剔除式饮料啤酒分瓶器设计及电气控制
2011-08-26李金热
李金热
LI Jin-re
(南京工业职业技术学院 机械工程系,南京 210046)
0 引言
所谓分瓶器,是在瓶装啤酒及饮料进入自动包装机械(例如装箱机、瓦楞纸箱包装机、热收缩塑膜包装机等)中.将排列好的瓶子进行分组,以便进一步包装的机构。它是包装机械中一个首当其冲的环节,它的优劣关系到整机性能的好坏。随着啤酒行业的快速发展,啤酒生产技术不断更新,生产规模不断扩大,目前国产的生产线已达到36000瓶/小时,国外先进的生产线已达到60000瓶/小时。随着这个行业的速度往高速线方向的发展以及不同的瓶型,包括方瓶等异型瓶在多列进入纸包和塑包机器的需求,导致了对剔除式分瓶器的需求。目前各企业均是引进国外设备,德国海富HEUFT 、克朗斯KRONES 美国美灏MIHO是排名前列的典型的供应商。由于国外产品的价格非常昂贵,限制了中小企业的使用,并且增加了包装成本。因此需要开发性能优越、价格较低的机型,适应于中小企业使用。
1 分瓶器基本组成及工作原理
剔除式分瓶器的主要目的是把灌注机和贴标机等高速设备的出口出来的单列的产品分成两道,进入不同的两个队列,中间有护栏分隔,以进入下一个要求分列进入的机器,如纸包机或塑包机。纸包机或塑包机一般要求三列/四列或更多列进入机器内部,所以在剔除式的分瓶器后还要有相应的二次分配的装置。剔除式分瓶器在实现一列分两列时,已经在产品间产生了巨大的间隔,故二次分配装置极易实现。
剔除式分瓶器主要包含检测部分和分瓶装置,如图1所示。
检测部分主要为光电开关和编码器,光电开关用来检测位置和计数;编码器安装在减速机的轴上,决定电磁阀控制的分瓶头的推出和回缩时机。

图1 分瓶器结构示意图
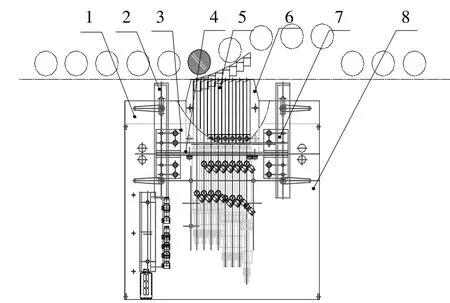
图2 分瓶装置示意图
分瓶装置主要由机架、导向装置、气动系统等组成,其结构如图2所示。机架主要起支撑作用;导向装置是由多块导向板组合在一起,安装在气缸的活塞杆上,气缸队列通过连续性的伸出和缩回,改变出口护栏的位置,引导产品进入不同的两个队列。其关键在于气缸变换位置后的导向板的孤度以及控制气缸伸出和缩回的时机,保证护栏的柔性切换和瓶子通过的稳定性,不至于发生倒瓶影响生产效率的问题。气动系统主要由贮气罐、电磁阀及底座和可调气缸等组成。气动原理图如图3所示。
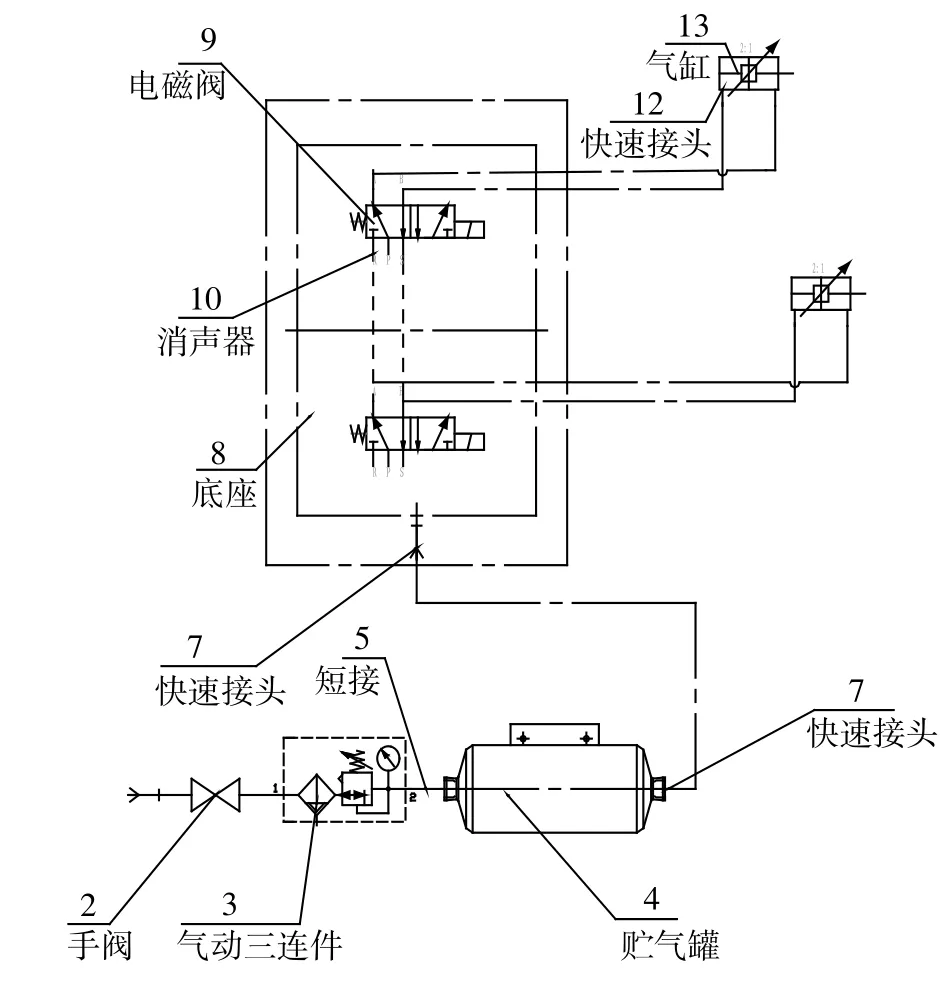
图3 分瓶器气动原理图
2 控制系统
2.1 硬件设计
通过对分瓶器工作流程和气动系统原理分析可知, 分瓶器动作虽不复杂,但动作速度快,各动作之间需要相互配合协调控制,具有多个的接近开关以及磁感应传感器,控制气动控制回路以实现分瓶过程的顺利进行。
8缸分瓶器控制系统由人机界面HMI、PLC、编码器等组成。
人机界面HMI根据工艺要求采用西门子TP270,完成瓶型的选择、开机操作、参数显示、气缸的行程调节、系统设定等功能。
PLC采用SIEMENS 313C-2DP作为控制单元,外加1块16DI/16DO扩展模块、1块SM 332 AO2x12Bit输出模块1块和高速计数模块。313C CPU模块带DP接口,可连接到现场的PROF IBUS2DP网络上,集成于上一级控制系统。
2.2 软件设计
本程序采用SIEMENS STEP 7作为编程软件,采用模块化程序设计方法,用文件块的形式管理编写的程序及程序运行所需的数据。整个控制程序可分为瓶型控制、故障处理信息处理和瓶型选择等三个主要模块,分别将这三个模块设计成独立对应的子程序,供主程序模块调用。程序框架如图4所示。
1)组织块OB1
OB1是主程序循环块,在执行时要调用FC100、FC490和FC504等实现不同功能的功能块,另外,主程序还要实现手动/自动系统运行指示等功能。
2)分瓶控制系统块FC100
分瓶控制系统块FC100的功能是完成1#分瓶器的分瓶控制、分瓶阀组控制和复位控制。3个功能分别由FC101、FC103和FC105功能块实现。分瓶控制FC101使用高速计数器SFB47计数编码器的脉冲数,1#分瓶控制数据存放在DB101中;分瓶阀组控制FC103实现8个电磁阀的手动/自动控制,相关数据从1#分瓶器阀组DB103 中调用;复位控制FC105是气缸活塞杆伸状态时,此轮最后一个瓶子走过最后一个气缸后,复位气缸使活塞杆处于缩回状态。

图4 程序框架图
3)故障信息处理功能FC490
故障信息处理功能FC490的功能是系统急停故障显示及系统复位指示。故障信息放入数据块DB490,供程序调用。
4)瓶型选择功能FC504,瓶型选择功能FC504实现瓶型1与瓶型2选择,瓶型1与瓶型2的参数通过SFC20传送DB504中,供FC504使用。从而可以通过人机接口上的按钮选择瓶型。
5)另外程序中还包含初始化块OB100、通信故障中断组织块OB87、机架故障组织块OB86和诊断中断组织块OB82。
其中以分瓶控制子程序为例,分瓶控制块FC100的程序如下:
Network 1
CALL "DIVIDER 01 CTRL FC" FC1011#分瓶控制FC
NOP 0 Network 2
CALL "DIVIDER 01 VAVLE GP FC" FC1031#分瓶器阀组FC
NOP 0 Network 3
CALL "DIVIDER RESET CTAL" FC105复位控制FC
NOP 0
2.3 系统的组态设计
系统的组态设计采用SIEMENS公司WinCC Flexible,它可以为所有基于Windows CE 的SIMATIC HMI设备组态。运行系统在过程模式下执行项目,实现与自动化系统之间的通信、图像在屏幕上的可视化,各种过程的操作、过程值的记录和报警事件。触摸屏组态主要完成运行状态监视、系统运行模式选择、参数设定及故障报警等功能。经过组态设计后,主要有主画面、分瓶器手动操作、运行状态监视和系统参数设定等4个画面。主画面控制瓶型的选择;分瓶器手动操作控制阀组的手动调整;系统参数设定完成触摸屏的校正和清屏工作。设备运行过程中的运行状态监视界面如图5所示。

图5 运行状态监视界面
3 结束语
8缸剔除式分瓶器已经应用在24000BPH啤酒饮料灌装线上,经过一段时间的试运行,分瓶器运行可靠、稳定性好,倒瓶率低,每小时倒瓶率<1/10000。因为替代了昂贵的进口设备,用户节省了采购费用,同时也也满足了对方形等非传统圆柱形的异性瓶的包装需求。
[1]王国海. 可编程控制器应用技术[M]. 北京: 中国劳动社会保障出版社, 2008.
[2]常晓玲. 电气控制系统与可编程控制器[M]. 北京: 机械工业出版社, 2004.
[3]SIEMENS(西门子)公司. SIMATIC Step 7 梯形图编程手册[Z]. 1998.
[4]SIEMENS(西门子)公司. SIMATIC Step 7-300 PLC硬件模板手册[Z]. 1998.
[5]廖晓科, 廖罗尔. 基于PLC改进啤酒灌装线控制系统故障诊断的研究. 食品与机械, 2009, (3): 82-83, 119.
[6]王庄勇. 红外线自动检测验瓶机的设计.包装与与食品机械, 2004, (2): 18-20.
[7]刘海丰, 周秀梅.啤酒及饮料包装机械的几种分瓶系统的比较[J]. 食品与包装机械, 2003(5): 39-41.
[8]辛一行. 现代机械设备设计手册. 北京: 机械工业出版社,1996.
