印刷型烟用接装原纸质量指标控制
2014-08-27刘子亭孟华东
刘子亭 孟华东
烟用接装原纸是一种供卷烟与过滤嘴香烟棒相连的外圈用纸(如图1所示),由于其外观类似水松木纹,因而又得名为“水松纸”。为增加卷烟的美观度,烟用接装原纸表面一般加工成橘黄色。
烟用接装原纸通常分为印刷型烟用接装原纸和涂布型烟用接装原纸两种。印刷型烟用接装原纸表面细腻,吸墨性和固墨性较好,一般采用凹印工艺,适用于中高档卷烟。为保证卷烟质量,应对烟用接装原纸的各项质量指标进行控制。下面,笔者就以印刷型烟用接装原纸为例,对其质量指标进行分析。
1.匀度
良好的匀度和最小定量波动是生产烟用接装原纸的首要前提。良好的匀度是指烟用接装原纸的纤维与填料分布均匀,表面细腻、无针眼,厚度均一,从而保证纸面与印版充分接触,实现良好的油墨转移,一般匀度指数应大于130。最小定量波动是指烟用接装原纸的定量差应尽可能小,因为定量不均匀容易造成烟厂接嘴机不能正常接嘴:若定量偏高,容易造成过滤嘴翻边、爆口;若定量偏低,则因纸质相对偏薄,在搓板式接嘴机上使用时易起皱,且胶水易渗透,从而造成露底现象。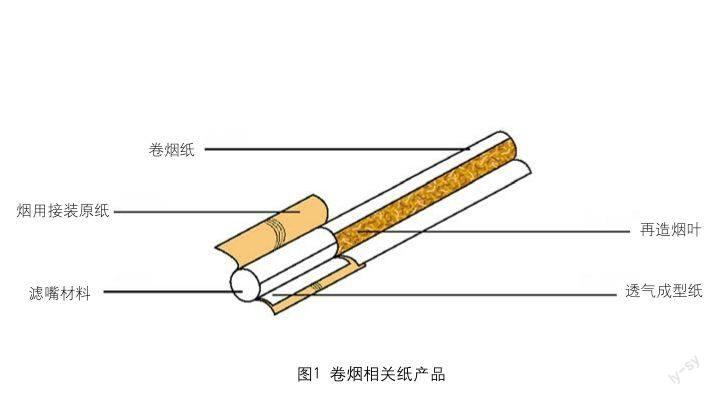
为此,在生产烟用接装原纸时,应以针叶木浆为主、阔叶木浆为辅来进行配比,通常选用加拿大太阳针叶木浆和自制漂白桉木浆,采用黏状打浆的方式,以及阳离子淀粉和阳离子聚丙烯酰胺共用技术,这样既能保留填料和细小纤维,又能对AKD中性施胶产生一定帮助。此外,造纸机成型网案摇振装置应采用小振幅(1.3mm以下)高振次控制220次左右,上网浓度一般控制在0.6%左右。
2.吸水值
一般,在印刷烟用接装原纸时,油墨黏度控制在16~20s,印刷速度控制在80~120m/min为宜。在这样的条件下,为保证烟用接装原纸达到良好的吸附、固着油墨的效果,同时不洇墨,其吸水值控制在18~25g/m2为宜,这样还可避免过滤嘴卷制时因涂在纸上的胶水吸收得过快或过慢而产生的接头打滑或接口干脱现象。若吸水值过高,如超过35g/m2,则在相对湿度较大的环境下,烟用接装原纸容易向卷制的反面翘曲而不易黏结,而且在吸烟时,容易因唾液润湿表面而导致油墨与原纸亲合力下降,从而造成油墨被嘴唇粘下。
为此,在生产烟用接装原纸时,应采用AKD中性施胶方式,选择低杂质含量的AKD施胶剂,用量控制在0.2%为宜,加入顺序依次为:轻质碳酸钙→AKD施胶剂→阳离子淀粉→阳离子聚丙烯酰胺。
3.平滑度
烟用接装原纸的平滑度直接影响着其透气度以及油墨在其上的流平性,在加工过程中主要取决于原纸表面的细腻程度。原纸表面细腻,不仅能节约油墨用量,而且上胶均匀,黏合时接触面积多,黏结容易,有利于后加工。一般要求原纸平滑度应大于150s。
为此,在生产烟用接装原纸时,应选用砷、铅等重金属含量较低的轻质碳酸钙进行加填,这样不仅可以提高原纸的平滑度、柔韧度和弹性,而且黏状打浆时加入轻质碳酸钙还有利于改善原纸的透气度。
4.紧度
为保证过滤嘴卷制时烟用接装原纸黏结服帖,一般要求原纸紧度≥0.5g/cm3,且尽可能高;但也不能过高,否则会使纸质变硬,不易卷制。
需要注意的是,在生产烟用接装原纸时,其紧度应与透气度成正比关系。
5.伸长率
烟用接装原纸在印刷加工时需要经过印刷上色、烫印分切、激光打孔和成卷(盘)四个工序。由于这些工序都是以卷筒形式完成的,纸张始终处于纵向拉伸状态,因此要求烟用接装原纸具有较高的强度,以及适当的伸长率,以改善纸张内部应力的分布,缓和脉动张力,减少断裂,确保纸张柔中见挺。
6.卫生指标
从安全性的角度来考虑,由于人们吸烟时过滤嘴直接接触嘴唇,烟用接装原纸中的有害成分(如砷、铅等)会通过口腔进入人体内,直接或间接危害消费者的健康。对此,烟草企业应给予高度重视,须严格按照国家QS认证对烟用接装原纸加填原料的卫生指标进行控制。
在生产烟用接装原纸之前,应对加填原料进行测试,使其符合以下强制卫生指标:砷≤1.0mg/kg、铅≤5.0mg/kg、菌落总数≤200cfu/g。
7.其他指标
经压光机修饰后,烟用接装原纸的紧度、平滑度、吸水性均会相应提高,而透气度、柔软性则会有所下降,因此选择软压光为宜。
此外,长纤维可以考虑采用偏向黏状打浆的方式,打浆度控制在60°SR以上。
