两种常用轧制力公式在带钢冷轧中的应用
2011-11-18王大号郭文江
夏 宇,王大号,郭文江
(1.中国重型机械研究院有限公司,陕西 西安 710032;2.西安红旗机械厂,陕西 西安 710043)
1 前言
轧制力是冷轧过程中最重要的参数之一,制定合理的轧制规程,更好的发挥设备的性能与轧制力大小密切相关。因此,选用符合实际的计算方法,比较准确地计算轧制力有着重要的意义。在生产实际中,希尔(Hill)公式和斯通(Stone)公式应用较多,本文将比较这两种常用公式的计算结果与现场实际数据的差异,并分析其原因,得出其适应范围,以便更准确的选用计算公式。
2 计算方法
轧制力计算公式

希尔公式

斯通公式

式中,K为平面变形抗力,kN/mm;B为带材宽度,mm;l'c为轧辊压扁的接触弧长,mm;R'为轧辊弹性变形后的半径,mm;μ为摩擦系数;ε为道次压下率;h0为入口厚度,mm;h1为出口厚度,mm。
这些参数中,摩擦系数的计算是个难点,摩擦系数受润滑剂类型、轧件厚度、压下率、轧制速度等多种因素影响,在乳化液轧制低碳钢的条件下,根据经验一般取0.03~0.07,一般随轧制速度的提高而降低,有以下公式

式中,ν为轧制速度,m/s。
3 计算结果与分析
将轧制力计算公式(1)~(3)计算的轧制力与现场采录某1 100六辊轧机实测数据进行对比,结果见表1、表2,其中板宽B=900 mm,工作辊半径R=150 mm
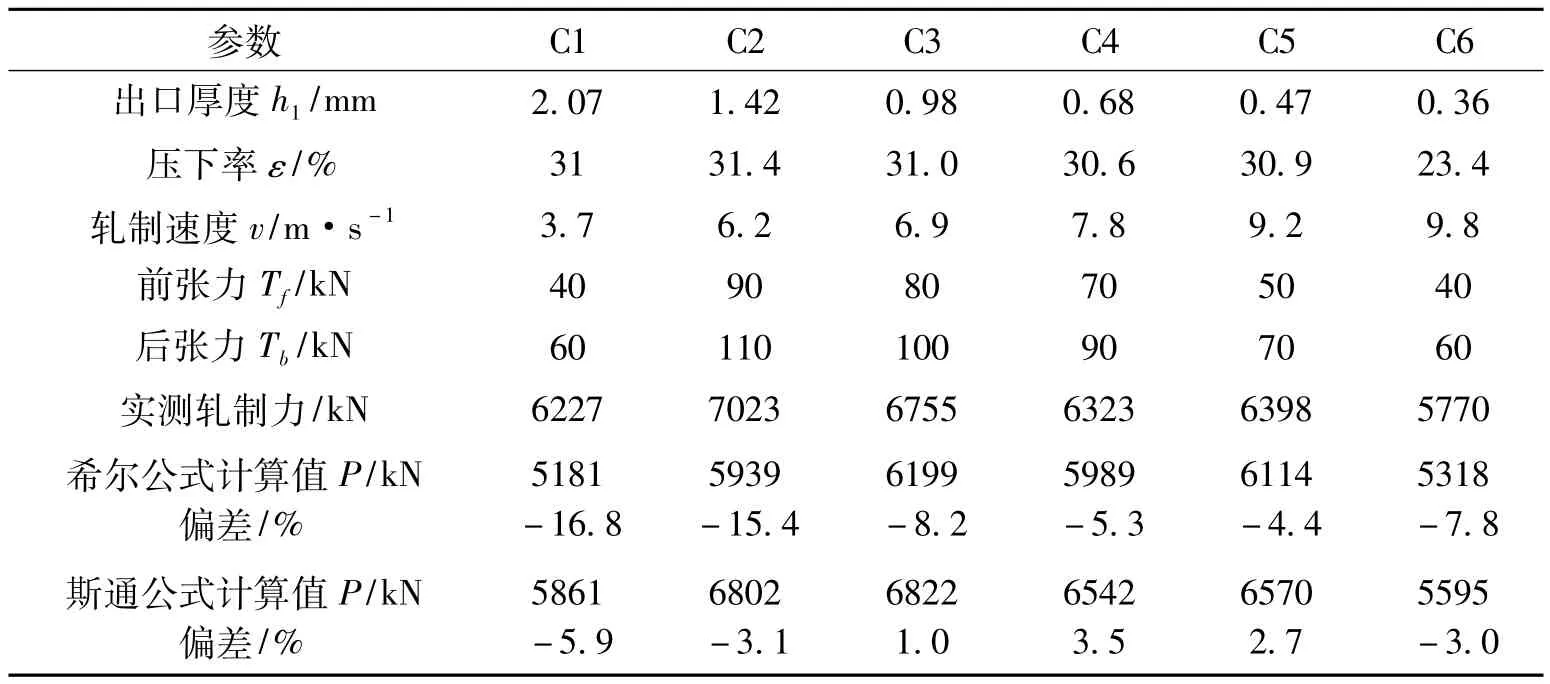
表1 轧制规程Ⅰ(来料厚度h0=3 mm)Table 1 Rolling regulationⅠ(incoming thickness h0=3 mm)

表2 轧制规程Ⅱ(来料厚度h0=0.8 mm)Table 2 Rolling regulationⅡ(incoming thickness h0=0.8 mm)
由表1和表2可以发现:
(1)所有轧制道次中,希尔公式的计算值均小于斯通公式且小于实测数据,而斯通公式的计算值有时大于,有时小于实测值;
(2)在表1的轧制规程中,斯通公式的误差均小于希尔公式;
(3)在表2的最后两个道次,斯通公式偏差大于希尔公式,特别是最后一个道次偏离实测值较大,此时希尔公式的计算值相对准确,而这两个道次均属于薄带且处于总加工率很高的情况。
因此,斯通公式在所有厚带轧制道次和前几道薄带轧制道次相对准确,希尔公式在薄带轧制的后几个道次相对准确。分析其原因:根据希尔形式相互转换。
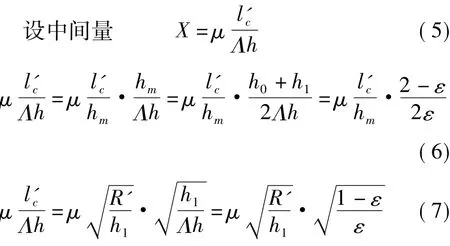
由式(5)、(6)、(7)可得
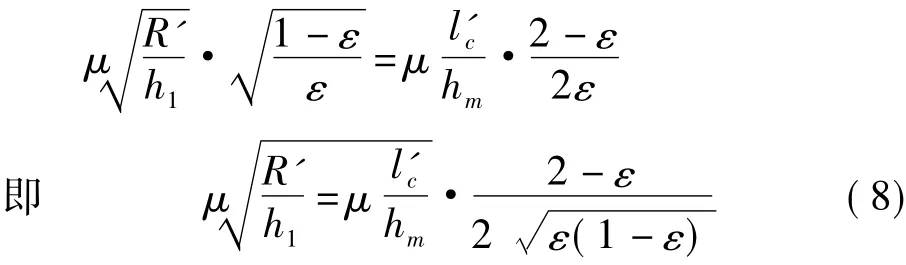
由式(8)可知,两个公式的主要变量可以相互转换,鉴于斯通公式大部分情况下比较准确,表3、表4。
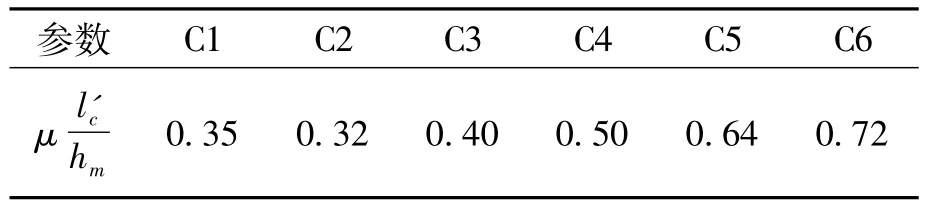
表3 轧制规程Ⅰ(来料厚度h0=3 mm)Table 3 Rolling regulationⅠ(incoming thickness h0=3 mm)

表4 轧制规程Ⅱ(来料厚度h0=0.8 mm)Table 4 Rolling regulationⅡ(incoming thickness h0=0.8 mm)
4 结论
冷轧过程的轧制力计算,斯通公式适合于厚带轧制和薄带前几个道次轧制,希尔公式适合于>1.1时选用希尔公式。
[1] 冶金工业部有色金属加工设计研究院.板带车间机械设备设计(上册)[M].北京:冶金工业出版社,1983.
[2] 赵志业.金属塑性变形与轧制理论[M].北京:冶金工业出版社,1980.
