枪械内膛测量技术综述
2011-10-20杨滨峰
杨滨峰
(商洛学院 物理与电子信息工程系,陕西 商洛 726000)
枪械内膛测量技术综述
杨滨峰
(商洛学院 物理与电子信息工程系,陕西 商洛 726000)
系统描述了国内外现有的各种枪械内膛表面疵病测量技术,并分析了其各自的发展水平和局限性,同时通过研究目前最先进的非接触测量方法,指出了立体视觉测量方法在枪械内膛测量方面的优点及应用前景.
内膛疵病;三维测量;立体视觉
众所周知,枪械作为一个国家常规军事兵器的重要组成部分,其技术的发展水平决定了国家军事实力的现代化水平.枪械的枪管是给予子弹飞行的初速度、稳定的飞行方向并能承受弹药气体压力的主要部件.而实际上隐藏在枪管中的膛线才是子弹准确度和速度的关键.当射击时,子弹在火药气体的作用下嵌入膛线,沿着膛线向前运动,同时开始旋转,旋转的弹头与陀螺相似.子弹轴相当于陀螺轴,弹道的切线,即弹头离开枪口后的飞行方向相当于垂直轴.弹头的转速达每秒3000转,它不但绕着弹头做圆圈运动,且弹头的轴线始终围绕着弹道切线做锥形运动,从而能克服空气阻力,不断向前飞去,保证弹头稳定地向前飞行.因此膛线对于枪械来说,是非常重要的.
而在枪械的射击过程中,每发子弹都要经过全膛,对枪膛的每个点,特别是膛线,进行烧蚀、磨损和冲刷的作用.枪械内膛同时要承受子弹在穿过枪膛时的挤压力和摩擦力,以及高温高压弹药气体的热化学腐蚀作用,这些因素都将使膛线产生烧蚀、磨损、裂纹等表面疵病.如图1所示,左图就是光滑的枪管内膛的膛线图像,而右图就是有烧蚀疵病的枪管内膛图像.毫无疑问,膛线的质量好坏会直接影响到武器射击的精确程度、武器的使用寿命及使用安全性等重要战技指标.因此对枪管内膛表面的无损检测是枪械研制和生产中非常重要的部分.本文着重结合近年来的文献和自己的研究结果,综合分析了枪械内膛测量技术的现状和发展过程,并为该领域的发展趋势进行了展望.
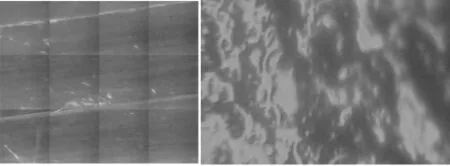
图1 枪管内膛的膛线疵病图像对比图
1 枪械内膛测量技术的发展概述
1.1 目视式窥镜技术
由于枪管的最小直径仅有5.8mm,最大长度却达到1m以上,所以最早的方案是采用光学内窥管来完成枪管内膛疵病的检查.如图2所示、但是在这种结构仪器的使用中,人眼需要贴在仪器的目镜观察位置处,并要随着仪器的移动改变位置,这在使用过程中是非常不方便的,另外它只能定性观察,不能准确地进行缺陷测量,因此这种设备主要在早期的枪械检测中应用.
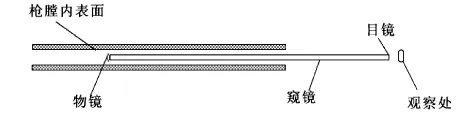
图2 枪械内膛疵病的人眼观察系统
1.2 改进型目视窥镜技术
随着计算机技术和摄像技术的发展,针对传统测量技术的缺点,张洪伟等人提出了一种新的枪械内膛测量技术,它利用内窥镜、深孔照明、CCD成像及图像拼接等多种先进技术,实现了枪管内膛疵病的自动化检测,配备监视器后,还可以保证多人同时观察疵病图图像,有利于对疵病做出正确的判定,如图3所示.但在以上方案中,使用人员需要根据观察到的图像进行人工识别.由于人眼视觉系统的准确性较低,以及受到使用人员的使用经验等非客观因素的制约,使得检测结果缺乏客观性标准,具有非常大的局限性[1].
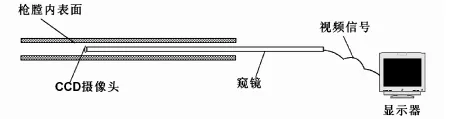
图3 枪械内膛疵病的实时观察显示系统
1.3 基于图像识别的二维检测技术
进入21世纪以后,随着兵器测试技术不断提出新的要求,计算机数字图像处理技术在测试技术中的应用,也推动了测试技术的飞速发展.长春理工大学的刘立欣等人提到了一种基于CCD成像技术和计算机图像识别技术的枪械内膛疵病检测仪器,它是利用氙灯作光源,采用导光光纤束导入光,照明在被测表面,被测面的反射像通过内窥镜成像在面阵CCD的光敏面上,将枪膛内膛的图像变换成视频信号并采集到计算机中,通过数字图像处理技术最终测量出疵病的大小和方位[2].作者在论文中比较了几种边缘检测算子,并提出了一种零交叉边缘检测算子.它不仅可以清晰的检查膛内的损伤情况,对缺陷进行识别,而且还可以计算缺陷的长度和面积,取得了良好的实验效果.此项技术已经被成功应用于二维枪械内膛窥膛仪项目,其裂纹的检测精度达到0.01mm.此项目设备已经成功地交付中国人民解放军31基地使用,如图4所示.
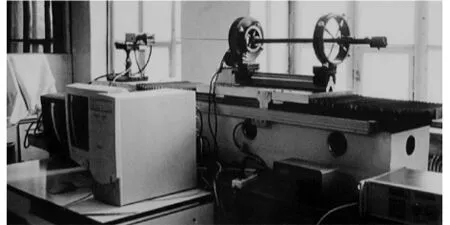
图4 枪械内膛疵病的二维检测识别系统
1.4 基于计算机视觉的三维检测技术
与通常的二维图像相比,物体的三维图像可以提供更加丰富而准确的物理信息.因此,三维测量技术现在已经成为科学研究、工业检测、物体测量等方面研究的重要方法.目前三维测量方法主要包括接触式和非接触式两大类.在接触式测量方法中,三坐标测量机是其中应用最为广泛的一种[4].但是,这种方法有一些无法克服的缺点,比如它的点接触式的测量方法,不能应用于那些测头不宜接触的表面,如枪械内膛的表面.
而非接触三维测量方法的基于计算机立体视觉的测量方法正好可以有效地克服上述缺点.这种方法较有效地扩大了物体测量的范围、提高了测量效率,降低了所测物件的限制.计算机立体视觉的测量方法是通过拍摄到的多幅图像(一般两幅)来获取物体三维几何信息的方法[3].
计算机立体视觉三维测量技术是计算机技术和光学测量手段的结合,它模拟生物双眼视觉的三维成像功能,把从摄像机获取的多幅图像(一般两幅)的信息进行计算,从而得到三维空间中物体的具体几何信息,并以此为基础来重建和识别物体.高分辨率、无接触性、获取数据的速度快是这种方法的优点,因此计算机立体视觉测量方法是三维坐标测量方法中发展最为迅速,最有前途的方法之一.
由于膛线是枪管检测中非常重要的部分,其参数是影响枪械性能的一个主要指标,它的作用在于赋予弹头不停旋转的能力,使其出膛之后,始终可以沿着弹头切线方向做锥形运动,从而保持稳定的方向.因此对膛线的缠角、宽度和深度等参数进行准确、快速的检测是枪械检测中的一个重要组成部分[4].结合计算机立体视觉测量技术的工作特点,它不仅可以检测枪械内膛疵病中的烧蚀、锈蚀、挂铜、裂纹、膛线断裂等表面疵病的种类和面积及膛线的缠角、宽度等二维参数,而且还能检测枪械内膛膛线的深度等三维参数,这是前面所述的技术所不及的.
文献[5]对使用计算机立体视觉技术来对枪械的膛线深度进行测量的方法进行了研究.它采用了如图5所示的双目内窥镜系统进行三维立体视觉测量,其中双目硬管内窥镜是由多组透镜系统和两个CCD摄像机组成的,氙灯冷光源为其提供照明.工作时,将双目硬管内窥镜放入到枪械内膛中,同时冷光源通过在硬管内窥镜前端的导光光纤为其提供照明.枪械内膛表面缺陷的折射光线由硬管内窥镜的前端,经多组件透镜系统,在CCD摄像机的光敏面上成像,得到了表面缺陷的模拟图像.图像数据再经过CCD摄像头的视频线传输到数字图像处理采集卡中,经过A/D转换后,变为数字图像信号,存储在计算机中,并通过图像软件将其显示在显示器屏幕上[5].
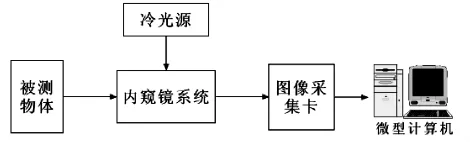
图5 采用双目内窥镜的计算机立体视觉枪械测量系统
经过相应的计算机立体视觉算法处理后就能得到相应的膛线的深度等参数,但是目前这种系统得到的测量精度还不是很高,有待进行进一步改进和提高.
2 结语
综上所述,我国的枪械内膛疵病测量技术主要停留在枪械内膛疵病的二维图像的处理,也仅仅局限于检测到内膛烧蚀、锈蚀、挂铜、裂纹、膛线断裂等表面疵病的种类,长度及面积等方面.而对于枪械内膛中最重要的三维参数,如膛线的深度则研究得较少.随着我国军事现代化进程的加快,兵器测试技术的要求必将越来越高,枪械内膛疵病的参数测试也必将越来越全面.因此,枪械内膛测量技术不仅需要能测量枪械内膛的二维参数,也需要能测量枪械内膛的三维参数.而计算机立体视觉测量技术是枪械内膛疵病测量技术的一个重要发展方向.
〔1〕张洪伟,任现君.新型枪械内膛疵病检测设备[J].飞行器测控学报,2002,21(2).
〔2〕刘立欣,王文生,刘广利.枪械内膛疵病图像的边缘检测算法[J].兵工学报,2005,26(1):105-107.
〔3〕游素亚,徐光估.立体视觉研究的现状与进展[J].中国图像图形学报,Vol2,No.1,Jan,1997:15-24.
〔4〕郑军,张建,马建峰,王信义.火炮身管膛线参数检测技术研究[J].机械,2002,29(3)71-74.
〔5〕杨滨峰.枪械内膛测量技术的研究[D].长春理工大学硕士论文,2009.
TJ20
A
1673-260X(2011)09-0208-02
商洛学院科研基金资助项目(09SKY033;09SKY032)
