高速纸机配浆控制策略
2011-12-12程志戈泰格林纸集团股份有限公司岳阳纸业湖南岳阳414002
程志戈 泰格林纸集团股份有限公司岳阳纸业 湖南 岳阳 (414002)
高速纸机配浆控制策略
程志戈 泰格林纸集团股份有限公司岳阳纸业 湖南 岳阳 (414002)
介绍了高速纸机配浆控制策略,主要包括配浆控制和配浆浓度控制。
配浆控制;浓度控制
1 概况
造纸工业是一个与国民经济发展和社会文明建设息息相关的重要产业。浆料制备系统是整个造纸工艺流程的重要组成部分,为了达到上浆系统给定的工艺要求,保证纸浆的产量和质量,必须稳定配浆控制。
文化纸生产所用浆料主要有以下几种:进口漂白硫酸盐针叶木浆(NBKP浆)、进口漂白硫酸盐阔叶木浆(LBKP浆)、化学机械浆(APMP浆)和废纸脱墨浆(DIP浆)。其中NBKP浆和LBKP浆一般为外购浆板,须经碎浆、除渣和磨浆后达到生产要求,APMP浆和DIP浆一般为自产浆,进入造纸车间前已经达到生产要求,进入造纸车间后直接送入贮浆塔,为了达到连续、稳定的生产,满足生产要求的NBKP浆、LBKP浆、APMP浆和DIP浆首先送入各自的配浆池,然后将控制好浓度各种浆料按一定的配比送入混合浆池。为了达到节省造纸成本的目的,使用垫层浆回收造纸白水中的纤维,通过回收浆池直接送入混合浆池;在纸机抄造过程中产生的损纸浆将回送到损纸浆塔,经过处理后再按一定的配比送入到混合浆池。NBKP浆、LBKP浆、APMP浆、DIP浆、损纸浆和回收浆在混合池中进行充分混合,为后续纸机抄造提供达到生产要求的成浆。
当前在造纸行业中,随着造纸机车速的提高和设备的更新,配浆方式已逐步采用管道配浆。目前管道配浆有三种方式:第一种为流量给定控制方式,此种方式用人工给定参与配浆的各浆种流量的大小,进行单回路控制,保持到混合浆池各种浆的比率;第二种为比率自动控制方式,主要利用混合浆池液位控制的输出作为主要浆种的流量给定,并通过比率控制器决定其它浆种的流量给定;其具有的优点为:能按纸机抄造情况,自动控制瞬时配比的各浆种流量大小,可保证混合浆池液位稳定;第三种为绝干纤维量比率自动控制方式,此种方式按参与配浆浆种的绝干纤维量来计算和控制各浆种配比的比率,它比流量控制更为准确,能够稳定控制各种浆的配比。其优点是配浆效果好,浆种的纤维配比稳定,更改、调整更为容易。此方案不需要人工计算,只需给定各种浆绝干的配比。
2 控制策略简述
生产过程中系统提供了NBKP浆、LBKP浆、APMP浆和DIP浆四种浆料,同时配抄损纸浆,为了节约生产成本,使其中几种浆按一定的配比送入到混合池进行充分的混合,为后续生产过程提供满足生产要求的成浆。采用绝干纤维量比率自动控制方式,绝干纤维量配比可以通过操作人员在操作站上设定,通过控制软件实现。
在造纸工业中,纸张的绝干浆量一般可以认为是浓度和流量的乘积:

式中:G表示纸浆绝干纤维量,F表示纸浆流量,C表示纸浆浓度。
在生产过程中,将系统提供的NBKP浆、LBKP浆、APMP浆、DIP浆和损纸浆按一定的绝干量配比进行控制,同时实现浓度、流量和液位的控制。所有信息在操作站显示,使操作人员能够及时了解生产情况。
根据绝干量配比控制的原理,绝干量是浆料的浓度和流量的函数,浓度和流量的变化都会导致绝干量发生变化。众所周知,如果浓度和流量两个量同时变化,则要控制绝干量在一个给定的值不变是不容易实现的,且控制效果不一定令人满意,因此我们可以采用保持其中一个量(如浓度)不变,根据给定的绝干量来控制另一个量(流量)来使绝干量达到并保持给定值。
由于配浆池中的浆料是按工艺要求的浓度生产好的,其浓度不会发生大幅度的变化。但纸浆是悬浊液,其中含有不能溶解的固体物质,故其浓度是不均匀的。同时生产工艺对纸浆的浓度有一定的要求,要对浓度进行稀释,使其达到生产要求。由于NBKP浆、LBKP浆、APMP浆、DIP浆和损纸浆送入混合浆池后要充分的混合,需要搅拌器进行搅拌,再加上液位本身的不稳定,因此混合浆池的液位波动较大。考虑到生产过程的实际情况,混合浆池的液位控制要求较宽,要达到既要防止缺浆,影响生产的正常进行,又要防止满浆,造成不必要的浪费。
控制策略可分为绝干纤维量配比控制和配浆浓度控制。
3 绝干纤维量配比控制
绝干纤维量的配比控制比较复杂,其影响因素比较多,配浆的浓度、流量变化都会对配比控制产生影响。在保持工艺所需浆料的浓度相对稳定的情况下,还要解决配浆的流量控制问题,此时绝干量主要的决定因素是流量。根据工艺生产的要求可以计算出在正常的工艺生产过程中达到目标产量所需的绝干纤维量,再根据各浆种配比要求计算出各浆种的绝干纤维量,在保持各浆种浓度的情况下,就可以计算出配浆过程中各浆种配浆流量。配浆流量控制采用变频电机实现。单浆种的绝干纤维量配比控制的控制框图如图1所示

根据生产工艺的要求和对生产过程的分析,在正常的工艺生产过程中,达到目标产量所需的绝干纤维量和混合浆池的稳定液位成比例关系。见图2。
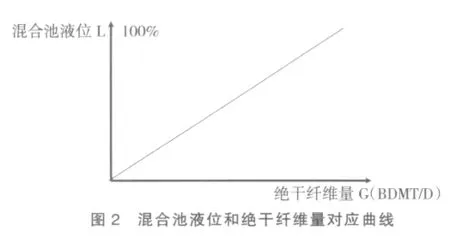

其中:G表示目标产量所需的绝干纤维量,BDMT/D(BDMT = bone dry metric tons:绝干公吨)表示每天所需绝干纤维吨,K表示系数,L表示混合浆池的稳定液位。
在生产过程中需要加入的浆料有NBKP浆、LBKP浆、APMP浆、DIP浆、损纸浆和回收浆,其中回收浆不参与配浆控制,按一定的浓度和加入量直接送入混合池。其余几种浆按操作人员设定的比率送入混合池,为便于操作人员灵活、方便的控制生产,在操作站上提供设定配比的操作画面,在画面中操作人员可通过画面上的按钮决定NBKP浆、LBKP浆、APMP浆和损纸浆是否加入,可设定参与配浆的各浆种的绝干纤维量配比值。控制程序根据绝干纤维量配比值、实际测量的浓度和混合池液位控制器的输出可计算出在生产过程中NBKP浆、LBKP浆、APMP浆、DIP浆和损纸浆的配浆流量设定值,系统再根据配浆流量设定值控制浆料的送入。
在实际应用中采用如下操作画面见图3。
在图1-3中生产此种文化纸DIP浆为必须加入的浆种,BROKEN表示损纸浆,根据产品的性能指标操作人员可设定NBKP浆、LBKP浆、APMP浆和损纸浆的配比值,当不需要加入某种浆料时将相应的浆种对应的控制按钮选择为OFF,配浆流量设定值将自动设置为0。图3中仅加入了LBKP浆、APMP浆、DIP浆和损纸浆,未加入NBKP浆。
采用RN表示NBKP浆的配比值,RL表示LBKP浆的配比值,RA表示APMP浆的配比值,RD表示DIP浆的配比值,RB表示损纸浆的配比值,QN表示NBKP浆的浓度测量值,QL表示LBKP浆的浓度测量值,QA表示APMP浆的浓度测量值, QD表示DIP浆的浓度测量值,QB表示损纸浆的浓度测量值,SPN表示NBKP浆配浆流量的设定值,SPL表示LBKP浆配浆流量的设定值,SPA表示APMP浆配浆流量的设定值,SPD表示DIP浆配浆流量的设定值,SPB表示损纸浆配浆流量的设定值,W表示混合池液位调节器的输出值(范围:0-100%),K表示系数。
其中:

配浆流量设定值计算公式如下:

4 配浆浓度控制
配浆浓度控制相对容易实现。由于NBKP浆、LBKP浆、APMP浆、DIP浆和损纸浆的浓度是互不影响的,且受其他的影响较小,将它们分开控制,通过分别控制相应的气动调节阀的开度来控制加入稀释白水量的大小,调节浓度,采用最常用的PID控制。浓度控制方框图如图4所示:
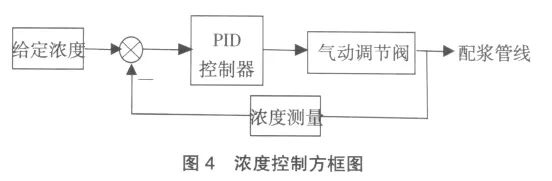
在浓度控制系统框图中PID控制器可提供正、反作用方式。所谓正作用方式是指调节器的输出信号随着被调量的增大而增大,此时整个调节器的增益为“+”。处于反作用方式下,调节器的输出信号随着被调量的增大而减小,调节器的增益为“-”。只有根据被控对象的特性正确选择调节器的作用方式才能够有效的控制被控量,否则会使系统的控制性能更糟。由浓度控制的原理可知,当调节加稀释白水量的气动调节阀的开度增大时,会使泵出口浆的浓度变小,此时控制器的输出信号应该减小,使气动调节阀的开度减小,降低加入稀释白水量,增大浆的浓度,以保证浓度稳定在给定值,因此调节器应该选择反作用方式。
5 结束语
高速纸机配浆控制策略能够满足工艺生产要求,控制稳定可靠,操作方便简单。此控制策略已在岳阳纸业股份有限公司年产40万t造纸机项目中浆料制备工段投用,整个系统投入运行以来,运行效果良好,各浆种流量能够实现稳定加入,为纸机的稳定运行奠定了基础。制浆造纸工业在整个国民经济中具有重要的地位和作用,实现制浆造纸工业的综合自动化,在提高它的经济效益的同时降低它对环境的污染,对国家和社会具有重要意义。
程志戈,男,40岁,自动化工程师,从事仪表自动化维护工作19年,岳阳纸业主管PM8、PM9、PM10台纸机和两条DIP生产线的仪表自动化设备的维护。
2011-1-4