电爆炸喷涂技术用于提高炮管的抗烧蚀性分析
2011-09-07蒋啸林王燕妮
蒋啸林 王燕妮 陆 辛
1.中国兵器工业规划研究院,北京,100053 2.北京联合大学,北京,100101 3.北京理工大学,北京,100081 4.北京机电研究所,北京,100831
0 引言
随着现代火炮技术的快速发展,弹药效能、膛压和射速等指标不断提高,使得炮管内膛的疲劳损伤和烧蚀等问题更为突出。目前国内外正努力开发更高性能的火炮,这些新武器的膛压和射速等参数都显著高于常规火炮的指标,如何延长炮
管的疲劳寿命并提高抗烧蚀性是当今研究和未来应用中需要解决的关键问题[1]。
大多数研究结果认为,火炮内膛主要是在机械-热-化学作用下而失效的,而烧蚀、磨损和疲劳裂纹是炮膛失效的主要原因。自20世纪90年代中期开始,电渣重熔[2]和液压自紧技术[3]在我国趋于成熟,现已普遍应用于大中口径火炮身管加工制造,有效地延长了身管的疲劳寿命,相比之下,火炮身管抗烧蚀性能差的问题却相当突出。
目前,国内外火炮身管增寿最成熟、应用最广泛的技术是采用身管内膛电镀铬工艺。该工艺对延长身管的寿命有一定效果。但镀铬层在发射一定数量的炮弹后,镀层便逐渐剥落,出现严重的烧蚀和疲劳裂纹,当镀层破坏发展到一定程度时,火炮的性能急剧下降而需更换炮管。随着更高性能火炮的研究趋于成熟,炮管电镀铬增寿将会无法满足更高膛压、更高射速等参数要求。高熔点材料的强度、抗烧蚀和抗化学作用性能显著优于铬,是理想的火炮内膛抗烧蚀、抗磨损材料,但目前还没有成熟的在火炮内膛制备高熔点金属或合金涂层的技术。
电爆炸喷涂技术是在自由爆炸喷涂技术基础上发展起来的可进行工件表面喷涂的一种新兴的热喷涂技术。该技术是指在一定的气体介质氛围下通过对金属导体(丝、箔)沿轴向施加瞬间直流高电压,在金属导体内部形成106~107A/cm2的电流密度,使金属导体在短时间内爆炸,金属粒子以极高的速度喷射到基体表面,急剧冷却而形成具有优良力学性能的涂层[4]。与其他喷涂工艺相比,电爆炸喷涂技术主要的特点有:①由于利用高密度的电能,所以喷涂材料可以是任何高熔点的金属、合金;②喷涂过程在金属导体爆炸气体中完成,可以在大气中实施,涂层的氧化层极薄;③喷涂层的孔隙率低,结合强度高,比火焰喷涂和等离子喷涂高数倍[5]。电爆炸喷涂技术在制备高熔点金属涂层方面具有独特的技术优势。
本文通过分析电爆炸喷涂工艺参数对涂层性能的影响,确定合理工艺参数制备涂层,与火炮身管内膛电镀铬层进行多项性能对比试验,以此判断利用电爆炸喷涂技术制备出的高熔点金属涂层的抗烧蚀性能。
1 火炮身管内膛的抗烧蚀性特点
为延长火炮身管内膛的抗烧蚀寿命,通过对其烧蚀磨损机理的初步分析可知,应用表面改性技术后,身管内膛表面涂层应具备以下特点[6-7]:
(1)涂层应抗烧蚀,因此有高的熔点。
(2)高温下的化学稳定性要高。火炮射击时,膛内具有很高的温度,并且会产生CO、CO2、N2、O2等气体,涂层不应该在高温下与这些气体发生有害的反应,应保持其化学稳定性。
(3)不高于身管的弹性模量。火炮射击时的高膛压使得身管在径向有一个瞬间的扩张,因此涂层与基体也要产生相应的弹性变形,而涂层并不能单独承受这个径向力,必须把这个力能有效传给身管,这就要求涂层的弹性模量不高于身管的弹性模量,以使涂层更容易变形,这样涂层中的裂纹才能被有效减小。
(4)热膨胀系数应与钢基体相适应。
(5)应有较高的硬度。涂层要与炮弹产生摩擦磨损,为了使涂层具有耐磨性,应该有一定的硬度。
(6)涂层与基体要用高的结合强度。
2 电爆炸喷涂设备工艺参数对涂层性能的影响分析
涂层的厚度、硬度、结合强度、耐蚀性和磨损性等性能是表征涂层性能的重要指标,涂层性能主要受涂层与基体间以及涂层内扁平粒子间的结合控制,涂层的主要结合方式包括机械结合、物理结合和冶金结合。影响电爆炸喷涂涂层性能的主要工艺参数有表面预处理、喷涂电压、喷涂距离、喷涂次数[8],并且上述参数存在交互影响作用。
根据电爆炸喷涂原理,结合喷涂设备的特点,选择不同的材料、喷涂电压、喷涂距离、喷涂次数等进行试验,通过对涂层性能进行分析比较,发现:
(1)随着喷涂电压的增加,涂层的孔隙率减小,涂层的厚度增加,但增加幅值减小。
(2)随着喷涂距离的增加,涂层厚度减小,涂层孔隙率增大,但并不是喷涂距离越小涂层性能越好。
(3)当喷涂距离和喷涂电压相同时,随着喷涂次数的增加,涂层厚度增大,均匀性增加,但孔隙率减小。
3 镀层与涂层的制备
在初步掌握部分改性材料的特性基础上,选择合适的喷涂材料和工艺参数,利用现有电爆炸喷涂设备,设计必要的工装,对炮钢材料PGrNi3MuVA样片(150mm×150mm×5mm)进行喷涂,运用与目前国内火炮身管内膛电镀铬完全相同的工艺,对相同材料、规格的炮钢样片表面电镀铬。
3.1 镀层制备
镀层制备前样片材料表面如图1所示,对样片进行镀亮铬后表面如图2所示。
3.2 电爆炸喷涂涂层制备
根据火炮身管内膛抗烧蚀镀铬层规范要求[9],结合电爆炸喷涂设备工艺参数对涂层性能的影响分析结果,主要从硬度、熔点、弹性模量、膨胀系数等方面考虑,分别选择7Cr13+B和FeCrBSiB两种材料,运用电爆炸喷涂技术将其在炮钢样片表面制备成涂层。

图1 材料原始表面

图2 电镀铬样片表面
具体喷涂工艺参数如下:基体样片材料为PGrNi3MuVA,尺寸为150mm×150mm×5mm,涂层材料尺寸均为70mm×10mm×0.2mm;喷涂电压为4400V,喷涂距离为100mm,喷涂5次。
为提高涂层与基体的结合强度,在喷涂前对基体钢板先进行喷砂处理,喷砂完后立即进行喷涂,喷涂后的表面见图3、图4。
图3 电爆炸喷涂7Cr13+B涂层
图4 电爆炸喷涂FeCrBSiB涂层
4 电爆炸喷涂涂层与电镀铬性能对比试验及结果
4.1 性能对比试验
火炮身管要求承受高膛压、高初速、射程远等战术技术性能要求,因此从实际出发,通过观察表面形貌、检测硬度、烧蚀试验、结合强度试验等,对比电爆炸制备涂层与电镀铬层的抗烧蚀性能[10]。
4.1.1 表面形貌
通过电子显微镜对涂层表面形貌(图5~图7)的观察可知:镀铬层表面均匀、致密,无空洞,但存在很多微小裂纹;7Cr13+B涂层几乎没有裂纹、空洞少,涂层致密;FeCrBSi涂层有很多空洞和裂纹。
4.1.2 硬度对比
耐磨性是指抵抗摩擦作用的能力,影响这种能力的因素不仅取决于钢的成分、组织和性能,还与使用条件和拉伸工艺密切相关。如果在相同的条件(相同的摩擦因数、成分、组织、环境条件等)下,硬度和耐磨性存在非线性的正比关系。因此可用硬度的高低间接反映耐磨性能的高低。三种涂层的硬度测量结果见表1。
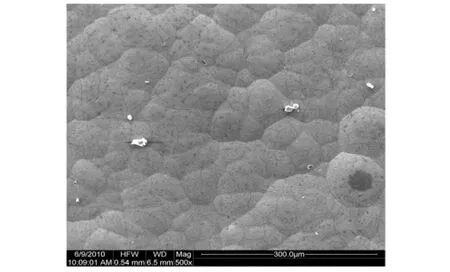
图5 电镀铬镀层表面形貌

图6 7Cr13+B涂层表面形貌

图7 电爆炸喷涂FeCrBSi涂层表面形貌

表1 采用洛氏硬度测量结果统计表
4.1.3 结合强度测试
热震法。将试样在一定温差的环境中进行温度的交变试验,观察涂层经过不同温度环境的变化后表面发生的变化情况。试验中,将试样加热到300℃,放入水里冷却,冷却后再加热到300℃,再冷却,这样不断重复10次后,观察到镀铬层、7Cr13+B涂层、FeCrBSi涂层都没有脱落,基本变化不大。将试样加热到700℃,放入水里冷却,冷却后再加热到700℃,再冷却,重复10次,镀铬层表面颜色无变化,但用肉眼可以看到裂纹;7Cr13+B涂层、FeCrBSi涂层颜色由白变黑,肉眼看不到裂纹。
磨、锯法。采用磨锯试验进行结合强度对比试验,发现镀铬层截面端部有小片脱落,而7Cr13+B涂层、FeCrBSi涂层看不到有脱落现象。
4.1.4 耐烧蚀测试
选用氧-乙炔法对比测量镀铬层和电爆炸喷涂技术制备涂层的质量烧蚀和烧穿试验。质量烧蚀试验结果见表2。

表2 质量烧蚀结果统计表
烧穿试验:镀铬层在3.8s时烧穿,7Cr13+B涂层、FeCrBSi涂层都在4s时烧穿。
4.2 试验结果分析与讨论
7Cr13+B、FeCrBSi和铬虽硬度基本相当,通过观察用其制备涂层的表面形貌可知,电镀铬层的裂纹、FeCrBSi涂层的空洞和裂纹在腐蚀条件下,都会成为腐蚀的通道,在冲击载荷和交变载荷条件下,微裂纹为断裂提供了裂纹源,使得应力集中,裂纹的不断扩展最后会导致涂层断裂,造成耐磨耐腐蚀性能显著下降,从而严重影响涂层寿命,而7Cr13+B涂层裂纹、空洞少,涂层寿命相对较长。对涂层硬度的测试结果发现,7Cr13+B涂层比FeCrBSi涂层硬度高,而且两个运用电爆炸喷涂技术制备的涂层硬度都高于镀铬层,说明电爆炸喷涂技术制备的涂层在同等条件下拥有更好的耐磨性能。根据喷涂结合机理,当喷涂金属熔滴或蒸汽到达基体表面的温度高于基体熔点时,喷涂粒子与基体之间的结合将由机械结合向冶金结合过渡,因此会使圆盘形接触面上出现粒子的焊接作用,即冶金结合,故结合强度较高,三种涂层与基体的结合强度测试结果也表明电爆炸喷涂技术制备的涂层与基体的结合强度优于镀铬层与基体的结合强度。通过质量烧蚀试验发现,利用电爆炸喷涂制备涂层的质量烧蚀率与镀铬层基本相当,烧穿试验效果优于镀铬层。另外,电爆炸喷涂技术具有工艺简单、运行成本低,环保“三废”处理成本更低等特点。
在采用硬度与铬基本相当的涂层材料时,运用电爆炸喷涂技术制备的涂层,其抗烧蚀性能总体优于电镀层,电爆炸喷涂涂层表面粗糙,不如镀铬光滑;两种喷涂合金涂层的硬度、与基体的结合强度都优于镀铬层,烧蚀试验结果基本相当。特别是7Cr13+B涂层更加致密,硬度更高,裂纹和空洞也少于镀铬涂层,因此其抗烧蚀性能更加优越。
5 结论
(1)利用电爆炸喷涂技术可制备熔点更高的金属或合金涂层,在今后或未来延长火炮身管抗烧蚀寿命研究过程中,运用该技术是制备高品质涂层的一种有效方法。
(2)在采用硬度与铬基本相当的涂层材料时,运用电爆炸喷涂技术制备的涂层的抗烧蚀性能总体优于电镀铬层。
(3)运用电爆炸喷涂技术制备涂层比电镀成本低,且更环保。
[1]徐滨士,马世宁,刘世参,等.中国表面工程技术的发展和应用[C]//全国材料表面与界面的科学与工程研讨会论文集.北京,1998:1-7.
[2]马祥,白德忠.大型锻件制造工艺[R].包头:内蒙古第二机械职工学院,1984.
[3]才鸿年,张玉诚,徐秉业,等.火炮身管自紧技术[M].北京:兵器工业出版社,1997.
[4]徐滨士,马世宁,刘世参,等.表面工程的应用和再制造工程[J].材料保护,2000(3):1-4.
[5]Vlatsos A E.Near-infrared Radiation Intensity from Exploding Wire[J].Journal of Applied Physics,1973,43(10):3621-3526.
[6]曾志银.火炮身管强度设计理论[M].北京:国防工业出版社,2004.
[7]陈永才.国内外火炮身管延寿技术研究进展[J].兵工学报,2006(2):13-14.
[8]计亚平.电热爆炸喷涂工艺与设备开发及应用技术报告[R].杭州:机械科学研究院浙江分院有限公司,2009.
[9]国防科学技术工业委员会.GJB3565A-2007中大口径滑膛炮身管内膛抗烧蚀镀铬层规范[S].北京:国防科工委军标出版发行部,2007.
[10]裘立奋.现代难熔金属和稀散金属分析[M].北京:化学工业出版社,2006.
