同向双螺杆拉伸元件的设计及混合性能的研究
2011-11-30黄凤春马秀清周炳斌梁文虎
黄凤春,马秀清,周炳斌,梁文虎
(北京化工大学机电工程学院,北京100029)
同向双螺杆拉伸元件的设计及混合性能的研究
黄凤春,马秀清*,周炳斌,梁文虎
(北京化工大学机电工程学院,北京100029)
根据聚合物加工过程的拉伸流动设计了一种非啮合拉伸元件,并将该元件与S形元件的两种构型的混合性能进行了对比分析。通过数值模拟得到了非啮合拉伸元件流场与S形元件流场的出入口压差及累积最大拉伸速率分布。通过实验手段将非啮合拉伸元件与S形元件对聚丙烯(PP)/聚苯乙烯(PS)不相容体系相态结构的影响进行了对比研究。结果表明,非啮合拉伸元件的输送能力不如S形元件,但拉伸效果、分散混合能力均高于S形元件。
啮合同向双螺杆挤出机;分散混合;拉伸流动;螺杆元件
0 前言
物料在双螺杆挤出机中的流动按作用方式不同,可分为剪切流动和拉伸流动。流体流动的过程中产生两种速度梯度场,即横向速度梯度场和纵向速度梯度场。产生横向速度梯度场的流动称为剪切流动,产生纵向速度梯度场的流动叫拉伸流动[1]。拉伸流动指的是熔体流动的速度梯度方向与流动方向相平行,产生了纵向速度梯度,此时流动速度沿流动方向改变。物料流速的变化必将使物料产生变形,因此物料的料层厚度随着流速地增加而减小,不至于使物料堆积,增加了物料的交换界面,更加有利于混合。Yao[2]表述了分散混合效果的好坏是根据剪切应力水平与流场中的拉伸流动作用效果来判定,而拉伸流动可以更好地实现分散混合。Chris Rauwendaal等[3]将拉伸流动与剪切流动的分散混合效果进行了对比研究。结果表明,拉伸流动更有利于分散混合。徐百平[4]发现振动力场的引入促进了拉伸流动,提高了分散混合效果。朱常委[5]提到拉伸流动不仅促进了分散混合,而且拉伸流动的能量损耗大大低于剪切流动。耿孝正[1]的研究表明,在较大应力作用下,拉伸黏度要比剪切黏度的数值大1~2个数量级。可见,与剪切流动相比,拉伸流动不仅能够实现有效分散,还可以产生更少的黏性耗散。所以,鉴于拉伸流动对分散混合的贡献,需要对拉伸流动的特点以及促进拉伸流动的混合设备进行重点研究。
本研究采用Polyflow软件对所设计的拉伸元件和S形元件的流场进行了模拟分析,将拉伸元件与S形元件的拉伸效果进行了对比,并对拉伸元件与S形元件的分散混合能力进行了实验研究。
1 非啮合拉伸元件的设计与建模
1.1 设计思路
研究非啮合拉伸元件的设计思路为:(1)螺杆元件截面圆弧的圆心相对于螺杆中心线存在一定的偏距,如图1所示。这样,螺杆元件的外表面与机筒之间形成一个楔形区,随着螺杆转动,楔形区形成了较大的与熔融物料运动方向相同的速度梯度,可以产生较强的拉伸作用。王贤慧[6]与吴涛[7]研究中的促进拉伸流动的混合器的几何结构就是根据这一特点而设计成的;(2)为了使元件的拉伸效果更好,元件的截面设计成多头结构,这样增加楔形区的数量,熔融物料的速度变化频率提高,增强了拉伸作用;(3)该元件的导程为120mm,外径为29.6mm,大导程结构使熔融物料沿着挤出方向存在纵向速度梯度分布,这样流体流速沿流动方向改变,物料的料层厚度随着流速的增加而减小,有利于混合。非啮合拉伸元件的三维结构设计如图2所示。
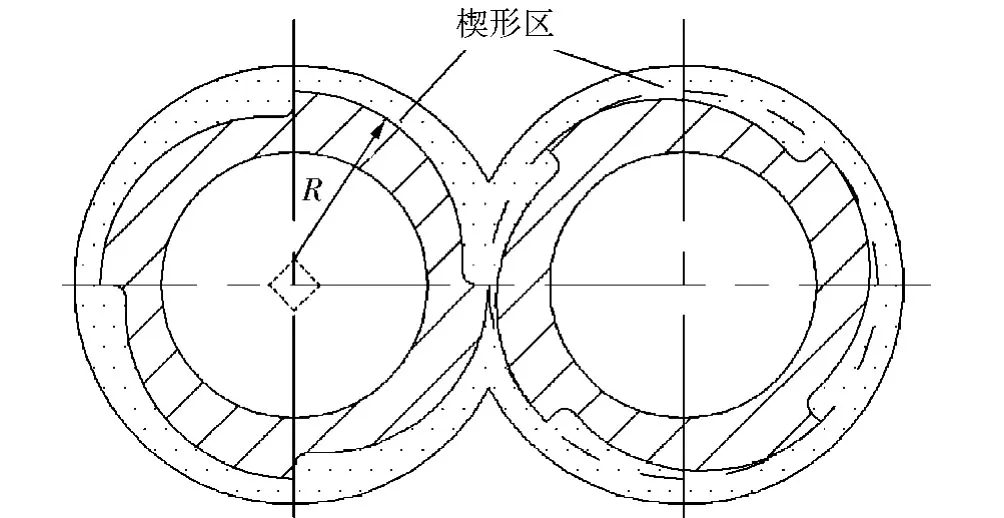
图1 非啮合拉伸元件的螺杆截面图Fig.1 Cross section of non-inter meshing elongational screw element

图2 非啮合拉伸元件的三维结构Fig.2 Three-dimensional structure of non-inter meshing elongational screw element
1.2 数学模型
为拟定流场,适当的简化计算,考虑到熔体输送的具体条件和聚合物的特性,作出如下假设:
(1)熔体为不可压缩的流体;
(2)流场为稳定、等温流场;
(3)雷诺数较小,流动为层流流动;
(4)惯性力、重力等质量力要远小于黏滞力,可忽略不计;
(5)流道壁面无滑移;
(6)熔体在流道中全充满。
根据以上假设,在直角坐标系下,连续性方程简化为:

动量方程为:
模拟计算过程中所用的物料为PP,其物性参数为:η=9560Pa·s,λ=0.3664s,m=0.7372。采用Cross模型,其本构方程为:

式中 η0——零切黏度,Pa·s
λ——时间常数
m——Cross模型指数
1.3 几何模型
非啮合拉伸元件与2种S形元件[8-9]的结构如图3所示,该拉伸元件的外径为29.6mm,中心距为30mm,机筒内径为34mm。S-30为螺杆元件截面为双头、导程为120mm,由长度为30mm正向螺纹元件和反向螺纹元件组合而成的元件,螺杆元件的总长为120mm。S-60为螺杆元件截面为双头、导程为120mm,由长度为60mm正向螺纹元件和反向螺纹元件组合而成的元件,螺杆元件的总长为120mm,相互匹配的两根螺杆部分啮合。
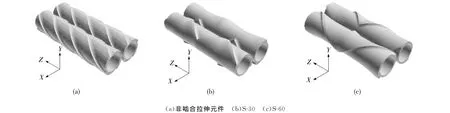
图3 非啮合拉伸元件与S形元件的外形Fig.3 Outline of non-inter meshing elongational twin-screw element and S type twin-screw element
1.4 边界条件
模拟过程中采用出口压力和入口流量来定义出入口边界。出口压力设计值P=5MPa,入口端面体积流量Q=2×10-6m3/s。螺杆外表面上为周向转动速度边界,左右两螺杆转速设计值Ns=30r/min。根据壁面无滑移的假设,机筒静止不动,因此机筒内表面速度Vb=0。
2 实验部分
2.1 主要原料
PP,1008,北京燕山石油化工股份有限公司;
PS,158K,扬子巴斯夫苯乙烯系列有限公司。
2.2 主要设备及仪器
双螺杆挤出机,LSM30/34,德国Leistritz公司;
扫描电子显微镜(SEM),S-4700,日本 Hitachi公司。
2.3 样品制备
将所设计的非啮合拉伸元件与2种构型的S形元件在置换区进行相互置换来分别进行实验,其螺杆构型如图4、5所示,SE20/60/2表示导程为20mm,长度60mm的双头常规螺纹元件,其余类推。
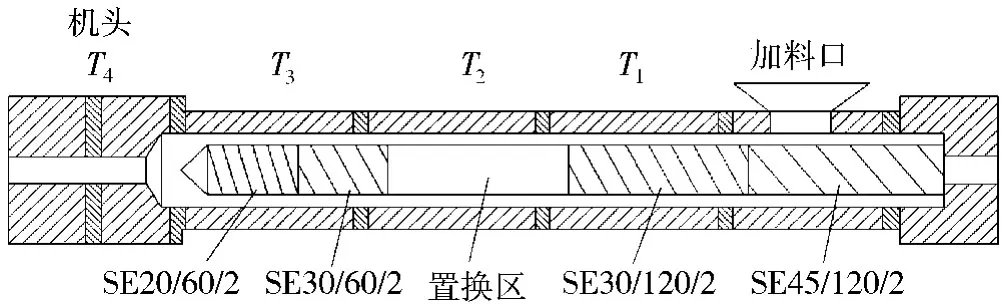
图4 螺杆构型与机筒组合结构示意图Fig.4 Configuration of the screw and barrel

图5 螺杆构型实物图Fig.5 Configuration of the screws
设置T1、T2、T3三节机筒温度分别为:230、230、230℃,机头T4的温度为230°C。实验前按PP与PS按质量比80∶20预混均匀,主机转速为30r/min,加料量6.7kg/h,对拉伸元件与S形元件分别进行实验,待挤出稳定后分别取样。
2.4 性能测试与结构表征
通过扫描电子显微镜照片,测出分散相粒径的大小,最后统计出PP/PS中少组分PS的数均粒径)、重均粒径)、体均粒径)。
式中 Di——粒径,μm
Ni—— 粒径为Di的粒子个数
3 结果与讨论
3.1 出入口压差
通过对比发现,S-30元件流场的出入口压差大于S-60元件与非啮合拉伸元件,非啮合拉伸元件流场的出入口压差最小,如图6所示。这可能是由于本研究所设计的螺杆元件为非啮合元件,元件与机筒的间隙很大,加之非啮合元件对熔融物料基本上不具有输送能力,物料流经元件的输送动力主要是由螺杆元件上游建立的压力提供。相对于非啮合拉伸元件来说,两种构型的S形元件则是部分啮合元件,虽然其与机筒的间隙也很大,但由于S形元件的几何结构采用正反向螺纹形成的V形结构,物料流经于此,即受到反向螺纹的阻碍作用,又受到正向螺纹的输送作用,与非啮合拉伸元件相比,输送能力在一定程度上较强。
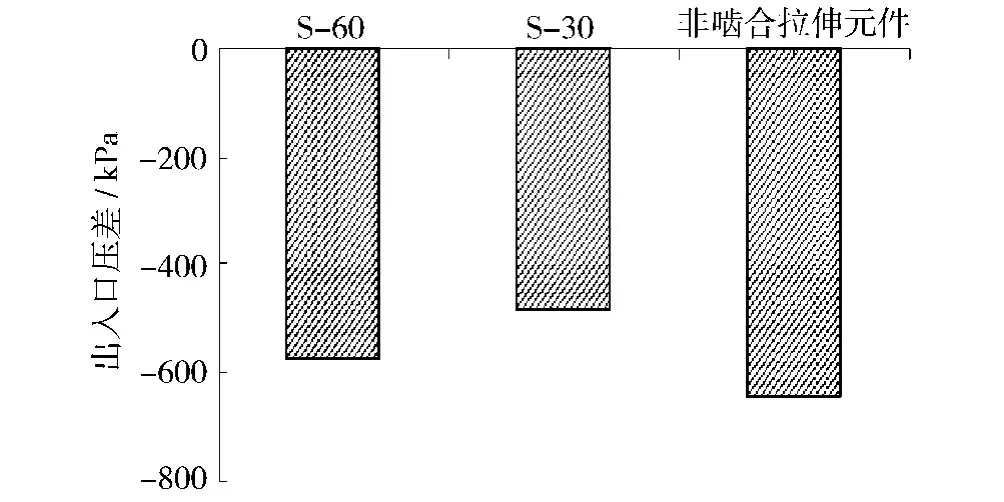
图6不同螺杆构型的出入口压差Fig.6 Differential pressure between the exit and entrance
3.2 累积最大拉伸速率
图7为3种螺杆构型的累积最大拉伸速率分布曲线,取拐点处大约32s-1的横坐标位置为基准来衡量3种构型的拉伸作用。非啮合拉伸元件的流场中大约有84%的粒子所受的最大拉伸速率小于32s-1,也就是说有16%的粒子所受的最大拉伸速率大于32s-1;以此类推,S-30元件的流场中有10%的粒子所受的最大拉伸速率大于32s-1,S-60元件的流场中有8%的粒子所受的最大拉伸速率大于32s-1。所以,非啮合拉伸元件流场对粒子所受的最大拉伸速率所占的百分比大于两种构型的S形元件。从图8可以看出,两种构型的S形元件的粒子经受最大拉伸速率的范围主要在10~20s-1,而非啮合拉伸元件的粒子经受的最大拉伸速率范围则主要在大于20s-1的范围内,对比累积最大拉伸速率分布曲线,两者数据基本吻合,这也足以说明非啮合拉伸元件比S形元件使粒子经受的最大拉伸速率的概率更大。这是由于非啮合拉伸元件为四头元件,其截面与机筒之间形成4个楔形区,所以熔融物料速度梯度较高,物料在非啮合拉伸元件的流场中受到重复的拉伸作用,使得其拉伸效果较好,而S-30与S-60元件与机筒之间形成了2个楔形区,与非啮合拉伸元件相比,物料流经于此的速度变化频率明显变小。因此,非啮合拉伸元件的拉伸效果明显好于S形元件。
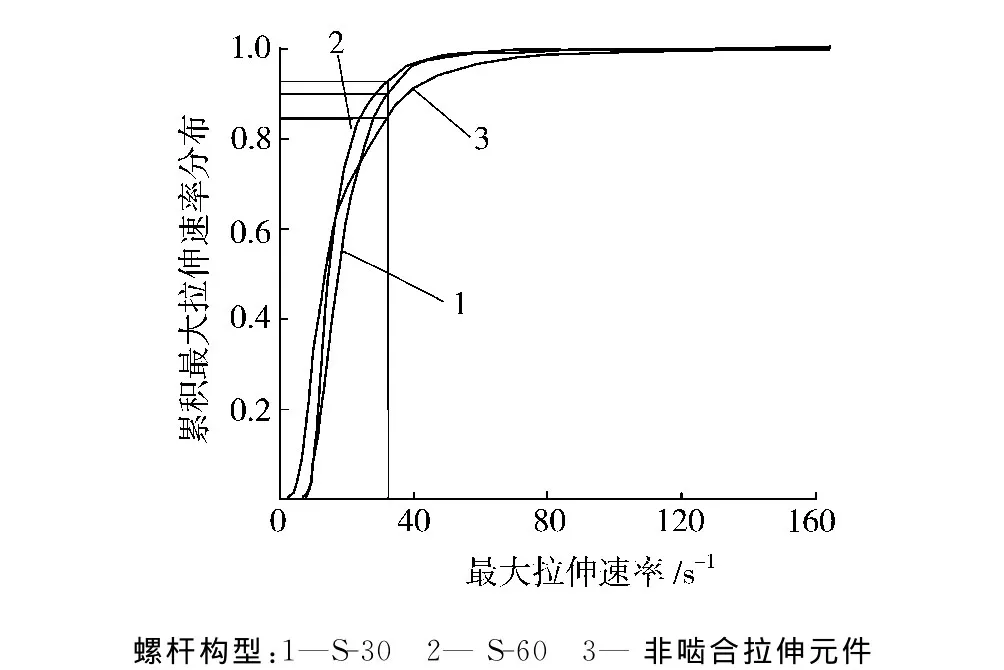
图7 累积最大拉伸速率分布Fig.7 Distribution of cumulative max stretching rate

图8 粒子在不同范围的最大拉伸速率的百分比Fig.8 Percentage of particle in different max stretching rate scope
3.3 SEM 分析
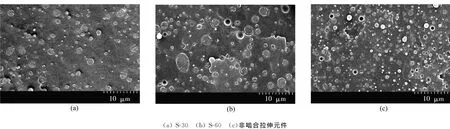
图9 不同螺杆构型制备样品的SEM照片Fig.9 Micrographs for the samples
通过实验所获得的3种螺杆构型机头处挤出试样的SEM 照片如图9所示,根据式(4)、(5)、(6)得出的共混物试样的分散相粒径如表1所示,对比3种构型挤出样品的SEM照片和PS分散相粒径数值可知,非啮合拉伸元件的、与均比 S-30元件和S-60元件的小,同时根据图10所示的PS分散相粒径分布曲线,按照波峰的位置来看,非啮合拉伸元件与S-30元件大约处于同一横坐标的位置,S-60元件的粒径大于非啮合拉伸元件与S-30元件,粒径分布曲线与表1所得的分散相粒径数值基本吻合,由此说明非啮合拉伸元件的分散混合能力要优于S形元件。由3种螺杆构型的粒径的分布曲线可以看出,非啮合拉伸元件的粒径分布较窄,而S-30和S-60元件的粒径分布较宽,这说明与S形元件相比,非啮合拉伸元件的分散相粒径的均一性较好,其拉伸作用比S形元件更加均匀。
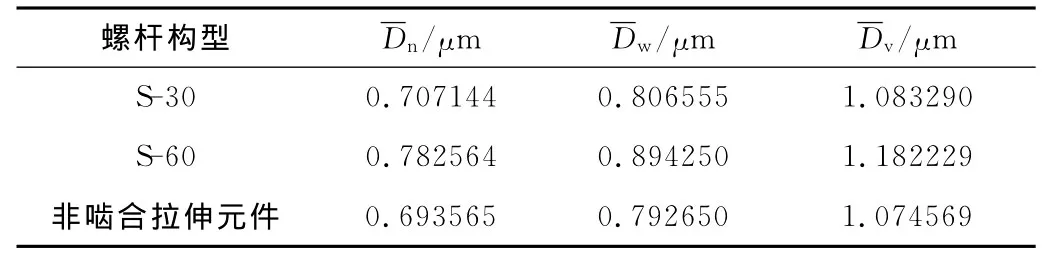
表1 PS分散相的粒径Tab.1 Grain sizes for the dispersed phase of PS

图10 PS分散相的粒径分布曲线Fig.10 PS particle size distribution
4 结论
(1)非啮合拉伸元件的出入口压差小于2种S形元件,因此,其输送性能比S形元件要差;
(2)与2种S形元件相比,非啮合拉伸元件的流场使更多流体受到了较强的拉伸作用;
(3)非啮合拉伸元件的分散相粒径小于S形元件,其分散混合性能优于S形元件。
[1] 耿孝正.塑料混合及连续混合设备[M].北京:中国轻工业出版社,2007:45-48.
[2] Chih-hsiang Yao,Ica Manas-zloczower.Influence of Design on Dispersive Mixing Performance in an Axial Discharge Continuous Mixer-LCMAX 40[J].Polymer Engineering &Science,1998,38(6):936-946.
[3] Chris Rauwendaal.New Dispersive Mixers Based on Elongational Flow[J].Plastics,Additives and Compounding,1999,1(4):21-23.
[4] 徐百平,瞿金平.双螺杆螺棱侧间隙纯拉伸力场效应研究[J].现代塑料加工应用,2005,17(4):48-51.
[5] 朱常委,姜 南.聚合物熔体混合中界面面积增长函数的分析计算[J].中国塑料,2001,15(10):61-65.
[6] 王贤惠,曹志清.新型单螺杆CRD分散混合器的理论研究与应用[J].橡塑技术与装备,2006,32(10):1-5.
[7] 吴 涛,曹志清,赵 伟,等.基于拉伸混合机理设计的混合器[J].橡塑技术与装备,2009,35(2):34-37.
[8] 金月富,耿孝正.新型同向双螺杆元件几何造型初探[J].塑料,2001,30(1):34-38.
[9] 金月富,耿孝正,梁 畅.新型同向双螺杆元件—S型元件研究(I)—流场数值模拟[J].中国塑料,2002,16(1):79-85.
Design of Elongational Co-rotating Twin-screws Element and Its Mixing Performance
HUANG Fengchun,MA Xiuqing*,ZHOU Bingbin,LIANG Wenhu
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
A non-inter meshing twin-screws element was designed based on the elongational flow in the polymer processing.The mixing performance of the element was compared with that of Stype screw elements.Cumulated maximum tensile rate distribution and differential pressure between exit and entrance were obtained by simulation for flow field of non-inter meshing elongational element and S type screw elements.Moreover,the influence of non-inter meshing elongational element and S type screw elements on the phase morphology incompatible polymer blends PP/PS were compared.It was found that the conveying performance of non-inter meshing elongational element was worse,but the elongational and dispersive mixing performances were better than those of S type screw elements.
inter meshing co-rotating twin-screw extruder;dispersive mixing;elongational flow;screw element
TQ320.66+3
B
1001-9278(2011)09-0090-05
2011-04-11
*联系人,maxq@mail.buct.edu