接插件端子连续选择性镀金工艺的发展趋势
2011-12-08张荣光
张荣光,黄 皓
(成都宏明双新科技股份有限公司,四川成都 610091)
接插件端子连续选择性镀金工艺的发展趋势
张荣光,黄 皓
(成都宏明双新科技股份有限公司,四川成都 610091)
接插件端子连续选择性镀金工艺技术的发展趋势,主要是围绕提高镀金层技术质量,降低镀金成本。介绍了在端子镀金前处理工序中,增加化学抛光或电化学抛光以及预镀工艺等,提高端子基材表面光亮度,来改善镀金层的外观质量。开发新的镀金中间阻挡层和应用中间阻挡层组合工艺技术,减少镀金中间阻挡层孔隙,提高阻挡层致密性.防止铜合金基材金属扩散迁移到镀金层表面。介绍了镀金新添加剂应用,如防沉积(置换)的微酸性镀金、自封孔的微酸性镀金、钴合金镀金工艺等。应用防变色保护剂降低镀金层厚度。介绍了应用环保新材料丙尔金替代有毒氰化亚金钾镀金工艺。
镀金前处理;阻挡层;镀金新添加剂;接插件端子;选择性镀金
引 言
镀金层具有瑰丽的金黄色外观、良好的导电性、低接触电阻、化学性质稳定、抗变色、耐腐蚀性、耐磨及可焊性等特性,广泛用于电接触体五金端子、计算机、通讯、电视、印制板、IC、智能玩具、小家电、汽车电子线束和手机等电子元器件中[1]。
目前端子连续选择性镀金工艺技术发展,主要围绕提高镀金层质量,实现镀金层厚度减薄,降低镀金成本[2]。端子镀金层的技术质量取决于端子基体质量、中间层的组合工艺以及镀金层的工艺技术。端子基材质量影响到镀金层的外观质量,增加连续选择镀金的前处理工艺,提高端子基材表面光亮度和致密性,可改善镀金层的外观质量。镀1 μm左右镍中间阻挡层为主体的镀金层,不能防止铜合金基材金属扩散迁移到镀金层表面。研究应用新的镀金中间阻挡层和中间阻挡层组合来提高端子产品镀金层质量,除应用先进且成熟稳定的高速镀金工艺外,开发筛选节金的镀金添加剂和防变色保护剂[3-5]。
1 提高端子基材表面质量
镀金层的光亮外观质量取决于基材表面的光亮致密性。为了提高端子基材表面质量,在端子连续选择性镀金的前处理工序中,常用酸蚀工艺处理端子基材表面,质量效果差,如增加化学抛光或电解抛光等工艺处理,可以提高端子基材表面光亮度2~3级,并有去毛刺等功能。增加预镀镍、碱性镀铜和光亮酸性镀铜工艺(氰化镀铜带来氰化物污染,亮铜的光亮整平致密性佳),可提高基材表面的光亮致密性[3]。
2 镀金中间阻挡层的组合工艺
在铜基材上先镀上一层锡或锡合金,然后镀一种标准电极电位介于锡与金之间的金属,最后镀金,其耐蚀性强。如采用铜-锡合金代替镍,镀金层具有强抗蚀性和耐磨损性(如手表、手饰、打火机和钢笔等电镀生产中已应用)。目前端子连续镀金的镀镍中间阻挡层δ仅有1 μm左右,镍层薄,孔隙多,加之纯度差,不能防止铜合金基材金属扩散迁移到镀金层表面,导致镀金层抗变色能力差等诸多质量问题[6-8]。
为提高带料端子产品的镀金技术质量,对镀金的中间阻挡层进行工艺技术组合。在镀金的单一镀镍中间阻挡层上,镀高温镍层(镍-磷合金层),其防蚀性可提高一倍;加镀锡-镍合金层,可耐硝酸浸泡时间数小时;再加镀一层新型的酸性钯或钯-镍合金层[w(钯)为75% ~80%],可降低金层厚度又能提高耐盐雾试验和耐磨性能。目前高端带料端子的镀金中间阻挡层,多数应用组合中间阻挡层工艺,镀金质量高,也减簿了金层厚度。镀金中间阻挡层采用组合工艺技术比单一镍层质量佳。镀金中间阻挡层组合工艺技术,应根据端子产品技术要求和不同基材来组合。铜合金基材类(黄铜类、锡磷青铜类、铍青铜或代铍铜等几大类)端子的电镀层工艺组合为:铜合金带料端子全镀半光亮镍或光亮镍后全镀金或选镀金;铜合金带料端子镀半光亮镍后镀高温镍-磷合金,功能端选镀金;铜合金带料端子全镀半光亮镍后,功能端选镀钯-镍合金后再选镀金。
黑色金属基材端子零件因耐蚀性及可靠性佳,越来越多用在手机、通讯等特殊领域中。镀金层的目的是增加导电性能、减小接触电阻、提高可焊性。黑色金属基材类端子电镀层组合工艺,必须先预镀氯化物镍层或氰化镀铜,不锈钢除镀氨基磺酸镍层外,有的还需镀酸性光亮镀铜后再镀氨基磺酸镍层,最后镀金。如黑色金属端子全预镀镍后只镀镍层;黑色金属(不锈钢)基材端子全预镀镍、镀镍后全镀金或选镀金层;黑色金属(不锈钢)基材端子全预镀镍、镀铜、镀镍后全镀金或选镀金层。
3 端子连续选择性镀金
镀金层δ在2 μm以上镀层才无孔隙,目前绝大多数端子连续选择性镀金层δ都在0.3 μm左右。甚至个别的端子零件镀金层δ在0.1 μm以下。金层太薄,孔隙率高。加之在连续镀生产过程中镀金-钴、金-镍合金层的钴、镍含量偏离工艺范围,镀金层中又夹杂有机物杂质等,造成镀金层纯度差,导致端子连续选择性镀金层变色、接触电阻增大、导电性差、可焊性下降和不耐盐雾腐蚀及硝酸蒸气试验等性能。目前端子连续选择镀金工艺,还是选用微酸性柠檬酸体系的高速功能性镀金-钴、金-镍合金为主流。高速镀金工艺配方中金质量浓度为8~16 g/L,甚至更高。Jκ一般为10~50 A/dm2,金的沉积速度较快,v=21 s/μm(Jκ为10 A/dm2),v=7.5 s/μm(Jκ为 30 A/dm2),v=5.4 s/μm(Jκ为50 A/dm2),生产效率高。
镀金液中添加其它金属(如钴、镍、铁等)离子后,金属钴或镍等离子随金离子共沉积生成金-钴、金-镍合金,提高了金-钴、金-镍合金层的硬度(160~220 HV)和金层的耐磨性(硬度与耐磨不呈线性关系)。在微酸性柠檬酸体系的高速镀金工艺中,端子连续选择性点镀金时常有轻微置换金现象。
新的防置换添加剂镀金工艺技术:
1)MetGold 3010 C(HS)防置换的微酸性镀金-钴合金。它是在微酸性镀金液中添加防置换Metgold AIA添加剂,HS和防置换添加剂Metgold AIA结合使用能最大程度的减少金的沉积。该镀金新工艺突出的优点就是显著的减少了金在基层金属、镀槽及其它设备上的沉积。对于端子连续电镀(包括浸镀、选择镀、刷镀及高速喷射点镀、条镀)能大幅节约金用量,减少耗费,延长设备使用寿命。在选择性镀金生产中不产生置换金层,镍层表面不发花,可免去退金工序,金层界面较整齐。但镀金生产中,控制添加Metgold AIA添加剂的量,过多会有少量金析出,其稳定性有待进一步提高。该镀金新工艺己在连续选择性镀金中逐渐推广使用。
2)自封孔微酸性镀金-钴合金。美泰乐公司研发的RPC添加剂,该镀金新工艺特点,在微酸性镀金液中添加一种特殊封孔RPC添加剂10~15 mL和泡沫控制剂5 mL后,测量调整镀金液pH,镀金液表面张力为35~37 mN/m时(如DuNuoy张力仪)对沉积出的金层表面孔隙有填充吸附作用,适合镀金δ为0.8 μm以下的端子零件孔隙封闭的生产。该封孔添加剂可提高金层的抗蚀性能,在微酸性镀金液中加入RPC添加剂,减少镀金工序后对镀金层的水溶剂和有机油剂的封孔抗变色处理。该自封孔镀金新工艺已在生产中试用。
3)柠檬酸金钾镀金。柠檬酸金钾学名为一水合柠檬酸一钾二[丙二腈合金(I)],商品名为丙尔金[w(金)为51%],该镀金新工艺特点,替代有毒的氰化亚金钾镀金的金盐,几年来己经有多家公司成功应用在滚、挂镀、振动镀、化学镀金及连续镀金等生产线上。丙尔金镀金溶液的性能经使用单位测试,溶液的分散能力、深镀能力、光亮区的电流密度范围及电流效率等性能与同体系镀金开缸剂(如K-186S)加氰化亚金钾(金盐)的镀金液相似。表1为两种金盐镀液的赫尔槽试片不同部位厚度值对比。
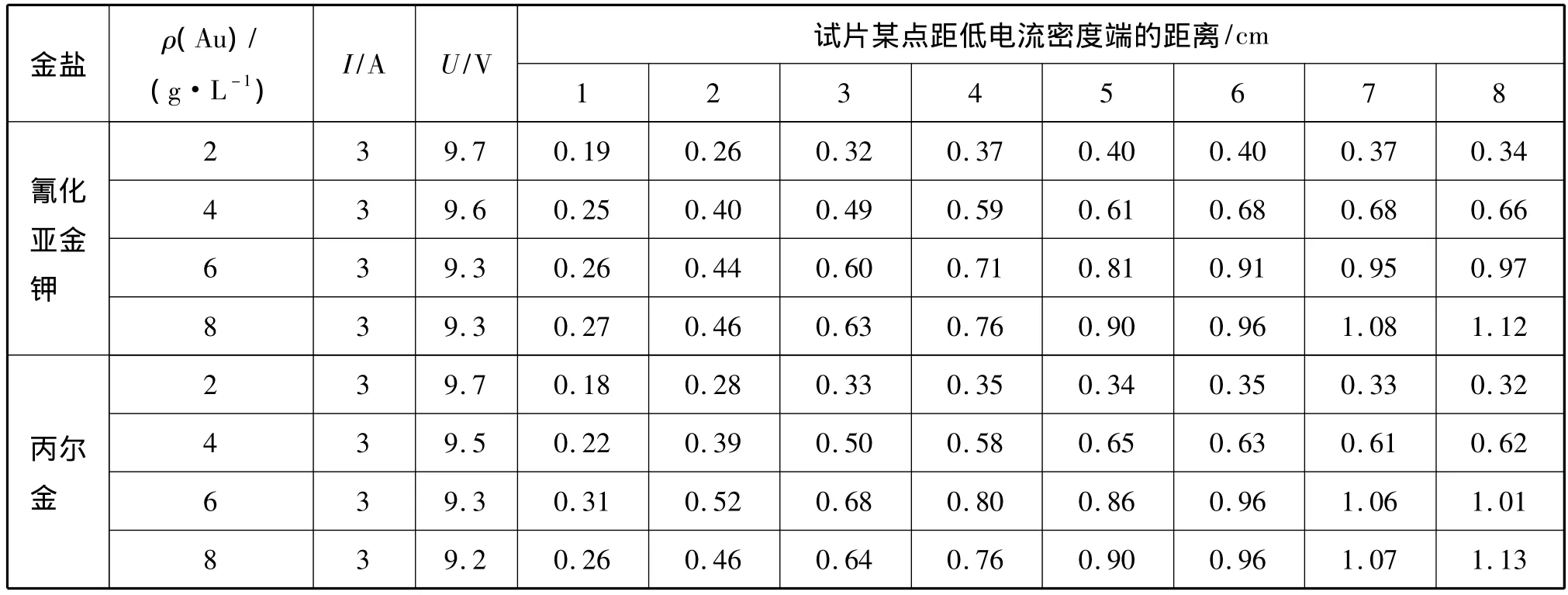
表1 赫尔槽试片镀金层厚度 μm
丙尔金的镀金层性能经科研院校和企业单位测试,镀层结晶细致,其表面形貌优于氰化镀金层,镀层的可焊性、耐磨性及耐蚀性等优于或与氰化镀金层相似。特别是镀可焊性纯金层在微电子、IC产品中各项性能完全满足美国军用标准MIT-STD-883E-2011技术规范。
应用实例,某公司应用丙尔金配制的K-186S镀金液共520L,2010年在连续选择镀金线上生产LCD不锈钢支架产品共计641k,理论定额消耗金盐为 8.131 kg,实际消耗 6.793 kg,节约金盐 1.338 kg。镀金层外观颜色和可焊性等质量均达到客户技术质量标准,镀金层的外观金黄色与氰化镀金相似,镀中性可焊性纯金层的橙黄色较氰化镀金偏淡一些,该金盐可与原氰化亚金钾镀金液兼溶。丙尔金镀金溶液的废水经测试氰化物含量也低于国家排放标准1.0 mg/L,经次氯酸钠处理后废水中CN-可达到0.01 mg/L。
丙尔金新材料经国家安监总局危化品中心检测证明,该产品不属于危险化学品;经中国疾病预防中心测试,丙尔金不属于毒害品;相关安全运输条例鉴定,可进行各种途径的国内运输。
4)激光镀金工艺技术。据日本资料介绍,在氰化金钾镀金液中采用氩离子激光法,成功地在镀镍的铜-锌合金阴极上恒电位沉积细金线。研究了激光扫描速度、激光功率、阴极电位对沉积物性质、沉积速度及图形大小的影响;电镀点的直径随激光功率和阴极电位增加而线性增大,金线的宽度随阴极电位呈指数增加,随激光功率呈线性增加。
4 镀金层的后处理技术
目前,绝大多数端子零件连续选择性镀薄金,由于单层镍以及基材质量等原因,严重困扰端子连续选择性镀金层的诸多质量问题,如镀金层易变色、接触电阻增大、导电性差、可焊性下降、不耐盐雾腐蚀及硝酸蒸气试验等。金层太薄和单层镍都存在孔隙率高,加之基材质量等因素,现在国内端子连续选择性镀金生产线上均设计有镀金层的防变色处理工序,以提高镀金层质量。
镀金层的抗变色保护剂处理的原理,是保护剂的某物质与金层表面螯合作用形成一层保护膜,此保护膜有憎水性,可延长金层变色等耐蚀性能。由于膜很薄,不影响金表面导电。因有润滑作用,端子的耐磨性提高。镀金层抗变色保护剂有两大类,一类是水溶性的保护膜剂,对镀金层外观表面有轻微膜感;另一类是有机溶剂保护膜剂,易造成镀金层外观金黄色颜色变深,表面有较重膜感。目前,许多企业在镀金生产线上同时应用两类防变色保护剂,提高了镀金层质量,但金层外观表面有发花、油腻感重、金黄色颜色变得更深等现象。近几年来国内外很多商家推出了各种防变色保护剂,较早的邮电学院生产的By-2和DJB-823防变色保护剂。目前研发生产防变色剂的厂商较多,有天至、顺信、合盈、力桥、罗门哈斯、中大、华特、创联以及日本厂商等。这些防变色剂都可以提高镀金层质量,但其效果差异较大。应选择无膜感或仅有轻微膜感、不改变金层外观金黄色的防变色保护剂。
5 结语
接插件端子连续选择性镀金工艺技术的发展趋势,主要围绕在金价不断飙升情况下,如何提高镀金工艺质量,降低镀金生产成本。当前电镀生产厂家可以通过在端子连续选择镀金的前处理工序中,增加化学抛光或电化学抛光以及各种预镀工艺等的处理,提高端子基材表面质量,改善镀金层的外观质量。同时开发新的镀金中间阻挡层和研究应用中间阻挡层组合工艺技术,减少中间阻挡层孔隙,提高阻挡层致密性.防止铜合金基材金属扩散迁移到镀金层表面。
[1]曾华梁,吴仲达,秦月文,等.电镀工艺手册[M].北京:机械工业出版社,1989:264-271.
[2]沈涪.接插件电镀[M].北京:国防工业出版社,2007:165-175.
[3]张磊,胡文成,马默雷,等.清洁镀金材料在镀金工艺中的应用[J].电镀与精饰,2011,33(1):10-15.
[4]蔡毓英.铜和铜合金电解抛光添加剂和抛光工艺[C]//第八届全国电子电镀年会论文集,绵阳:中国电子学会生产技术分会电镀专业委员会,2000:45-48.
[5]池建明.高速连续选择性电镀线的选镀方法及工艺选择[C]//2001年全国电子电镀年会论文集。深圳:中国电子学会电镀专业委员会,2001:86-90.
[6]唐红雁.选择性镀金技术在连续性电镀中的应用和发展[C]//第三届接插件电镀专题研讨会论文集.深圳:中国电子学会电子制造与封装技术分会电镀专家委员会,2011:124-130.
[7]张宝根.钢铁基础镀镍保护材料研制及应用[C]//2002全国电子电镀学术年会论文集.上海:2002:210-216.
[8]冯小龙.电子元器件高速连续电镀设备及工艺介绍[C]//2001年全国电子电镀年会论文集.深圳:中国电子学会电镀专业委员会,2001:87-91.
Development Trends of Continuous Selective Gold Plating Techniques for Connectors
ZHANG Rong-guang,HUANG Hao
(Chengdu Hongming Shuangxin Tech.Co.,Ltd.,Chengdu 610091,China)
The development of continuous selective gold plating technology for connectors is focused on the improvement of gold layer quality and reducing of production cost.In the pretrearment process,the application of chemical or electrochemical polishing and pre-plating techniques could enhance the brightness and the appearance of connector surface.Meanwhile,new-style barrier layer and combined different barrier layers could reduce the pore density,and then increase the density of barrier layer so as to prevent the diffusion between substrate and gold layer.Finally the addition of new additives,discoloration protective agents and environment-friendly material-gold potassium citrate instead of toxic gold potassium cyanide in gold-plating techniques were introduced.
pretreatment for gold-plating;barrier layer;new additive for gold-plating;connector;selective gold plating
TQ153.18
A
1001-3849(2011)09-0017-04
2011-04-27
