双环扣自动弯丝机总体设计
2011-08-26刘文学刘跃辉单根立
刘文学,刘跃辉,单根立
LIU Wen-xue, LIU Yue-hui, SHAN Gen-li
(河北科技大学 机械电子工程学院,石家庄 050026)
0 引言
扣状绑丝广泛应用于建筑和环保领域中的捆绑和定型,需求量大。扣丝加工工序包括:校直、左端折弯270°、右端折弯270°、水平折弯90°、垂直折弯90°等工序。如图1所示。目前国内主要依靠手工生产,生产效率低,劳动强度大,扣丝质量低。因此研发一种自动弯丝机将具有较强的实用性和现实意义。
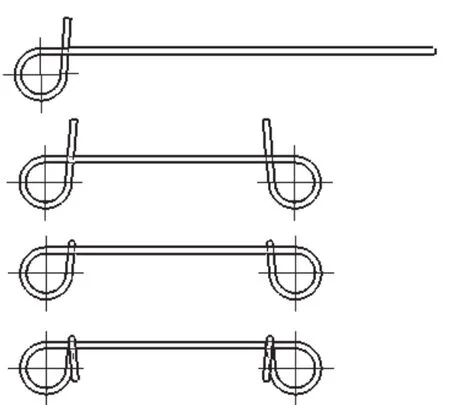
图1 扣丝加工工序
1 总体结构及工作原理
总体结构:弯丝机主要由送丝校直系统、弯丝机构和PLC气动控制系统组成。送丝校直系统由进丝块、送丝校直机构(纵向和横向校直轮对)、主从动送丝轮对、导丝块、牵引力调节机构、减速电机、齿轮传动副、电磁离合器组成。弯丝机构主要由断丝机构、两个270°旋转折弯机构、水平折弯90°推板、弯丝压头、垂直折弯90°推板、导丝托板及气缸组成。PLC气动控制系统主要由PLC、气动电磁换向阀、非接触式电磁传感器组成。其总体结构如图2所示。
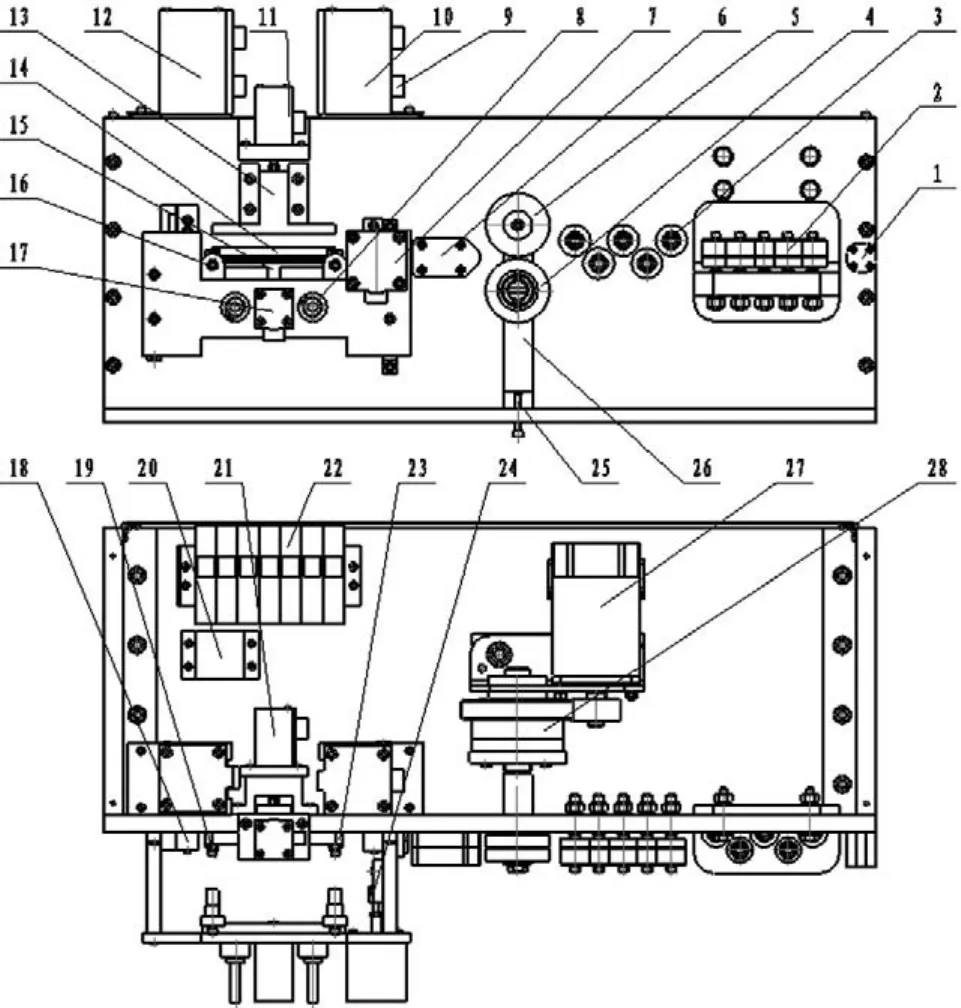
图2 总体结构
工作原理:盘状钢丝经进丝块缠绕在纵向和横向校直轮对上,钢丝端部穿过主从动送丝轮对圆柱表面间的V型槽进入导丝块。启动按钮,电磁离合器啮合,减速电机驱动主动送丝轮旋转,主从动送丝轮对在摩擦作用下,牵引钢丝实现校直,同时将校直后的钢丝输送进弯丝机构。此时,垂直折弯推板和导丝托板处于伸出状态,两板之间自然形成送丝通道,保证钢丝顺利通过左右弯丝头,到达非接触式电磁传感器,送丝到位,电磁离合器断开,送丝停止。垂直折弯推板和导丝托板退回,弯丝压头压下,防止钢丝滑出弯丝头,左弯丝头逆时针旋转270º弯丝,切断气缸驱动动刀头断丝,右弯丝头顺时针旋转270º弯丝,水平折弯推板推出,完成钢丝水平折弯90º后退回,弯丝压头抬起,垂直折弯推板推出,完成钢丝垂直折弯90º后退回,双环扣状绑丝最终成型,导丝托板伸出退料,垂直折弯推板伸出,电磁离合器啮合,进入下一个工作循环。
折弯动作均通过气缸驱动,其中弯丝头旋转270º采用气缸驱动齿条带动齿轮旋转实现,通过弯丝头上的弯丝立柱和弯丝圆柱头夹持钢丝旋转实现270º的折弯效果。利用弯丝头拨丝斜面拨动钢丝,保证钢丝丝头旋转过程中始终内嵌于钢丝后面,为水平折弯90º提供可靠保证。如图3所示。
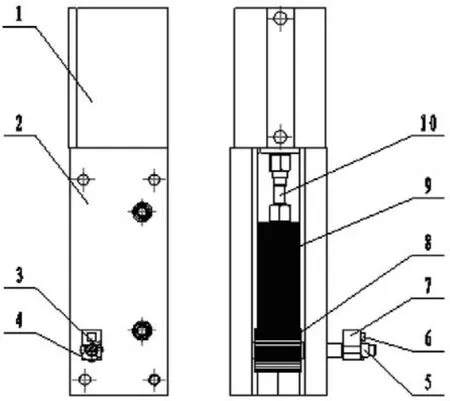
图3 弯丝机构
通过调节螺钉调整主从动送丝轮对间弹簧预紧力的大小,实现改变摩擦牵引力大小的目的。由于采用弹簧预紧方式,防止了送丝过程中抱死。送丝到位与气缸行程均通过非接触式电磁传感器控制。
2 PLC 气动控制系统
PLC 气动控制系统主要用来检测传感器信号,控制电磁离合器的开合以及气动电磁换向阀换向,实现各气缸的伸缩,从而实现各弯丝过程。控制系统流程如图4所示。
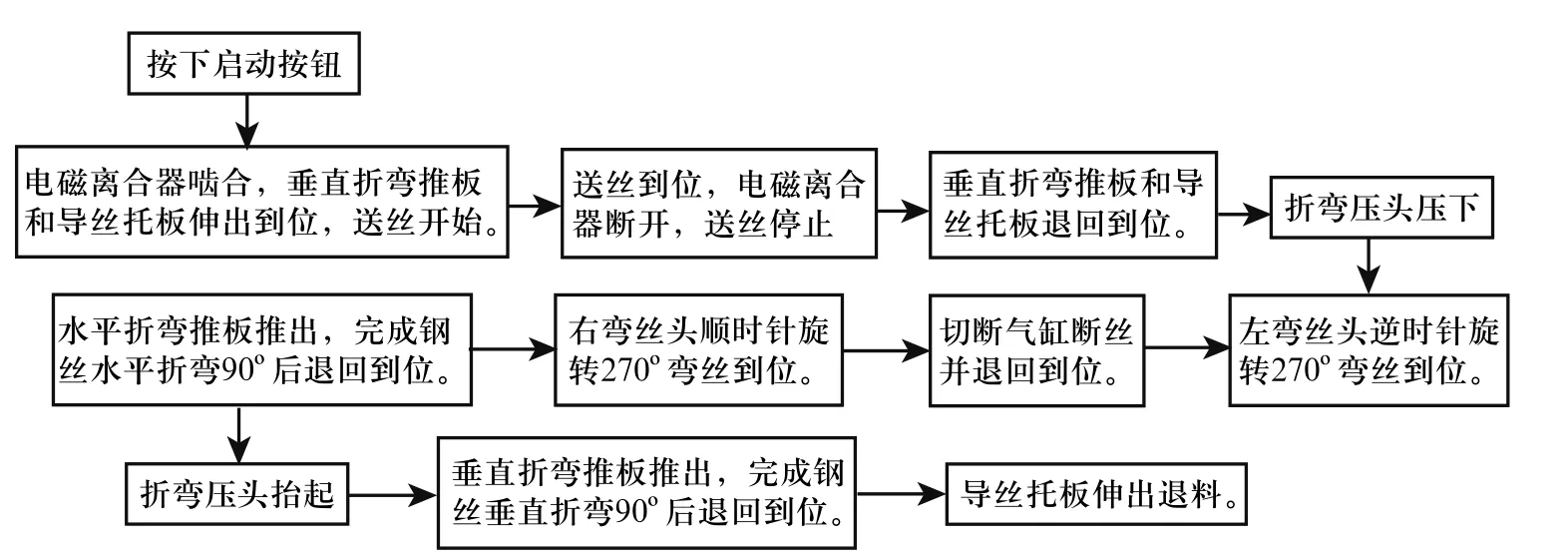
图4 控制系统流程图
3 结束语
双环扣自动弯丝机的开发能有效改变当前手工作业模式,实现扣丝的自动化生产。提高了产品的质量,提高了生产效率,降低了成本,减轻了工人的劳动强度,具有较好的市场前景。
[1]张焰辉, 赵敏杰, 贺吉良. 一种简单实用的钢丝辊式矫直器[J]. 金属制品. 2000.10(5): 35-37.
[2]闫东升, 曹志清, 孔改荣. FDM工艺送丝驱动机构的摩擦驱动力分析[J]. 北京化工大学学报. 2003(3): 71-73.
[3]钱国新, 刘世杰, 郁伟, 祈建英. 电磁离合(制动)器的动作特性与选用计算[J]. 机床电器. 1999(1) : 32-38.
