轴承钢环件轧制端面凹坑与折叠缺陷原因分析
2011-09-26刘小刚吴永安荣继祥袁洪虎项春花
刘小刚 吴永安 宋 捷 荣继祥 袁洪虎 项春花
(贵州航宇科技发展有限公司,贵州550081)
轧制是用环形毛坯在旋转的模具中进行成形的一种特种成形工艺。其特点是借助轧环机和轧制孔型使环件产生连续局部塑性变形,可在低载荷下实现壁厚减小、直径扩大和截面轮廓成形。由于其节材、节能等一系列优点而被广泛用于航空、航天、石油、化工等行业中。轧环变形中,金属流动规律复杂,因而其轧制缺陷也是多种多样。本文重点介绍了轴承钢在轧制过程中端面凹坑与折叠缺陷产生的原因及防止措施。
1 轴承钢材料性能
本文以3311MPP材料为例,3311MPP是美国的渗碳轴承钢,类似于我国G20Cr2Ni4材料。该材料渗碳后表面有相当高的硬度,很好的耐磨性和接触疲劳强度,同时心部保留有良好的韧性,能耐强烈的冲击负荷,一般用于承受冲击负荷的大型轴承。具体化学元素含量如表1所示。

表1 3311 MPP材料化学成分(质量分数,%)Table 1 The chemical composition of 3311 MPP material (mass fraction, %)
2 端面凹坑和折叠产生难易程度与锻件结构的关系
通过生产现场的实际跟踪和数据统计分析,锻件端面产生凹坑和折叠的难易程度与锻件结构存在着一定的联系,大致关系如表2所述。
由表2可知,壁厚处于50 mm~90 mm区间的锻件极易产生端面凹坑与折叠。其次,锻件外径越大,产生端面凹坑与折叠的概率也越大。这主要与轧制变形量有关,轧制变形量越大,越容易产生端面凹坑与折叠。
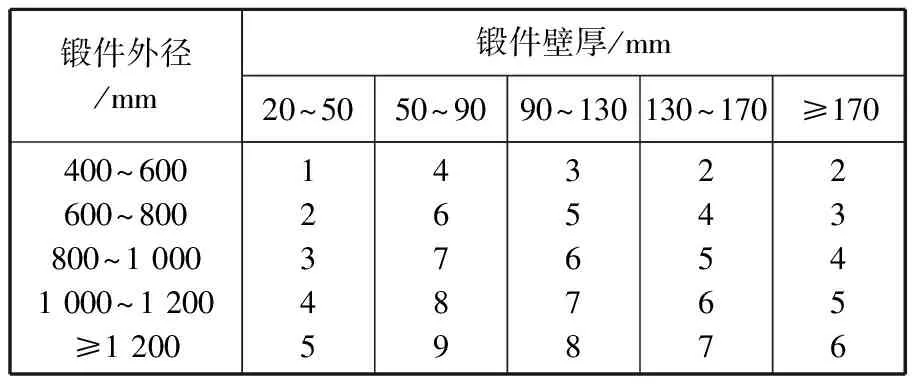
表2 锻件结构与产生缺陷程度关系Table 2 The relationship of forging construction and defect level
注:1~9表示锻件端面产生凹坑与折叠难易程度由低至高。
3 端面凹坑和折叠产生原因分析与防止措施
端面凹坑与折叠是环件轧制中最常见也是最主要的缺陷,如图1所示。此缺陷会造成产品因高度尺寸不足而报废。尤其是端面折叠,若隐藏较深一般肉眼很难看出,需借助探伤手段才能发现,对产品质量造成很大影响。制坯与环轧过程控制不当均会造成端面凹坑与折叠缺陷。
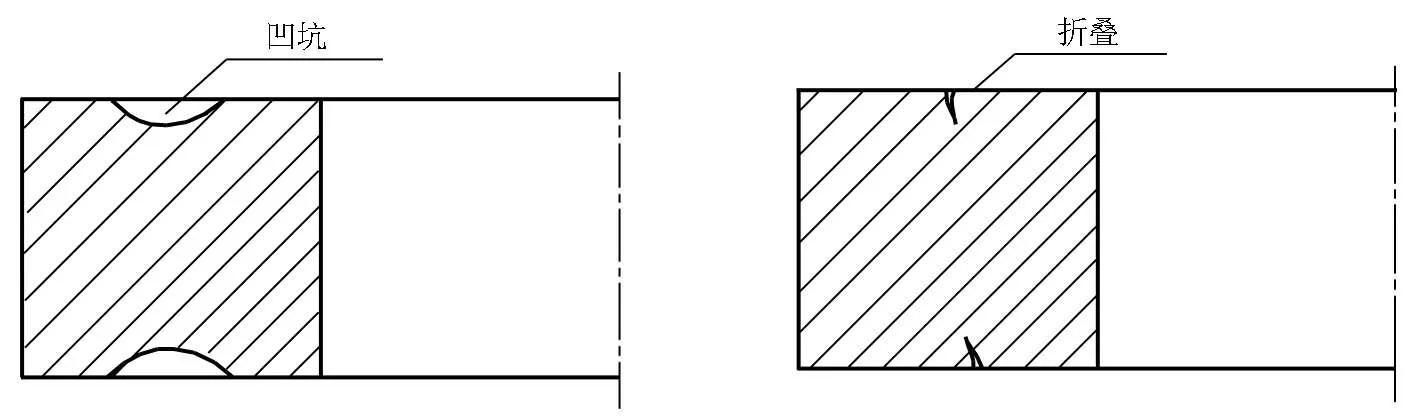
图1 端面凹坑与折叠Figure 1 The depression and overlap in rolling end
3.1 制坯对端面凹坑与折叠的影响
坯料在镦粗时按变形程度大小大致可分为三个区(如图2)。第I区变形程度最小,一般称为困难变形区,也称为变形死区。第Ⅱ区变形程度最大,称为大变形区。第III区变形程度居中,称为小变形区。第I区金属由于端面摩擦和温降影响,变形抗力较大,温度低,故镦粗时此区域原始(铸态)组织不易破碎和再结晶。再加上坯料端面尖角处变形时易产生应力集中,导致坯料镦粗冲孔后在毛坯端面形成一圈浅凹坑和细小裂纹,如图3所示。这种原始的浅凹坑和小裂纹在后续轧制中不断扩展为深度凹坑甚至折叠。其次,毛坯在冲孔时留下的毛刺在后续轧制时也会发展成折叠。
为保证产品质量,制坯工序就需向轧环工序提供无缺陷毛坯。主要可通过以下手段防止上述缺陷的产生。
(1)在镦粗时采取铆镦(见图4)和换头镦方式,可减小坯料变形时尖角处应力集中,并可以提高难变形区变形程度。事实证明,采取这种镦粗方式可以很大程度上改善毛坯质量(见图5)。
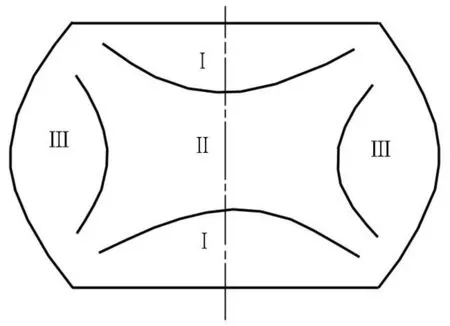
图2 镦粗变形区分布Figure 2 The distribution of upsetting deformed zone
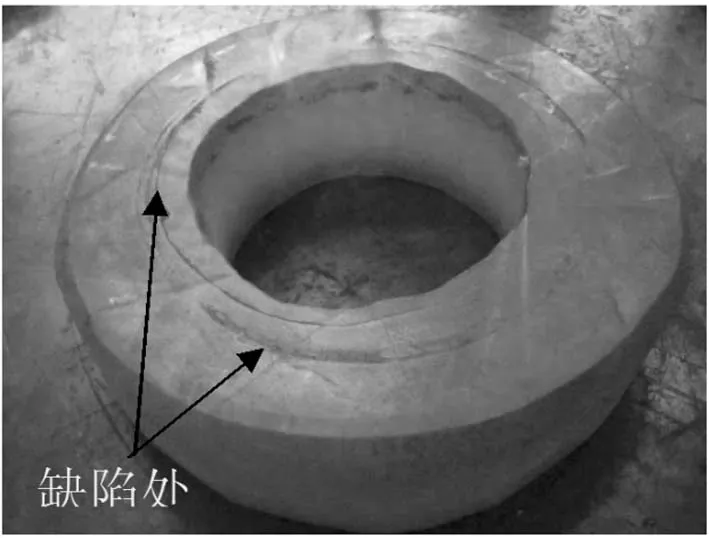
图3 含缺陷毛坯Figure 3 Blank with defects

图4 铆镦Figure 4 Riveting upsetting

图5 无缺陷毛坯Figure 5 Blank without defects
(2)冲孔时根据饼坯外径和高度合理选择冲头,防止因冲头选择不当而产生冲孔毛刺。若产生毛刺,需彻底打磨干净方可转环轧工序。
3.2 环轧对端面凹坑与折叠的影响
由于金属变形具有表面变形特点,环件壁厚与接触弧长的比值过大,使轧制变形集中于环件内外表面。同坯料镦粗类似,环件截面同样大致可分为三个变形区,如图6所示。第I区变形程度最小,称为变形死区。第II区变形程度最大,称为大变形区。第III区变形程度居中,称为小变形区。轧制过程中,Ⅱ区金属向高度方向流动激烈,而I区金属基本不流动,两区金属之间产生的高度差就极易形成轧制原始凹坑。特别是壁厚较厚锻件,针对1 600 mm轧机,最佳轧制产品结构为锻件高度/壁厚=3/1。厚壁环轧制时轧制力较难穿透整个锻件,加之锻件在轧制过程中表面冷却速度比心部较快,端面形成的高度差更大,形成的原始凹坑更明显。随着轧制变形量的不断加大,原始凹坑宽度不断减小,深度不断加深。在轧制变形量足够大的情况下,端面凹坑甚至会逐步转变成端面折叠,形成过程如图7所示。
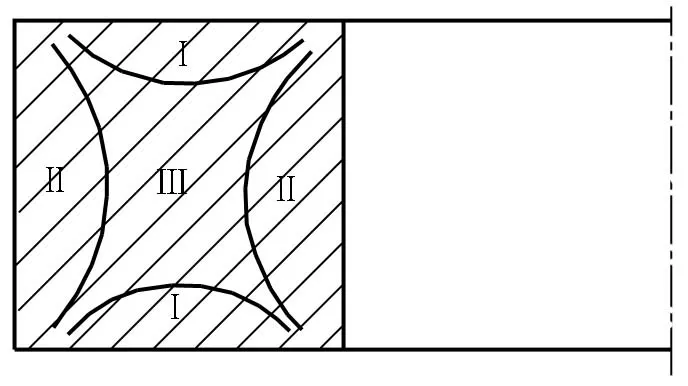
图6 轧制变形区分布Figure 6 The distribution of rolling deformed zone
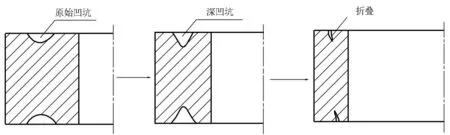
图7 折叠产生过程Figure 7 The producing process of overlap defects
要解决端面凹坑和折叠就需从根本上控制轧制时原始凹坑的产生。针对不同产品结构,主要采取以下两种工艺路线,通过控制工序间一些工艺参数和操作方式来防止端面凹坑与折叠的产生。
(1)工艺路线一(一般适用于重量≤180 kg,外径≤700 mm锻件):下料→加热→镦粗→冲孔→马架扩孔、平端面→轧制。
按此工艺路线制坯时需按上述毛坯端面凹坑与折叠防止措施防止缺陷产生。轧制时需控制好径向轧制力与轴向轧制力的匹配,避免形成原始凹坑。始终保持毛坯端面平整,锻件基本不产生端面凹坑和折叠。
(2)工艺路线二(一般适用于重量>180 kg,外径>700 mm锻件):下料→加热→镦粗→冲孔→预轧、平端面→终轧。
采用此工艺路线的锻件毛坯壁厚一般较厚,预轧时难免会形成原始凹坑。所以在制坯时,毛坯高度应根据产品结构合理的留有足够的余量,供后续预轧后平端面消除或减小原始凹坑。一般对于高厚比<3的锻件,毛坯高度不宜比锻件高度高出太多,否则在后续轧制中由于轴向轧制量过大易出现内外径双腰和翻边缺陷;对于高厚比≥3的锻件,由于高度较高,材料在高度方向流动阻力较大,轧制过程中高度方向尺寸基本不增长,若毛坯高度没有足够余量,在后续轧制过程中轴向轧制就没有足够的下压量控制端面凹坑的产生。如表3所示的产品,开始生产时制坯高度不是很合理,毛坯高度余量不足,导致产品端面出现了严重的凹坑(如图8)。通过调整毛坯高度后,防止了端面凹坑缺陷的产生,端面质量较好(如图9)。
此外,该工艺方案在预轧时若不可避免产生端面凹坑,应尽量控制凹坑为圆弧过渡凹坑(如图10),避免产生尖角凹坑(如图11)。圆弧过渡凹坑在后续平端面时便于消除或减小,尖角凹坑则很难在平端面过程消除。
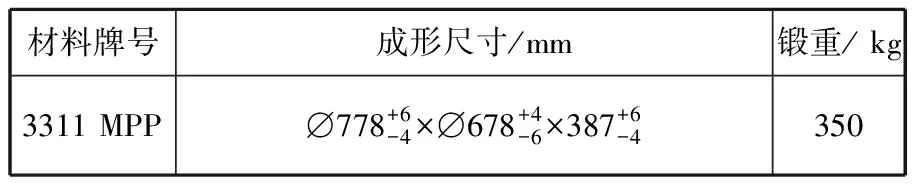
表3 产品信息Table 3 Product information

图8 调整毛坯高度前锻件Figure 8 Forgings before adjusting blank height

图9 调整毛坯高度后锻件Figure 9 Forgings after adjusting blank height
4 结论
1)通过生产发现,铆镦可减小制坯时产生的原始端面缺陷。
2)制坯时,应根据不同的产品结构合理的控制毛坯高度尺寸。
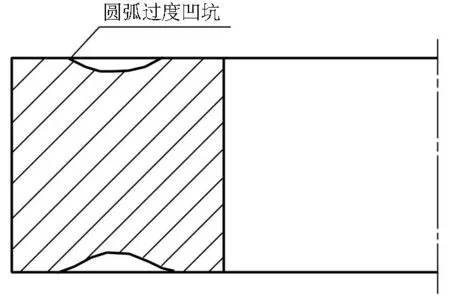
图10 圆弧过渡凹坑Figure 10 Depression with circular arc transition
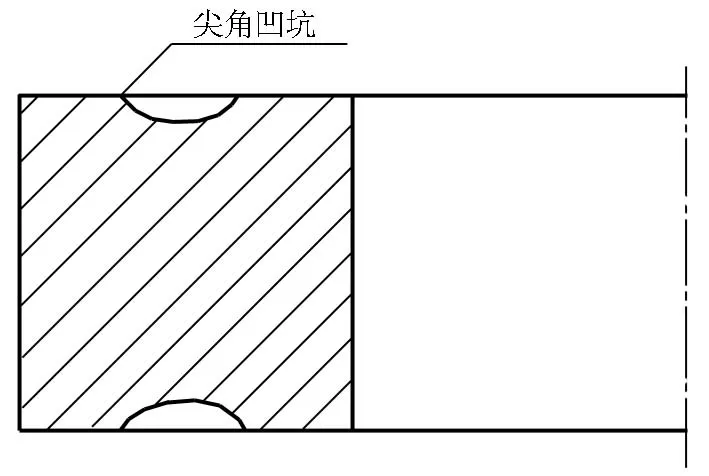
图11 尖角凹坑Figure 11 Depression with sharp corner
3)轧制时,径向轧制力与轴向轧制力的合理匹配可很好的防止端面凹坑与折叠缺陷。
[1] 中国机械工程学会锻压学会编.锻压手册.2008年1月.
[2] 王以华.锻模设计技术及实例[J].北京:机械工业出版社,2009.1.
