浅谈刮刀涂布的几个影响因素
2011-09-13何钒杭州远大纸业技术质量部浙江杭州311420
何钒 杭州远大纸业技术质量部 浙江 杭州(311420)
浅谈刮刀涂布的几个影响因素
何钒 杭州远大纸业技术质量部 浙江 杭州(311420)
浙江省富阳市是我国的白板纸生产基地,本文结合富阳实际特点,介绍了涂料配制中的基本原理、计算方法以及涂布机的调整方法。
颜料体积浓度;临界颜料体积浓度;胶粘剂的迁移;涂布机调整
随着印刷包装技术的日新月易,印刷企业对涂布纸的要求已越来越高。作为国内最大涂布白板纸生产基地的浙江省富阳市,一大批近年发展起来的大中型企业,都逐步从以前只抓产量、重效益的认识中转变过来,积极引进优良设备、学习先进技术、努力提高产品质量、提升品牌效应。如今的富阳造纸无论是装备水平、产品档次、管理理念都和几年前不能相提并论。然而,硬件上去了,技术水平还不是很到位,不少生产企业对涂料到底要怎么配、怎样操作才能减少涂布纸病、还缺乏认识,跟风严重,往往一家厂做的稍微好些,马上有许多厂也照此按部就班,甚至抄个配方拿来就用。结果不但仿照的东西没有做好,自己也受到很大影响,走了许多弯路也未找到切实的方法。
其实,不同的设备状况、不同的化工原料、不同的操作方法,是无法用统一的模式完全复制的,只有掌握了涂料配方中的基本原理和涂布机的正确操作方法,才是提高涂布质量的根本途径。本文就从这两方面作个简要介绍。
1 涂布配方的制定
一般来说,制定涂料配方要考虑涂布的次数、生产车速、桥箱温度等设备因素,以及原纸的水分、平滑度、白度,表面吸水性等指标。大致而言应注意三个问题:a、涂料本身要稳定,放置一段时间后不变质、不絮聚、无沉淀;b、能满足涂布操作的要求,既有适当的固含量和流动性(粘度),又有良好的流变性,不至于产生各种涂布纸病:c、能保证涂布纸的质量,可在纸上形成强度大、白度高、油墨吸收性好的涂层,同时赋予纸张较高的平滑度和光泽度[1]。常用配方见表1
掌握了涂料各组分大致比例后,具体制定配方时还有三个方面需要注意:

表1 常用刮刀涂布配方的绝干百分比组成
1.1 化工原料的关系
化工原料的选择和使用很重要。富阳地区生产造纸化工产品的厂很多,但规模与技术都相对欠缺,质量参差不齐,因此必须经检验合格或试验有效的才能使用。特别是对涂布影响较大的丁苯胶乳、涂布淀粉等胶粘剂,以及高岭土、碳酸钙等颜料,一旦确定下来轻易不要更换。
丁苯胶乳要求化学稳定性、机械稳定性良好,玻璃化温度高、凝胶含量大于85%,自然晾干成膜应柔软透明,有一定抗拉伸能力;涂布淀粉要选择粘度低、糊化后不变黄的;高岭土要选择粘滞浓度大于68%以上,pH值接近中性,白度高、含铁量较少的产品;碳酸钙宜用高白度、矿源较软的矿粉磨制为宜,因为白度高可提高遮盖性,矿源软不易磨损涂布刮刀;轻钙遮盖性较好,但成本较重钙要高许多,要选择白度好、沉降体积高的;煅烧高岭土作为印刷时油墨吸收、干燥的促进剂,应根据需要合理使用;分散剂则要根据颜料的粘滞浓度在最佳分散剂加量点处使用,用量不能过大。分散盘的线速度面涂不低于27m/s,底涂不低于23m/s,电机功率要足,确保颜料完全分散;保水剂CMC应根据原纸吸水和车速快慢来确定用量,同时根据胶粘剂的迁移情况选用不同粘度范围的产品;增白剂常用二苯乙烯三嗪衍生物,荧光强度30分以上的;抗水剂多采用三聚氰胺、碳酸锆胺,使用时要根据纸张湿摩擦的大小以及印刷后网点是否清晰来确定用量。其他如消泡剂、防腐剂可根据需要适当添加。

表2 常用化工原料主要质量指标
1.2 颜料体积浓度(PVC)和临界颜料体积浓度(CPVC)
颜料体积浓度(PVC)是指涂料中颜料的体积与配方中所有非挥发分的总体积比,用下式表示:

当胶粘剂加入到颜料中,颜料粒子间的空气逐渐被胶料取代,随着胶粘剂不断加入,颜料粒子间的空隙不断减少,当胶粘剂完全覆盖所有颜料并恰好填满全部空隙时的颜料体积浓度,称为临界颜料体积浓度,用CPVC表示,颜料的临界体积浓度可以通过吸油量和其密度来计算:
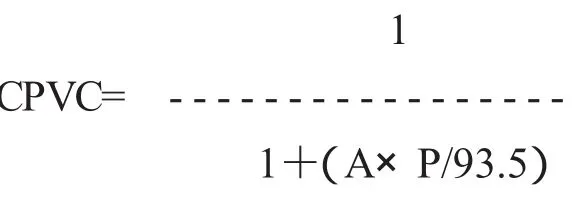
其中A为吸油量
93.5为亚麻油的质量
P为粒子密度
显然,当PVC>CPVC时,胶粘剂无法填满颜料周围所有的空隙,颜料颗粒只是松散地存在于涂膜中,从而使涂膜质量变差,引起纸张表面强度差、印刷脱粉糊版等质量问题;当PVC<CPVC时,胶粘剂完全包裹颜料颗粒以后还有剩余,涂布时易产生挂流发花或橘皮现象,干燥时多余的胶粘剂过度收缩,可造成纸张涂层表面粗糙度、吸墨性降低等。[2]表3列出了几种常见涂布颜料的临界颜料体积浓度,根据其配用比例即可算出涂料中混合颜料的CPVC。
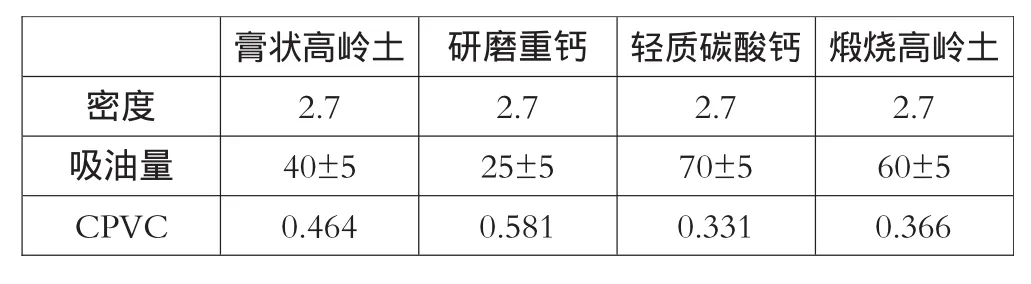
表3 常见颜料吸油量及CPVC
实际生产操作都是根据颜料的粒径分布、结构形状、比表面积以及胶粘剂性质来选择PVC=CPVC或两者相近的,因为在CPVC附近,胶粘剂和颜料刚好完全结合,涂料各种性能会有明显突变,不但涂层的光学性能、理化指标达到最佳,而且成本也是最低的。[2]因此计算胶粘剂含量或颜基比时,一定要考虑临界颜料体积浓度这一重要因素。图1是涂布层几个重要性能与颜料体积浓度变化关系
1.3 胶粘剂的迁移
涂料中使用的丁苯胶乳、聚乙烯醇、涂布淀粉等水溶性胶粘剂,经过涂布加工后在涂层里的分布是不均匀的,产生这种分布不均匀的原因就是胶粘剂发生了迁移。
在涂料层形成过程中,胶粘剂是朝原纸内部和涂层表面两个方面迁移的。原纸是由纤维相互交织而形成的网络状结构,具有一定吸水性。涂料被涂布到原纸表面后,涂料中的水分会向原纸内部渗透,胶粘剂也受水的携带一起向原纸方向迁移,靠近原纸表面的涂料浓度不断增加,颜料粒子彼此靠拢,形成类似毛细管的滤饼,最终影响胶粘剂迁移。因而原纸表面吸水性cobb值是决定胶粘剂向原纸内部迁移的重要因素。增加原纸纤维间的密度、降低原纸水分都会减少胶粘剂向内部的迁移。
干燥时,湿涂膜受热风吹烤,表面水分最先蒸发干燥,随着水分减少,表面温度下降,浓度和密度增加,表面张力逐步升高,涂层中水分在表面张力和水分蒸发的推动下,带着胶粘剂又向表面迁移。随着干燥的不断进行,高分子胶粘剂首先会由于失去水分而使迁移运动逐渐停止,微粒慢慢变形、逐步靠近,达到最低成膜温度后,分子链段在接触的部位相互扩散形成连续相,最终成膜。胶膜的形成并不是成膜过程的结束,只是胶粘剂粒子自由运动的停止,粒子内部分子链会进一步自粘,达到一定强度后慢慢老化。胶粘剂粒子大小、颜料粒子大小、涂料固含量、干燥条件都是影响胶粘剂向涂层表面迁移的主要因素。
另外,胶乳的玻璃化温度Tg和颗粒大小也有一定影响。玻璃化温度是指高聚物分子中链段开始运动或冻结的温度,Tg高低直接决定成膜时胶乳微粒的高塑性变化和凝聚能力。Tg越低聚合物越易发生形变,颜料堆砌越紧密;胶乳颗粒越小越容易运动,迁移能力越强,更容易进入颜料粒子间的空隙,影响涂层的油墨吸收和光泽度。[3]所以生产中一定要合理掌握原纸吸水性、涂料保水性以及桥箱干燥温度,才能控制好胶黏剂的适当迁移,提高纸张的表面强度。图2为影响胶粘剂迁移的几个因素。
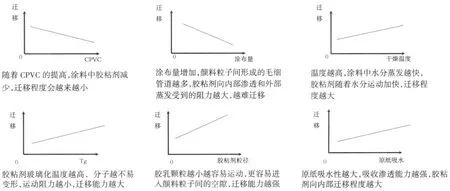
图2 各指标对迁移的影响示意图
2 涂布机的操作
实际生产中,经常会遇到化工原料、涂布配方、涂料配制等都没有改变,而涂层表面出现各种各样的问题,影响纸张的最终质量。这些很可能是由于涂布机操作不当引起的,仅靠调整涂料化工是难以解决的。下面以富阳地区常用的刮刀涂布机(见图3),为例加以说明。
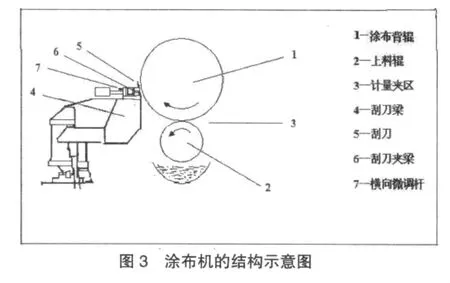
原纸通过涂布机背辊同上料棍接触时,背辊和上料辊中间有一个计量夹区(图中3的位置),这个夹区是涂料和纸幅最初接触的区域,也是直接决定着涂料转移到纸面的量(涂布量)和上料匀度的地方。一般情况下,生产250-450g/m2的涂布纸板,其厚度在0.27-0.58mm之间变化,背辊与上料辊的间距在0.9-1.0mm;上料辊转速在纸幅速度的15%-35%之间调整为适当。原纸粗糙度越低,涂布量越低;原纸吸水性越差,涂布量越低。对于涂布效果而言,涂料固含量掌握在62%-65%,面涂可稍低点,粘度控制在1000-1400mPa.s之间,进涂布机前原纸粗糙度控制在5-7μm,水分控制在7%-9%,吸水性控制在50-80g/m2为宜[4]。
开机生产前须检查所有微调螺杆(图中7),用5/100mm的塞尺检查微调杆顶端间隙是否均匀一致,出纸后再根据成纸的横幅涂布量进一步微调,以保证纸面不出现色差和物性相差太大等现象。微调螺杆的向前或向后都会改变刮刀在此点及相邻点的受力情况,从而影响涂布量。因此横幅调节主要是在开机前刚出纸和原纸改变时进行,一旦稳定下来便不需调整。
硬刮刀涂布时,刮刀没有发生形变,涂料经过刮刀时会使本来凹凸不平的纸面填充地较为平整,涂布后的纸匀度略差,平滑度、光泽度较低,但平整性好,因此常用于底涂。软刮刀对纸面的压力主要由刮刀的弹性变形来提供,在纸张表面有高低不平变化时,其压力也会相应改变,适应性较强,并且刮刀角度较小,涂料的液态应力在刮刀与纸幅接触前就已形成,更加有利于均匀涂布。而且软刮刀涂布后纸的涂布量基本一致,光泽度高,平滑度好,印刷性能较强,因此常用于面涂。
刮刀经过一段时间使用磨损后,必须通过调节刮刀梁(图中4)的角度来维持涂布量不变。软刮刀受力发生形变,实际使用的刮刀角度(称有效角度)是小于理论角度的,有效角度的变化直接影响涂布量的变化。刮刀梁角度尽管不同于刮刀有效角度,但调节刮刀梁的角度却可以改变刮刀的角度。硬刮刀使用时没有发生形变,刮刀本身的制造角度和有效角度是一致的,也是刮刀梁调整时要保持的角度,所以生产中定期检查校正刮刀角度是必不可少的。
涂布机背辊一旦发生变形,就很难保证横幅涂布量的均匀,所以使用大约2-4周就要更换一次,换下的辊子须送去研磨。当辊径减小到一定程度后必须包胶,以φ600mm的背辊为例,当直径小于585mm时,要考虑重新包胶,包胶硬度一般是75P&J[5]。辊径和包胶的硬度都会直接影响到涂布效果。刮刀要定时更换,普通涂布钢刮刀寿命6-8小时,国产陶瓷刮刀5-7天为合理。使用时间太长,磨损面过大,涂布后纸面不够细腻,印刷后易产生着墨不良的现象。当车速在250m/min左右时,软刮刀下机后磨损面在2mm以内,硬刮刀基本还是上机前的状态。
3 结束语
以上介绍了涂料配制中的几个基本原理及涂布机的简要调整,希望能对广大读者在涂料配制和涂布机调整方面有所帮助。这些仅是涂布操作的基本知识,生产实践中还要根据不同情况具体分析,结合多种方法进行调节,以提高涂布纸质量。
[1]钱鹭生,曹丽云,凌永龙编.涂布加工纸技术手册。北京:中国轻工业出版社,2006
[2]王海松,曹振雷,刘金刚.颜料涂布纸的涂层结构与性能[J],中国造纸,2005,24(8):47
[3]杨仁党,陈克复.胶乳的作用及对纸张涂料性能的影响[J],中国胶粘剂,2001,11(5):16
[4]凌永龙.组合刮刀涂布机的工作原理和操作[G],昆明,中国涂布年会,1992
[5]陈克复.制浆造纸机械与设备[M],北京:中国轻工业出版社,2005
2011-05-13