镁碱取代钠碱的杨木P-RC APMP高浓停留段工艺参数优化
2011-11-21赵江鹏侯庆喜
赵江鹏 侯庆喜
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
镁碱取代钠碱的杨木P-RC APMP高浓停留段工艺参数优化
赵江鹏 侯庆喜
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
以三倍体毛白杨为原料进行P-RC APMP制浆,探讨高浓停留段工艺参数 (NaOH用量、H2O2用量和反应时间)对浆张性能的影响,在主要考虑浆张的白度和松厚度的情况下,对高浓停留段工艺参数进行优化;然后在优化的工艺条件下,研究不同的MgO取代NaOH比例对浆张性能的影响。结果表明,优化后高浓停留段的工艺条件为NaOH用量3.5%、H2O2用量3.5%、时间90 min。在优化的工艺条件下,随着MgO取代NaOH比例的增加 (0~60%),浆张抗张强度、撕裂度下降,浆张白度、不透明度、光散射系数、松厚度均增大;当MgO取代NaOH比例为40%时,浆张白度提高2.4个百分点,松厚度和光散射系数分别提高11.9%和12.4%,而浆张抗张指数和撕裂指数分别下降23.9%和22.4%。
三倍体毛白杨;P-RC APMP;高浓停留段;MgO
常规的H2O2漂白工艺大多数以NaOH作为碱源,由于NaOH的强碱性,在漂白过程中会引起半纤维素部分降解,降低纸浆漂后得率,增加废水BOD和COD污染负荷;同时,NaOH会使漂白初始碱性较高,由此形成的大量阴离子垃圾会对纸机湿部的助留助滤、纸机运行和纸幅质量带来不良影响[1]。近年来,MgO/Mg(OH)2作为碱源的H2O2漂白机械浆技术已经在国外一些制浆造纸厂得到应用[1-2],这种工艺可以提高纸浆得率、降低废液COD含量、减少阴离子垃圾的产生和降低漂白成本。
国外研究[3-4]结果表明,以MgO/Mg(OH)2取代NaOH作为碱源的H2O2漂白,漂后纸浆的白度下降约1~2个百分点,以70%白度为预期漂白目标,镁碱 (MgO/Mg(OH)2)作为碱源的H2O2漂后纸浆与钠碱 (NaOH)作为碱源的H2O2漂后纸浆相比,白度与强度性能相近,而漂白后废液的COD负荷较低,形成的阴离子垃圾较少。前期的研究表明[5-6],镁碱取代钠碱的杨木P-RC APMP制浆工艺,漂白后废液COD、阳离子需求量和电导率均下降,纸浆白度基本不变,但是抗张强度下降大约50%。P-RC APMP制浆是在APMP制浆基础上开发出的一种新的化学机械制浆工艺,与传统的APMP制浆工艺相比,P-RC APMP制浆工艺在一段磨浆后有一个高浓停留塔,其主要作用是漂白纸浆。
本实验以三倍体毛白杨为原料,首先对杨木P-RC APMP制浆高浓停留段漂白时间、NaOH用量、H2O2用量等参数进行优化;然后在优化的工艺参数条件下进行镁碱取代钠碱的研究,探讨不同的MgO取代NaOH比例对三倍体毛白杨P-RC APMP浆张物理性能和光学性能的影响,在保证适当的浆张强度的前提下,以提高松厚度为主要目标,得出在三倍体毛白杨P-RC APMP制浆高浓停留段工艺中MgO取代NaOH较优的取代比例。
1 实验
1.1 原料
实验原料取自湖南某浆厂P-RC APMP制浆生产线的三倍体毛白杨木片。原料的化学成分分析见表1。
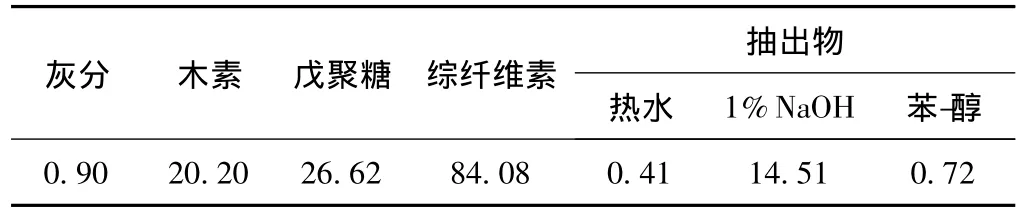
表1 三倍体毛白杨原料化学成分分析 %
1.2 实验工艺流程
本实验采用的工艺流程如图1所示。

图1 P-RC APMP制浆工艺流程图
1.3 工艺技术条件
1.3.1 木片预处理
木片经洗涤后,在蒸煮锅 (ZT1-01/15 L)中用80℃热水浸渍 (代替预汽蒸)15 min,以除去木片中的空气。热水预浸渍后的木片在JS30型螺旋挤压疏解机中进行挤压疏解,挤压设备的螺旋压缩比为4∶1。
1.3.2 一段化学预浸渍和二段挤压疏解
将挤压疏解后的木丝装入蒸煮锅中进行一段化学预浸渍:NaOH用量0.3%,DTPA用量0.1%,温度80℃,时间20 min。一段化学预浸渍处理后的木丝,在JS30型螺旋挤压疏解机中进行二段挤压疏解,设备挤压螺旋压缩比为4∶1。
1.3.3 二段化学预浸渍
将二段挤压疏解后的木丝装入蒸煮锅中进行二段化学预浸渍,二段化学预浸渍段处理条件如表2所示。

表2 二段化学预浸渍化学品用量及反应条件 %
1.3.4 磨浆
二段预浸渍处理后的木丝,在KRK高浓磨浆机中进行一段磨浆,磨盘间隙0.8 mm,磨浆浓度25%;一段磨浆后的浆料在容积为3 L的漂白锅中进行高浓停留处理后,进行二段磨浆,磨盘间隙0.15 mm,磨浆浓度15%。
1.3.5 高浓停留段
高浓停留段的实验,主要探讨漂白时间 (60、90、120、150 min)、NaOH用量 (3.0%、3.5%、4.0%、4.5%)和H2O2用量 (3.0%、3.5%、4.0%、4.5%)对浆张性能的影响。高浓停留段实验的漂白反应条件如表3所示。
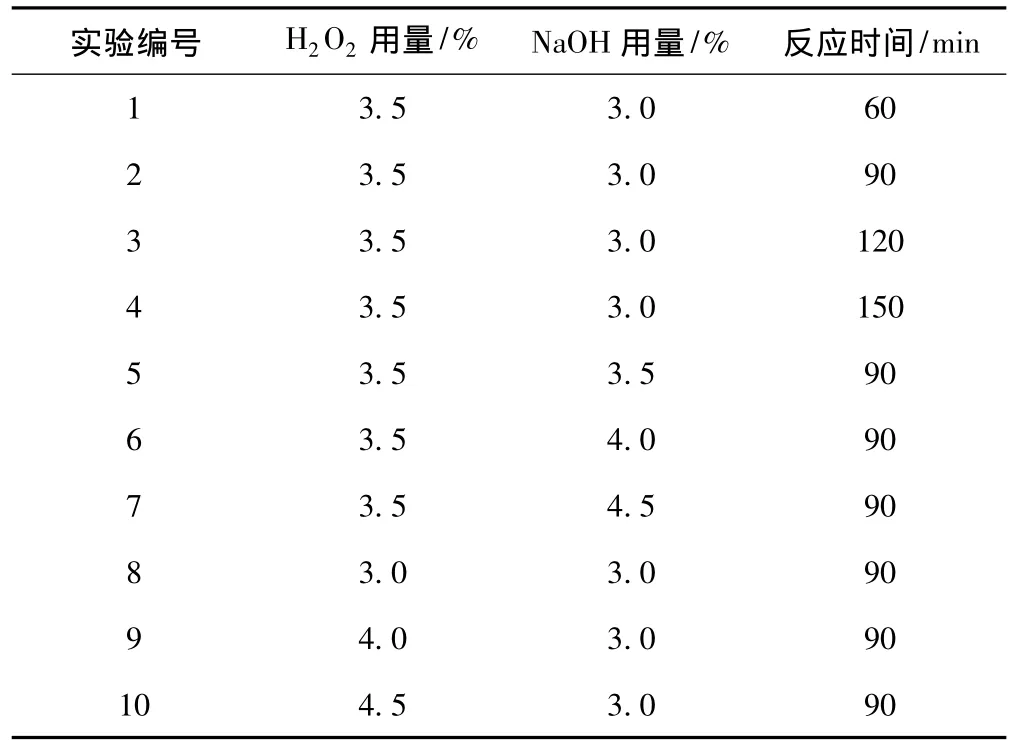
表3 高浓停留段反应条件
1.3.6 磨浆后处理
二段磨浆后的浆料,在浆浓4%和温度95℃条件下消潜40 min;然后通过0.15 mm的缝筛筛选,筛选后的浆料在布袋中脱水至浓度约30%,备用。抄造手抄片前,先将浆料在10%浓度下用PFI磨打浆至45°SR,用标准疏解机疏解15000转。在标准纸页成形器上抄造手抄片,然后按照国家标准方法进行浆张物理性能检测。
2 结果与讨论
2.1 高浓停留段NaOH用量对浆张性能的影响
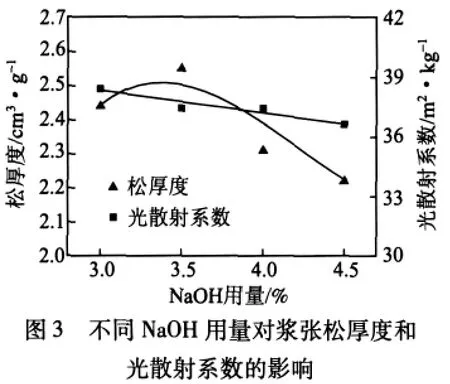
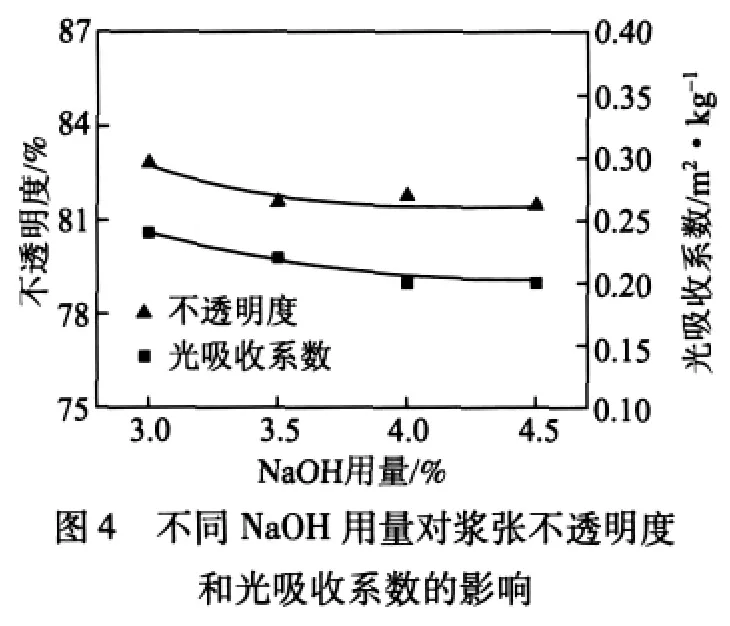
从图2~图5可以看出,随着高浓停留段NaOH用量的增加,浆张白度上升,松厚度先上升后下降,光散射系数呈下降趋势,不透明度和光吸收系数略有下降,浆张抗张强度和撕裂度呈上升趋势。
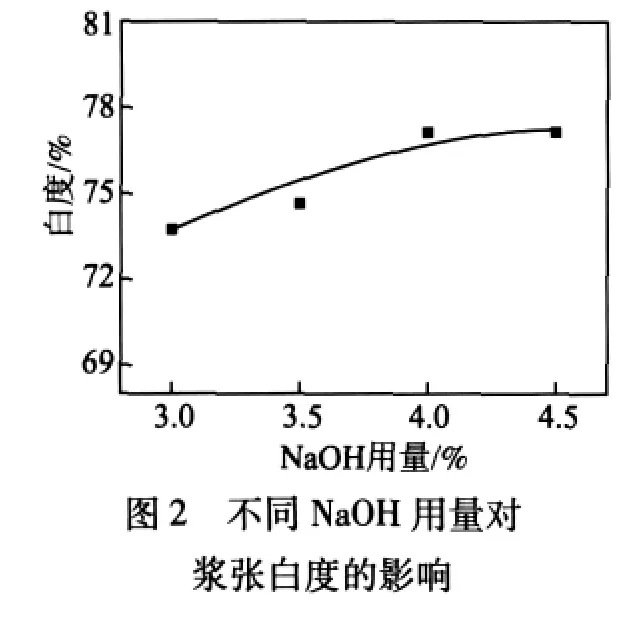


增加高浓停留段的NaOH用量,纸浆白度逐渐升高,这与传统的 APMP制浆[8]时的结果有所区别。究其原因是二段化学预浸渍段 (见表2)处理过程中使用了3.5%用量的H2O2和3.0%用量的NaOH,较小用量的NaOH在润胀纤维、中和预浸渍段中产生的糖尾酸或其他酯类物质的同时,不能为H2O2漂白提供适宜的碱性漂白条件,导致漂白效率降低;而随着NaOH用量的增加,漂白效率有所提高,从而白度升高。这从另一方面说明,二段预浸渍段中NaOH和H2O2的用量比对漂白效果有一定程度的影响[7]。
光散射系数、不透明度和光吸收系数的变化,主要是因为随着NaOH用量的增加,纤维的润胀程度增加,纤维之间的结合增多,增加了纸张中的光学接触部分,同时由于纤维的柔软度增加,降低了纸张的光散射系数,不透明度和光吸收系数略有下降。
随着NaOH用量的增加,在NaOH用量为3.5%时,浆张松厚度达到最高值2.55 cm3/g,然后随着NaOH用量的继续增加,呈现下降趋势。造成松厚度下降的主要原因是随着用碱量的增加,纤维得到较高程度的润胀,在磨浆过程中纤维易于分丝帚化,纤维之间的结合增加,从而导致松厚度下降。浆张抗张指数和撕裂指数随着NaOH用量的增加均呈上升趋势,其中,浆张抗张指数在NaOH用量为3.5%以后,浆张抗张强度的增加量逐渐减小。浆张强度变化主要是因为随着NaOH用量的增加,纸浆纤维润胀软化的程度增加,从而使得纤维柔软可塑,在磨浆过程中不易切断,从而保留有较多的长纤维组分。
综上所述,高浓停留段NaOH用量在杨木P-RC APMP制浆过程中,可以提高浆张物理强度和白度,降低浆张的光散射系数,使不透明度和光吸收系数略有下降,浆张松厚度出现先升高、后降低的变化趋势。综合考虑浆张白度、松厚度、光散射系数和物理强度指标,高浓停留段NaOH用量优化选择3.5%。
2.2 高浓停留段H2O2用量对浆张性能的影响
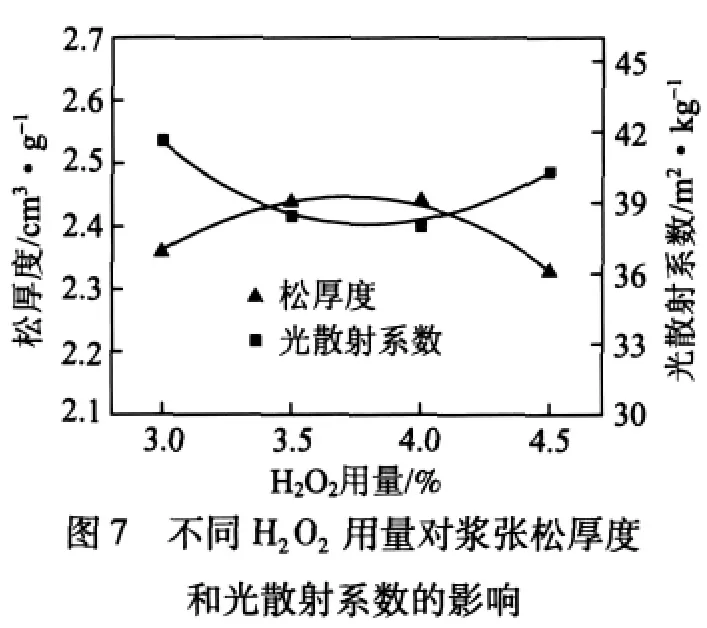
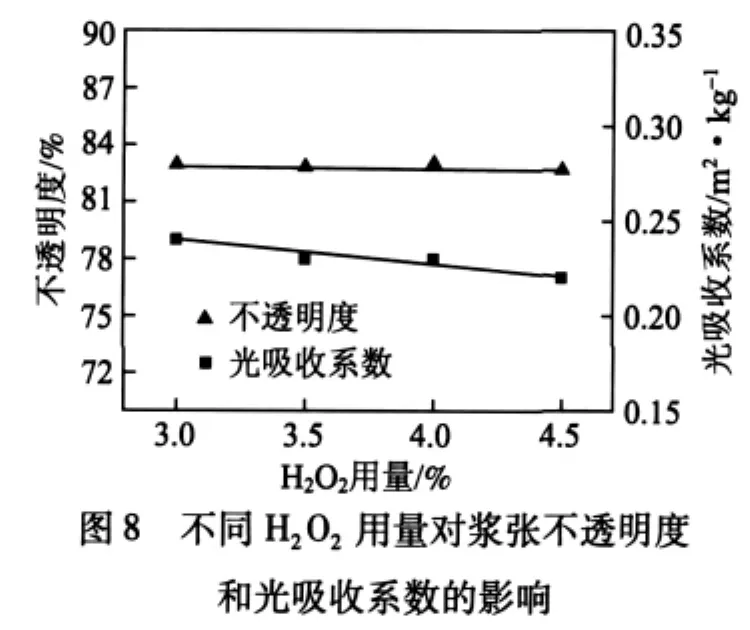
由图6~图9可知,随着高浓停留段H2O2用量的增加,浆张白度上升,松厚度先上升后下降,光散射系数呈先下降后上升趋势,不透明度基本不变,光吸收系数略微下降。浆张抗张强度呈先下降后上升趋势,撕裂度呈先上升后下降趋势。
随着高浓停留段H2O2用量的增加,浆张白度呈上升趋势,H2O2用量在4.0%以后增长幅度有所减缓。谢澄等[9]研究表明,在H2O2漂白过程中,木素先被氧化成邻酚结构,然后将之氧化成邻醌结构,最后邻醌结构被破坏变成小分子结构物质,但与此同时,木素大分子结构对上述氧化过程又有阻碍作用,使浆中木素中的邻酚和邻醌结构不能够完全消除而残留在浆中,导致浆张的白度上升减缓或者停滞不前。
松厚度随着H2O2用量的增加呈现先上升后下降趋势,在H2O2用量为3.5%~4.0%之间取得最大值2.44 cm3/g;撕裂指数先上升后下降,H2O2用量从3.0%增加至3.5%时,撕裂指数从2.47 mN·m2/g上升至2.97 mN·m2/g,当H2O2用量超过3.5%,撕裂指数下降明显,同时松厚度也有所下降。抗张指数先下降后上升,在H2O2用量为3.5% ~4.0%之间取得较低值37.2 N·m/g。
综合考虑白度、松厚度、光散射系数和物理强度指标,高浓停留段H2O2用量优化选择3.5%。
2.3 高浓停留段漂白时间对纸浆性能的影响
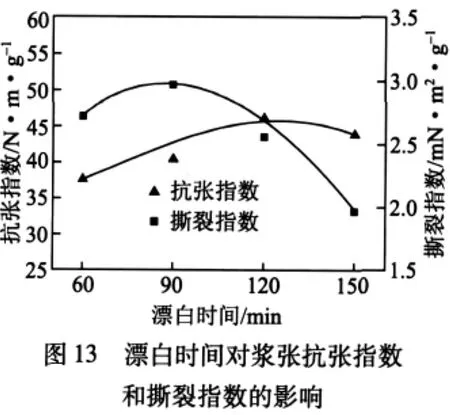
由图10~图13可以看出,随着高浓停留段漂白时间的增加,浆张白度先上升后下降,松厚度和不透明度基本不变,光散射系数和光吸收系数下降。浆张抗张强度增加,撕裂度呈先上升后下降趋势。

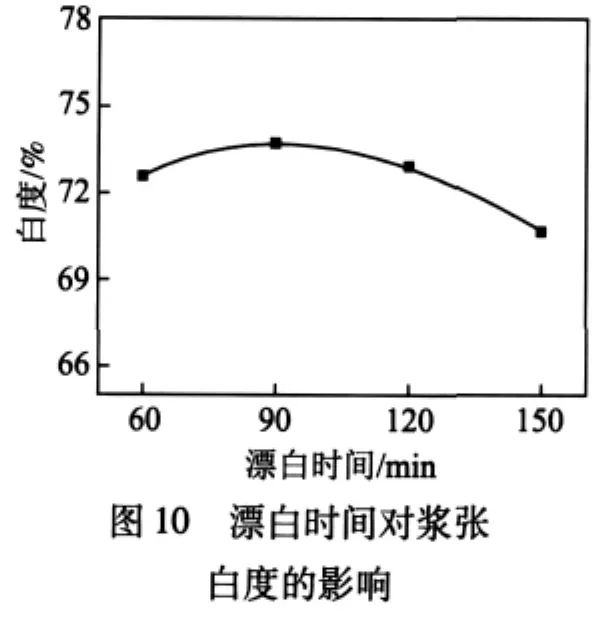

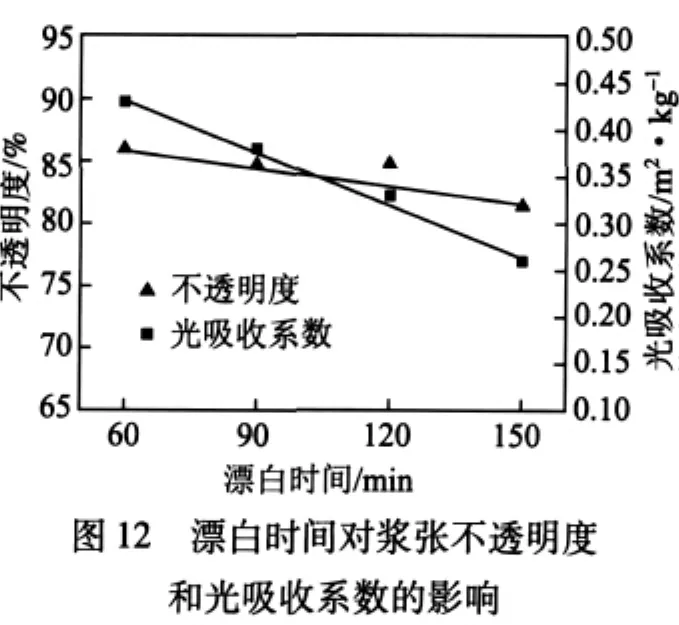
浆张白度呈先上升后下降的趋势,在漂白时间为90 min以前,浆张白度随着反应时间的增加,逐渐提高;漂白时间超过90 min后,浆张白度反而呈现下降的趋势,说明高浓停留段漂白反应时间过长对漂后浆张的白度不利。随着漂白反应时间的增加,光吸收系数和光散射系数有较大下降,光吸收系数由0.43 m2/kg下降到0.26 m2/kg,下降幅度39.5%;光散射系数由41.8 m2/g下降到35.4 m2/g,下降幅度15.2%。
纸浆的撕裂指数在漂白时间90 min以后,呈下降趋势,并且下降得比较严重,由90 min时的2.97 mN·m2/g下降到150 min时的 1.97 mN·m2/g,下降幅度33.7%。
综上所述,高浓停留段漂白时间主要影响纸浆的白度、光散射系数、光吸收系数和撕裂指数。综合考虑白度、松厚度、光散射系数和物理强度指标,高浓停留段漂白时间选择90 min。
总结以上对杨木P-RC APMP高浓停留段工艺参数的优化,高浓停留段工艺参数变为浆浓30%,反应温度90℃,反应时间90 min,Na2SiO3用量2.0%,DTPA用量0.13%,H2O2用量3.5%,用碱量3.5%。
2.4 高浓停留段不同MgO取代NaOH的比例对浆张性能的影响
在上述优化的杨木P-RC APMP高浓停留段工艺条件基础上,进一步探讨在总用碱量 (质量分数)不变的条件下,用MgO部分取代NaOH,即MgO和NaOH共同作为高浓停留段H2O2漂白的碱源时对纸浆性能产生的影响。实验中MgO取代NaOH的比例分别为:20%、40%、60%(质量分数)。
由图14可以看出,在镁碱取代钠碱的杨木P-RC APMP制浆工艺中,高浓停留段MgO取代NaOH的比例从0增加到60%,漂白后纸浆的白度均高于70%。白度的提高可能与碱性发黑作用的减弱有关。碱性发黑发生于过氧化氢漂白过程中,对漂白效率和机械浆的白度上限有负面的影响。Yu等[10]研究结果表明,pH值越高,碱性发黑造成的白度损失就越大。而且,并不是所有由碱性发黑造成的发色基团都对H2O2有活性。当使用MgO部分取代NaOH时,漂白系统的pH值要低于传统的NaOH漂白系统的pH值[6]。这样,碱性发黑作用得到削弱,漂后白度相应提高。Marianne等[11]的研究表明,H2O2漂白磨石磨木浆(SGW)和桉木冷碱法 (CCS,cold caustic soda)浆,使用MgO/Na2SiO3或Mg(OH)2/Na2SiO3比使用NaOH/Na2SiO3或NaHCO3/Na2SiO3或Ca(OH)2/Na2SiO3所得纸浆白度要高,而且漂白时间越长,这种差异越明显。
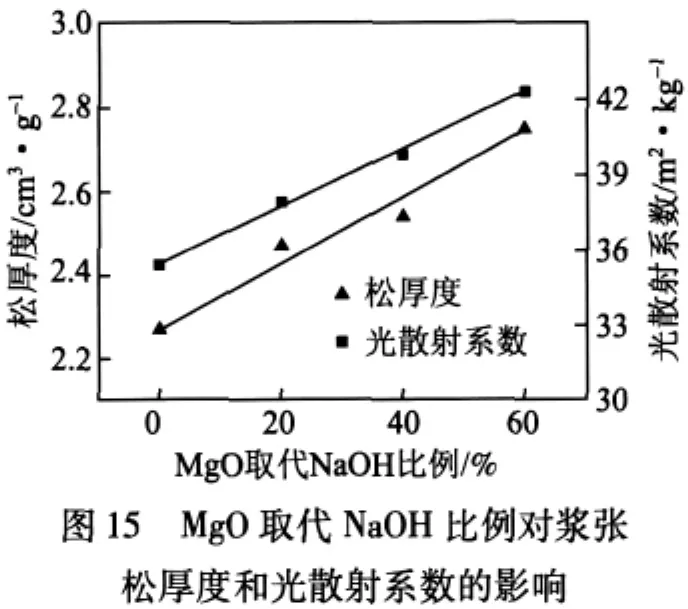
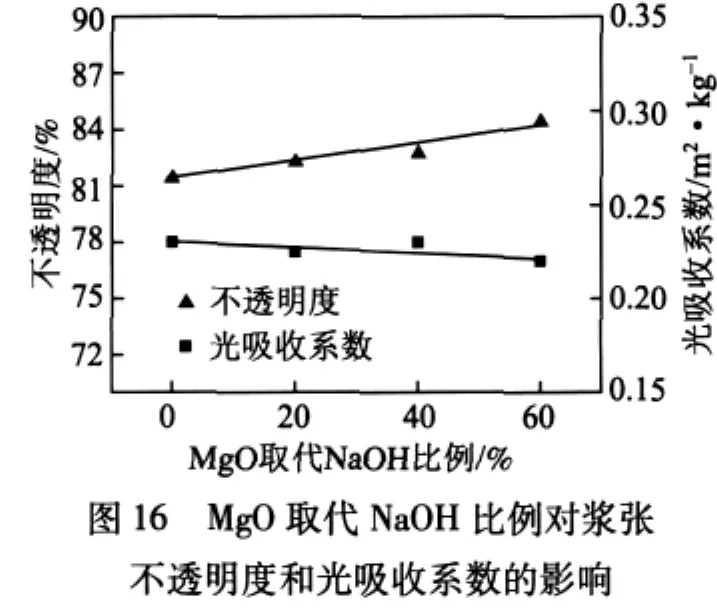
随着高浓停留段MgO取代NaOH比例的增加,浆张的光散射系数和不透明度都呈上升趋势,光吸收系数基本保持不变 (见图15和图16)。镁碱取代钠碱的P-RC APMP工艺中,随着MgO取代比例的增加,纤维的润胀程度较使用100%的NaOH时减弱,纤维逐渐变得挺硬,因此纸浆松厚度逐渐提高,而纤维之间的接触减少,纸张的光散射系数相应提高。根据Kubelka-Munk理论,光散射系数增加,则不透明度增加。

目前,高得率木浆在高级书写印刷纸和高档纸板中有着较广泛的应用,添加高得率木浆的主要目的,是通过提高松厚度使纸张或纸板具有良好的挺度,同时减少漂白化学浆的用量,降低生产成本。
在镁碱取代钠碱的P-RC APMP工艺中,MgO取代NaOH后对纸浆的松厚度有着显著的影响。随着高浓停留段MgO取代NaOH比例的增加,纸浆的松厚度呈上升趋势 (见图15)。当MgO取代比例为60%时,松厚度为2.75 cm3/g,相比MgO取代比例为0时的松厚度2.27 cm3/g,提高了21.1%,可见镁碱取代钠碱后杨木P-RC APMP纸浆的松厚度提高效果非常显著。在碱性H2O2漂白中,随着高浓停留段MgO取代NaOH比例的增加,木片中的化学组分特别是木素的溶出减少,使纤维的柔软度和可塑性降低,纤维变得较为挺硬,在造纸过程中纤维塌陷的程度减少,所以浆张紧度减小,松厚度增加。
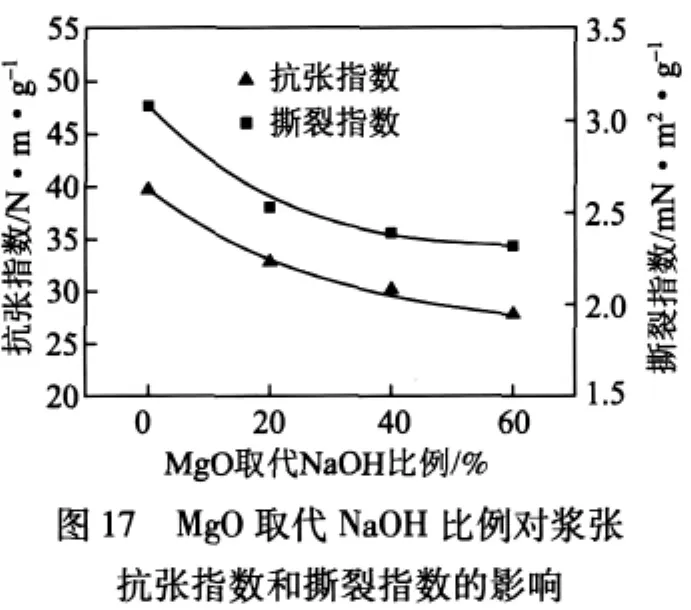
随着MgO取代NaOH比例的增加,浆张的抗张指数和撕裂指数的变化呈下降趋势 (见图17)。MgO取代NaOH比例由0增加至60%时,撕裂指数和抗张指数分别由3.08 mN·m2/g和39.7 N·m/g下降到2.32 mN·m2/g和27.8 N·m/g,下降幅度分别为24.7%和29.9%。撕裂指数与抗张指数的下降是由于MgO的弱碱性引起的。与 NaOH相比,MgO在水中的溶解度较低、碱性较弱,纤维的润胀程度降低,纤维挺硬,磨浆处理后纤维分丝帚化程度较低,降低了纤维之间的结合。因此,随着MgO取代NaOH比例的增加,抗张指数和撕裂指数降低。
综合考虑浆张白度、松厚度、光散射系数和强度指标随高浓停留段MgO取代NaOH比例的变化规律,本实验确定杨木P-RC APMP高浓停留段MgO取代NaOH比例为40%。当然,在实际生产中,这一比例会因生产的产品品种不同而做相应的调整。在MgO取代NaOH比例为40%的条件下,浆张物理性能和光学性能如表4所示。

表4 在优化的高浓停留段工艺条件下MgO取代NaOH前后浆张性能对比
3 结论
在三倍体毛白杨的P-RC APMP制浆工艺中,综合考虑纸浆白度、松厚度、光散射系数和强度指标,对高浓停留段的用碱量、H2O2用量和漂白反应时间进行优化。优化后的工艺条件为:用碱量 (NaOH)3.5%,H2O2用量3.5%,反应时间90 min。
在优化的高浓停留段工艺条件下,随着MgO取代NaOH比例的增加,三倍体毛白杨的P-RC APMP浆白度逐渐上升;松厚度、不透明度和光散射系数均增大,光吸收系数基本保持不变;浆张抗张强度和撕裂度呈现下降趋势。
综合考虑各项指标,在优化高浓停留段工艺条件下的三倍体毛白杨P-RC APMP制浆工艺中,采用MgO取代NaOH时,高浓停留段较优的MgO取代NaOH比例为40%。相比无MgO取代NaOH时所得的浆张白度提高2.35个百分点,松厚度提高11.9%,光散射系数提高12.4%,光吸收系数和不透明度基本保持不变,抗张指数下降23.9%,撕裂指数下降22.4%。
高浓停留段MgO取代NaOH后,虽然纸浆强度指标有一定程度的下降,但根据纸张或纸板产品质量要求的不同,采用适当的配比,在产品强度指标满足生产需要的前提下,使得产品的松厚度和挺度指标得到较大的改善。
[1]Li Z,Court G,Belliveau R,et al.Using magnesium hydroxide as the alkali source in peroxide bleaching at Irving paper[J].Pulp and Paper Canada,2005,106(6):T125.
[2]迟聪聪,张 曾.Mg(OH)2对松木CTMP H2O2漂白的影响[J].中国造纸,2007,26(8):10.
[3]Zhibin He,Yonghao Ni,Eric Zhang.Alkali darkening and its relationship to peroxide bleaching of mechanical pulp[J].Journal of Wood Chemistry and Technology,2004,24(1):1.
[4]Zhibin He,Moses Wekesa,Yonghao Ni.Pulp properties and effluent characteristics from the Mg(OH)2-based peroxide bleaching process[J].Solutions!for People,Processes and Paper,2004,3(12):27.
[5]侯庆喜,白亮亮,张红杰,等.镁碱替代钠碱对杨木P-RC APMP制浆废液的影响[J].中国造纸,2009,28(7):17.
[6]Hou Q X,Yuan W,Zhang S Y,et al.Partially Substituting MgO for NaOH as the Alkali Source in the Second-stage Impregnation of Triploid Poplar P-RC APMP[J].Ind.Eng.Chem.Res,2010,49(7):3088.
[7]孔凡功,陈嘉川,杨桂花,等.三倍体毛白杨APMP制浆的研究[J].中国造纸,2003,22(5):15.
[8]谢 澄,陈中豪,陈昌华,等.两种桉木APMP制浆及其磨浆过程的研究[J].中国造纸学报,2000,15(1):27.
[9]Li Yu,Yonghao Ni.Decreasing calcium oxalate scaling by partial substitution of Mg(OH)2for NaOH in the peroxide bleaching of mechanical pulps[J].TAPPI Journal,2006,5(2):9.
[10]Marianne N,Pykalainen J,Lehto J.Peroxide bleaching of mechanical pulp using different types of alkali[J].Paperi Puu,1993,75(6):419.
Optimizing the Process Parameters in High-Consistency Retention Stage of Triploid Poplar P-RC APMP by Partially Substituting MgO for NaOH
ZHAO Jiang-peng HOU Qing-xi*
(Tianjin Key Lab of Pulp and Paper,Tianjin University of Science and Technology,Tianjin,300457)
(*E-mail:qingxihou@tust.edu.cn)
The effects of bleaching time,NaOH and H2O2dosages in high-consistency retention stage of triploid poplar P-RC APMP on the pulp physical and optical properties were investigated.The three parametes were optimized mainly based on the brightness and the bulk of the handsheets.Under the optimized process conditions,the influences of various substitution percentages of MgO for NaOH on physical and optical properties of the pulp were studied.The results showed that the optimized parameters were 90 min of bleaching time,3.5%NaOH and 3.5%H2O2.Under the optimized process conditions,with the increase of the substitution percentage of MgO for NaOH in the high-consistency retention stage(from 0%to 60%),the optical properties of the handsheets were improved,but the physical strength properties were decreased.As the MgO substitution percentage was 40%,the resultant P-RC APMP pulp could have a 2.4 ISO units brightness gain,a higher bulk and light-scattering coefficient,while the tensile index and the tear index were decreased by 23.9%and 22.4% ,respectively,compared to those without any MgO substitution.
triploid poplar;P-RC APMP;high-consistency retention stage;MgO

TS743+.3
A
0254-508X(2011)07-0001-06
赵江鹏先生,在读硕士研究生;主要研究方向:现代制浆技术与机理。
2011-01-28(修改稿)
本课题得到中加政府国际科技合作项目 (2008DFA91290)、国家自然科学基金项目 (31070528)及天津市科技创新体系及条件平台建设计划项目 (10SYSYJC28000)资助。
(责任编辑:马 忻)
