复杂不锈钢零件镀镍工艺
2011-11-22关国栋李文红
关国栋,李文红
(湖北汉光科技有限公司,湖北 孝感 432000)
复杂不锈钢零件镀镍工艺
关国栋*,李文红
(湖北汉光科技有限公司,湖北 孝感 432000)
提出了适合于结构复杂的不锈钢零件的镀镍工艺,其流程主要包括除油、酸洗、超声波清洗、弱腐蚀、预镀镍、镀暗镍、过酒精、烘干。介绍了各工序的溶液配方及操作条件。超声波清洗对附着于有小翻卷边、盲孔、小螺纹孔等的不锈钢零件上的油污有很好的去除效果。采用大电流冲击镀镍可防止不锈钢零件发生置换反应。
不锈钢;镀镍;超声波清洗;冲击电镀
1 前言
不锈钢是工业应用最广泛的材料之一,但在电镀行业中属于难镀金属。其原因是:一,不锈钢(尤其是含镍、铬量高的)表面附有一层致密、难溶的氧化物,难以去除,且当这层氧化物去除后,又很快会在其表面上形成一层薄薄的氧化膜[1],这层氧化膜在镀前若不去掉,必会影响镀层的结合力;二,在不锈钢上镀镍,由于铁的标准电极电位比镍负,当与镀镍溶液接触时,就会发生置换反应,所得置换层与基体结合力差;三,若涉及的零件结构复杂(如有小翻卷边、盲孔、小螺纹孔等),其附着的油污或细小的酸碱残液滴难以直接用水冲洗掉。所以,若按常规钢铁件表面预处理的方式对结构复杂的不锈钢进行前处理,很难保证电镀层的质量。本文结合实践经验,提出了适合于结构复杂的不锈钢的电镀工艺。
2 不锈钢电镀工艺
有机溶剂除油─水洗─碱液除油─水洗─酸洗─水洗─超声波清洗─弱腐蚀─水洗─预镀镍─水洗─镀暗镍─水洗─过酒精─烘干─检验─入库。
2. 1 主要工序的溶液配方及工艺条件
2. 1. 1 除油
(1) 有机溶剂除油:用航天汽油浸渍。有机溶剂去油的特点是除油速度快,操作方便,不腐蚀零件,但除油不彻底,故需进行第二道除油程序。
(2) 碱液除油:使用一种专用金属清洗剂(含碱、乳化剂、表面活性剂等),配成8% ~ 10%(质量分数)的溶液,零件放于其中,温度加到70 ~ 80 °C,时间以油污退尽为止。
2. 1. 2 酸洗
虽说不锈钢零件表面的氧化层较难去除,但经过碱液除油中较长时间的浸泡,其表面致密、难溶的氧化层有一定的松动,此时酸洗,可加速去除氧化物。酸洗配方如下:

操作规范:溶液随用随配,时间20 ~ 30 s。
2. 1. 3 超声波清洗
若待处理的不锈钢零件结构复杂,如带有小卷边、盲孔及小螺纹内孔等,其上存有少许油污及酸碱残液,普通水洗不易将其清洗掉。本工艺流程结合生产情况,增设了超声波清洗工序。超声波清洗是利用超声波振荡作用将藏于零件细小结构内的油污及其他残液迅速脱离出来,进一步净化零件。
2. 1. 4 弱腐蚀
与酸洗不同,弱腐蚀是零件表面活化的过程,一方面能去除零件在工序操作间隔时间内形成的氧化物薄层,另一方面使金属表面受到轻微的刻蚀而呈现出金属的结晶组织,这样可保证镀层与基体金属间的良好结合[2]。活化液配方及工艺条件如下:

2. 1. 5 预镀镍
为防止在不锈钢表面生成接触置换层,采用预镀镍法,即用大电流密度冲击镀镍,其溶液配方及工艺条件为:

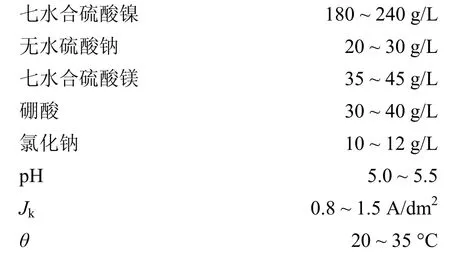
2. 1. 6 电镀暗镍
2. 1. 7 烘干
60 ~ 70 °C烘干,以零件表面的水、酒精完全脱除为止。
2. 1. 8 镀层检验
将镀镍后的不锈钢件放到氢炉中,800 °C烧结10 min,冷却10 min后出炉,然后检验。镀层若有起泡、露底、翘皮、水迹、脏物等现象为不合格。
2. 2 注意事项
(1) 各工序间的清洗必须彻底,否则会污染下道工序的溶液。
(2) 酸洗时间不宜过长,且操作过程中要注意观察零件表面状况,以免造成过腐蚀。
(3) 各工序间的衔接动作要迅速,不能在空中停留时间过长,尤其是弱腐蚀后,要迅速用流动水清洗,再立即进行大电流冲击镀镍,以免零件表面再次生成氧化膜。
(4) 预镀镍操作时应带电入槽,防止置换层产生,且电镀过程中应防止中途断电。
3 结语
不锈钢零件电镀的关键是电镀前表面处理,镀前处理的好坏直接影响电镀质量。而镀前处理的目的主要是除油、去残液、去氧化膜,防止新鲜氧化膜再次生成,以及防止零件浸入镀液时发生置换反应。笔者所在公司采用上述电镀工艺对大量的不锈钢零件进行电镀,得到了质量较高的电镀层。
[1] 张允诚, 胡如南, 向荣. 电镀手册[M]. 3版. 北京: 国防工业出版社, 2008: 115.
[2] 上海轻工业专科学校. 电镀原理与工艺[M]. 上海: 上海科学技术出版社, 1978: 97.
Nickel electroplating process for complicated stainless steel parts //
GUAN Guo-dong*, LI Wen-hong
A process was developed for nickel electroplating on stainless steel parts with complicated structure. The process flow includes degreasing, pickling, ultrasonic cleaning, slight etching, nickel pre-plating, dull nickel plating, alcohol rinsing, and drying. The bath formulation and operation conditions of individual procedure were introduced. Ultrasonic cleaning has good effect on oil removal from the parts having small rolled edges, blind holes, and small screw holes. Nickel strike plating at large current is adopted to prevent replacement reaction on stainless steel parts.
stainless steel; nickel plating; ultrasonic cleaning; strike plating
Hubei Hanguang Technology Co., Ltd., Xiaogan 432000, China
TQ153.12
A
1004 – 227X (2011) 07 – 0011 – 02
2011–01–07
2011–01–24
关国栋(1975–),男,湖北仙桃人,硕士,工程师,从事化学工程研究。
作者联系方式:(E-mail) longaround@163.com。
[ 编辑:温靖邦 ]
