钢五流大方坯轻压下实际使用情况,三种铸坯断面尺寸:230 mm×230 mm、230 mm×350 mm和320 mm×410 mm,与之对应的总压下速率为:1.5 mm/min,1.1 mm/min 和2.0 mm/min。
3.3 合适的拉速
根据相关资料:拉速每增加0.1 m/min,凝固末端位置向后推移2.5 m,压下区间长度增加1.3 m;过热度每增加10℃,凝固末端位置向后推移0.5 m,压下区间长度增加0.1 m;比水量每增加0.01 L/kg,凝固末端位置向前推移0.13 m,压下区间长度减小0.05 m。因此,拉速对凝固终点以及压下位置的影响,远大于钢水过热度和二冷比水量的影响。拉速与偏析的关系如图3所示[2]。
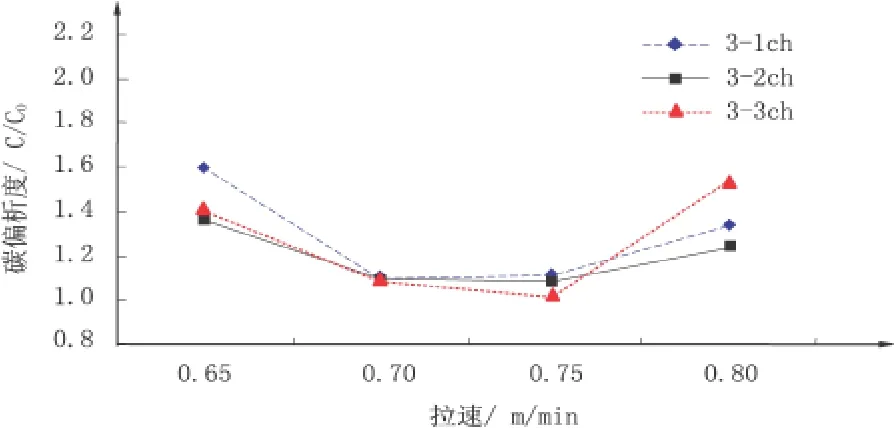
图3 使用轻压下拉速对碳偏析的影响
由图3可以看出,其它条件一定时,适合轻压下的拉速范围比较窄,换句话说,拉速达到基本恒定时,使用轻压下技术才可以取得良好的效果。
昆钢五流大方坯连铸机为获得平稳拉速采取的措施为:拉矫机实施轻压下时,设定检测辊即1#上辊的拉速为拉矫机的设定拉速,得到1#上辊的力矩,使其它辊的力矩通过调整各辊转速使力矩与检测辊力矩匹配,进而实现拉矫过程中力矩的合理分配,并保证拉速平稳实现设定拉速。三种铸坯断面尺寸:230 mm×230 mm、230 mm×350 mm和320 mm×410 mm,实施轻压下时与之对应的总压下速率为:1.0 m/min,0.7 m/min 和 0.5 m/min。
4 结语
根据实际使用效果,轻压下技术可以很好的改善铸坯的中心偏析、中心疏松等内部质量问题,同时提高铸坯的等轴晶率。但是,在使用轻压下技术时,必须根据不同厂家的的不同工艺操作条件,采用合适的压下参数才能保证应用效果。
[1] 谢海唯,朱苗勇,宋景欣,程乃良.连铸方坯凝固末端轻压下位置的预报研究.材料与冶金学报,2003,2(3):185-188.
[2] 阎朝红.凝固末端轻压下技术在连铸中的应用.宝钢技术,2001(5):51-55.
APPLICATION OF DYNAMIC SOFT REDUCTION TECHNOLOGY IN BLOOM CASTER
Lv Shijin1Xu Ke2Zhao Jianhong2
(1.MCC Capital Engineering and Research Incorporation Limited;2.Kunming Iron and Steel Company Limited)
Dynamic soft reduction technology can decrease centerline segregation and improve central looseness in billet.The paper mainly introduces the metallurgy principle of dynamic soft reduction and analyses the influence of reduction parameters on internal quality according to the application results.
dynamic soft reduction metallurgy principle technical parameters
*
2011—4—13