我国火电厂自动化与信息化技术的进展
2011-08-15肖伯乐
肖伯乐
(上海发电设备成套设计研究院,上海 200240)
随着改革开放和电力建设的发展以及信息、控制、计算机等技术的进步,目前我国在火电厂主机控制、辅机控制、信息管理、优化运行等技术的应用方面都已接近或达到国际先进水平.自动化信息化技术和自控仪表设备在确保火电厂安全可靠高效运行中扮演着不可缺失的角色.目前大型火电机组的监控系统和30年前的控制水平已不可同日而语,不论是监控保护系统还是数字化仪表和控制设备,都已成为火电机组的运行保护以及运行管理的必要支持和手段.随着高参数、大容量、高效率和低煤耗的超临界发电机组的应用,热力系统对自动控制也提出了更高的要求.根据机组特点建立控制策略,在控制和保护系统发挥正常功能的基础上,完成锅炉燃烧和烟气排放的最佳运行工况、减少操作人员对机组运行的干预、提升响应速度和延长机组寿命的综合目标.现代火电厂的自控系统和设备,不仅提升了对机组运行的保护能力,同时也为火电机组的高效运行提供了有力的支持.
火电厂自动化信息化的快速发展得益于20世纪80年代国家改革开放的政策,大规模的电力建设为其发展奠定了基础[1].火电机组单机容量的不断增大对控制系统提出了新要求,为保证机组的安全经济运行,机组主、辅机系统控制回路和检测参数的数量也大大增加,对控制系统提出了更高的要求.
国外电站控制的理念、先进技术和设备的引进,进一步推动了国内火电厂控制技术水平的进步.30年前开始的石横电厂300 MW机组和平圩电厂600 MW机组的技术引进,为火电厂带来了新的监控模式.数据采集(DAS)、机炉协调控制(CCS)、炉膛燃烧安全管理(FSSS)、机组程控(SCS)、汽轮机数字电调(DEH)、旁路控制(BPS)、汽轮机保护(TSI)及煤、灰、水、吹灰等辅机程序控制系统的功能消化、系统设计和产品开发,奠定了国内火电厂控制系统技术开发及相关产品和产业领域的发展基础.
分散控制系统(DCS)、可编程序控制器(PLC)、现场总线控制系统(FCS)和管理信息系统(MIS)、厂级监控系统(SIS)以及先进控制策略的应用已成为火电厂自动化信息化发展的重要标志.
1 计算机技术在主辅机监控系统的应用
1.1 主机采用DCS控制
分散控制系统(Distributed Control System,DCS)是20世纪70年代中期发展起来的新型数字控制系统,它是 4C技术——计算机(Computer)技术、控制(Control)技术、通讯(Communication)技术和图形显示(CRT)技术相结合的产物.随着技术的发展,它又结合了信息(Correspondence)管理技术,目前的DCS是完成过程控制和信息管理现代化的装置(即5C技术).DCS代表着当前自动化控制领域的发展方向,在火力发电厂得到了广泛的应用,取得了显著效果.DCS系统主要构成:一是网络,通过通信线路互连的计算机系统;二是微处理器,是DCS的硬件基础;三是IO通道,现场信息和人机界面的输出输入形成的互动;四是图形技术,直观的图形技术取代了传统的模拟屏.
20世纪80年代末和90年代初,随着整套进口机组的汽轮机和锅炉控制系统采用微机分散控制系统(DCS),在国产引进型机组上也逐渐开始采用进口和国产的DCS.火电厂的控制水平从“中等适用”推进到“积极稳妥地逐步推广应用DCS”.随着火电厂采用微机分散控制系统,对DCS认识和了解的加深,DCS在主控系统的应用从一开始3功能(MCS,SCS,DAS)的应用,而后根据电厂系统的设计和需要增加到 8功能(MCS,SCS,DAS,DEH,FSSS,BPS,ECS,BOP),目前国内已经有全厂主辅机控制系统都采用DCS组成控制系统的应用经验.
随着DCS在各行业的应用,火电厂也对DCS提出了许多新的要求,为此世界各国DCS厂商纷纷加强更高水平的DCS的开发研究,各国主要制造商已将DCS系统开发成为功能齐全、配置灵活的系列产品.ABB公司的AC800系统、Honeywell公司推出的PKS、Siemens公司的PCS7系统以及 Emerson公司的OVATION等产品标志着DCS的不断发展和进步.国际先进的控制系统在技术发展上呈现出以下趋势:规模化、硬件的先进性和软件的易于掌握、先进控制算法的集成、控制卡件智能化、操作站和网络设备的通用化以及网络的开放和互联.
同时多家国产的DCS品牌也开始有了自己的发展领域,从开始只能在小的火电机组上配套,到现在已经在1000 MW超临界火电机组上获得了应用,标志着我国DCS产品的硬件和系统开发趋于成熟.目前国内的工程厂商在国际、国内仪表供货商的支持下,已有能力完成各种火电机组:汽包炉、直流炉、(超)超临界机组、风冷机组、循环流化床、燃气-蒸汽联合循环机组、生物质发电和垃圾焚烧炉等的控制系统设计、配置、组态和调试运行工作.
1.2 辅机采用可编程序控制器联网
火电厂辅机控制也从继电器的逻辑控制逐步进入可编程序控制器(PLC)控制的应用阶段.PLC系统具有以下特点:功能丰富、网络功能增强、编程逐步标准化和模块微型化.PLC为用户提供了更为集成的计算机控制系统,由于其抗干扰能力强和工业环境应用的条件,以及控制软件(梯形图和逻辑控制)的接口容易,在火电厂辅机控制(输煤、化水、除灰渣、吹灰程控等)系统领域上获得了大量的应用.随着微计算机技术和开放软件技术的发展,PLC系统性能得到不断提高,应用领域得到不断扩展.
近年来,火电厂辅助车间控制系统向PLC联网发展.由PLC联网组成的嘉兴电厂辅助车间集中监控系统网络架构见图1[2].
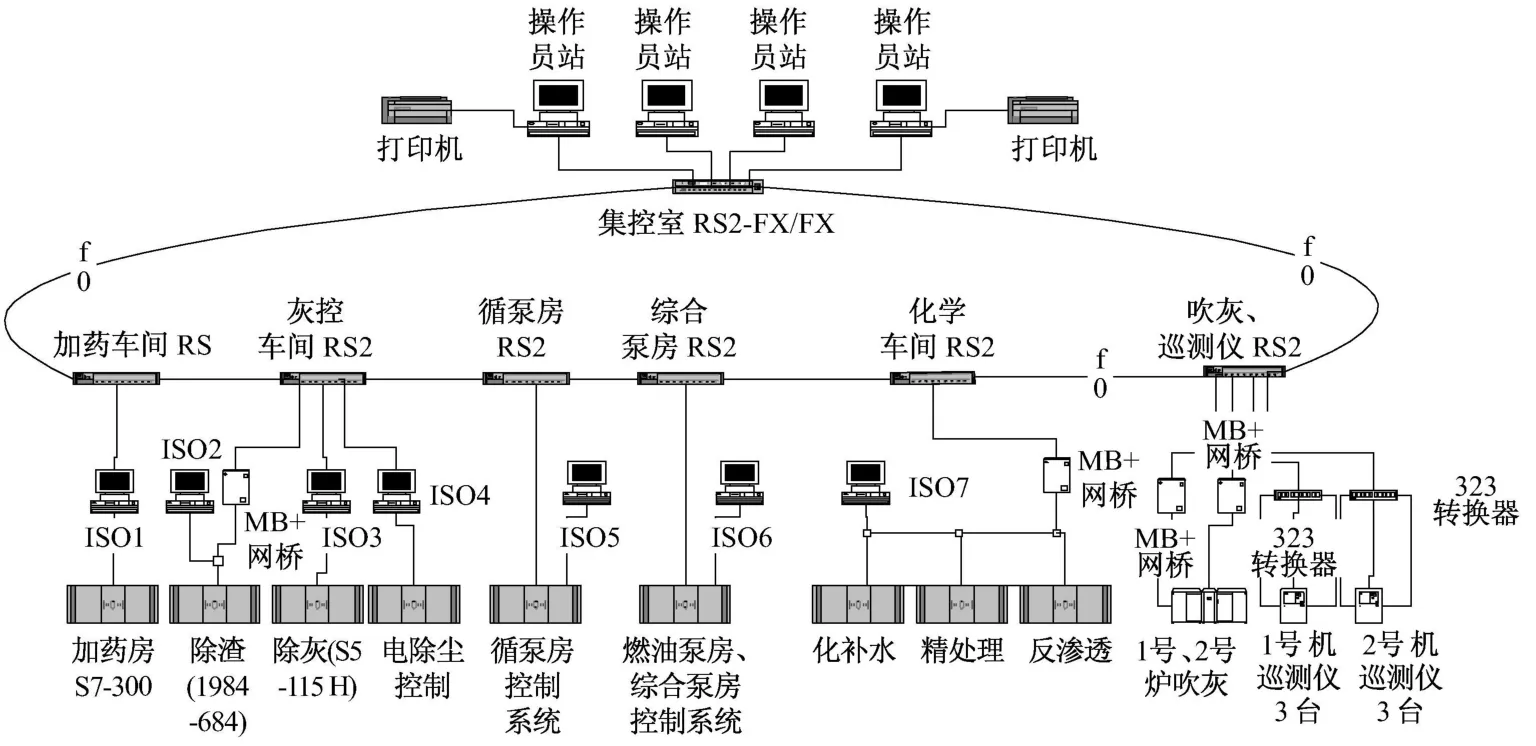
图1 辅助车间集控系统配置图Fig.1 Frame of control system
由图1可知,这一系统实现了加药和取样控制系统、化学补给水控制系统、凝结水精处理控制系统、反渗透水处理控制系统、消防泵控制、除灰控制系统、除渣控制系统、电除尘控制、循环泵房、燃油泵房、综合泵房和吹灰程控系统等的PLC联网.
近年来也有电厂采用DCS作为辅机控制系统,优点是主辅机控制系统的一体化,使机组信息统一管理更方便,同时硬件系统和软件系统的维护和备件更简捷.如越南山洞电厂2台125 MW机组的主机控制采用 DCS,其他系统(输煤、化水、吹灰、除渣、电气和公用系统等)也由DCS完成系统的控制功能和成套配置,现已成功投运.
1.3 以厂级监控信息系统作为运行实时监控平台
20世纪 90年代末,在火电厂主辅机控制(DCS/PLC)已经成熟的基础上,我国专家提出了厂级实时信息监控系统(SIS)的概念,建立全厂生产过程的实时数据库和监控信息平台,这标志着我国火电站的信息化进入了新阶段.
SIS作为厂级实时监控系统的基本功能就是完成实时数据采集,并在此基础上进行数据的优化管理,数据服务于各级运行值班人员和生产管理人员.在实时数据库的支持下,SIS系统还可以推进监控相关应用软件模块的开发.其一般功能包括:全厂各机组之间负荷经济分配、机组级性能计算、优化运行操作指导、故障诊断模块、设备寿命计算和状态检修、耗差分析模块、机组运行状态评估模块和控制优化模块等.
火电厂应用SIS完成其基本功能和开发应用软件功能,主要是为解决数据的可靠性和应用软件的实用性等问题[3].建成SIS的电厂许多已经在数据共享、运行优化、促进状态检修和管理优化方面发挥了一定的作用.以SIS作为机组优化运行的管理和开发平台,取得效益的基础是应该在数据的维护和管理上进一步做好技术的支持,需要有经验的技术开发方和火电厂用户的共同努力,再投入一定的力量以维持SIS的进一步开发和应用.
1.4 现场总线控制系统的应用
20世纪末国际上推出的现场总线控制系统(Fieldbus Control System,FCS),其出发点就是要为用户提供开发性的、具有可互操作性、可互换性和统一标准的测量和控制产品,克服传统DCS和PLC等含有专利技术的控制系统的封闭性问题,减少工程电缆,方便系统维护.现场总线智能设备能够提供丰富的状态、诊断和参数信息,易于建立从现场设备到控制系统和运行操作站的数字化电厂监控系统的基础构架.
虽然FCS具有互操作性、分散性、可靠性、精确性、开放性、经济性和可维护性等优点,但在火电厂应用时并没有像推出早期预期那样取代DCS和PLC.推进迟缓的原因可能包括:由不同仪表商根据不同用途特点推出来的各种不同总线规约和应用标准不一致、功能不完整、互联差、现场智能设备受公司制约、现场通讯冗余不完善、安装工艺和设备与传统的控制设备有差别及难于实现火电厂的控制策略等.火电厂用户对可靠性的考虑,设计院和用户的应用经验对FCS的实施也很重要.
国内某电厂选用现场总线技术的设计策略是[4]:(1)对锅炉、汽轮机的运行安全有重大影响的系统,采用常规 IO方式,如 FSSS、DEH、MEH、BPC、ETS等;(2)SOE、TSI采用常规 IO采集方式;(3)DAS从现场直接采集的信号采用FCS的仪表、设备;(4)SCS、MCS系统中部分子系统的设备采用FCS;(5)电动机采用现场总线;辅助(车间)控制系统,如水、煤、灰等采用现场总线;(6)保护和重要控制回路的4~20 mA变送器选择具有HART协议的变送器.
2 主辅机特殊功能的实现
2.1 快速甩负荷功能逐步成为必需
机组具备快速甩负荷(FCB)功能,在减少机组主燃料跳闸(MFT)引起的蒸汽温度和压力的急剧变化给机组带来的不利影响,机组重启的时间和能源的消耗,以及维护电网的稳定运行等方面都有重要的意义[5].所以有的国家对新建大型电厂运行能力要求须具有2 h以上FCB连续运行能力和电网定期组织FCB功能运行试验[6].
FCB功能系统配置和控制系统的设计目的是:通过对控制系统的设计,充分考虑系统间的相互影响,使机组在出现参数剧烈变化的情况下,仍能维持运行的平稳和工质的平衡.受影响的系统配置和运行参数必须考虑:汽轮机和锅炉的FCB工况的承受能力,FCB工况下辅机运行能力;以及FCB投入时汽轮发电机组的超速控制,燃料风量和负压参数,主汽温度和再热器温度的变化,给水流量的变化,除氧器压力和水位,凝汽器水位和凝结水流量的变化.控制系统的设计应充分考虑FCB动态工况下的工质平衡和能量平衡,给水指令和燃料指令的合理匹配以及燃料切除的时间和影响,以保证在工况剧烈变化的情况下煤水比能够维持稳定.
外高桥第三发电厂2008年成功地完成了FCB试验.负荷从1009 MW降至仅带厂用电,汽轮机转速最高3162 r/min,最低2951 r/min,45 s后可稳定在3000 r/m,而7 min后又能重新并网.该厂系统配置:100%的高压旁路、65%的低旁+100%调节型再热器安全门,汽源快速切换的100%汽动给水泵,大容量除氧器;考虑了凝结水泵和凝结水补水泵的容量等因素.在设备选型配置的基础上,控制系统应考虑本体设备的性能和特点以及各系统间的相互影响,以期达到参数变化不超限制值的目的[7-8].
由于出口机组和国内大型火电机组的需要,推动FCB设计和应用已成为必需.国内已有火电站总包商(如SEC)委托发电设备研究机构(SPERI)针对不同炉型(超临界直流炉、汽包炉)着手研究FCB的通用性系统配置、设备选型和控制系统的设计以及调试方案.
2.2 辅机故障快速减负荷已成达标要求
能够可靠地完成机组辅机故障快速减负荷(RUNBACK,RB)是控制系统要实现的重要功能之一,单元机组在主要辅机1/2(2台中有1台)故障的情况下,为使锅炉不发生灭火,采用迅速降低机组热负荷的方式,确保机组半负荷稳定运行.在RB功能设置上,一般的系统设计包括:送风机、引风机、空气预热器、一次风机、给水泵和磨煤机等6个辅机的功能.
早期的DCS控制系统一般满足于功能设计,而在机组的运行中能否可靠实现RB往往由调试阶段确定.近年来电网参与调峰机组容量等级加大,从安全上和经济上来讲对电网和发电公司都要求减少非计划停运.所以分析RB的失败原因,改进RB的功能设计,提高RB的可靠性是重要课题.国华电力围绕19台600 MW亚临界控制循环汽包炉分析和完善了RB的控制逻辑:RB的目标负荷计算、RB的速率计算等,以及风机、给水控制改进后有效地提高了系统实现RB的可靠性[9].
RB发生时,锅炉的实际蒸发量应快速下降至辅机能承受的范围,并且应留有一定的裕度,以适应机组外部或内部的扰动.为使机组能快速、平稳地将负荷下降至目标值,应考虑以下问题:快速降负荷的方式、汽包水位的控制和主、再汽温的控制.
谏壁电厂的RB设计和试验范围主要考虑在运行工况下2台给粉机跳闸、1台送风机跳闸、1台吸风机跳闸、1台空气预热器跳闸、1台汽动给水泵跳闸且电动泵未联启成功等工况.根据火电厂的运行方式,在1台吸风机跳闸时联锁跳送风机,1台送风机跳闸时反跳吸风机,1台空气预热器跳闸时系统联跳送风机和吸风机.因此RB工况主要考虑燃料、风机、和水泵故障时的运行要求.RB要完成的试验包括2台排粉机跳闸、1台送风机跳闸和1台汽动给水泵跳闸试验.
由于机组设计和机组特性的不同,所以影响RB成功的因素也不尽相同,热控逻辑和系统设计时应认真考虑以提高RB的可靠性.目前,电力建设中已将新建机组的 RB试验作为达标要求,对推动RB的应用起到了很好的促进作用.
2.3 火电机组一键启停已有需求
珠海电厂与研究院所合作在国产600 MW超临界机组上首次实现了一键启停(APS).该系统结合机组启停时对主辅机各设备的要求,通过DCS和PLC,建立整体的连锁程控和控制指令分步完成机组启动准备过程、建立真空系统、锅炉上水、锅炉点火及吹扫、汽轮机冲转、机组并网带初负荷和机组升负荷[10].
在APS的设计中,应该综合考虑机组设备的启动过程,比如给水泵的启动,应考虑启动过程的最小流量控制和给水泵的并泵过程,送风机的启动应考虑最小送风量的控制等.
对于应用DCS开发APS的设计和调试人员来讲,不仅要熟悉火电厂的启停和运行,也要熟悉控制系统的实现过程,才能有效地完成其任务.APS系统不仅对控制逻辑的设计提出了较高要求,同时也对现场的执行器和变送器提出了可操作性和可靠性的要求,同时在保护系统和报警系统的设计中也应该综合考虑APS的要求.
随着越来越多的国内新建电厂和出口机组要求配置自动化系统并具备APS功能,这一需求会进一步推动控制系统的进步和电站自动化的整体水平.
3 基于信息处理技术的控制、监视和保护系统
3.1 燃烧优化控制技术日趋成熟
目前,发电厂越来越多地面临来自电网、环境和自身的压力,节能降耗和减排的呼声高涨,燃烧优化也越显重要.火电厂自控系统和信息系统也具备了一定的条件,比如:DCS的功能、辅助设备的可控性提高、新型测量仪表的在线应用、SIS的应用和计算机实时数据库的建立、热工参数的在线分析和人工智能等先进算法应用等,都为燃烧优化控制提供了有效的工具.
典型的燃烧优化系统原理见图2,燃烧优化器对当前运行工况、系统的性能指标以及实际性能进行优化处理,得出的结果再通过DCS调整参数,从而得到机组的最佳燃烧工况[11-12].
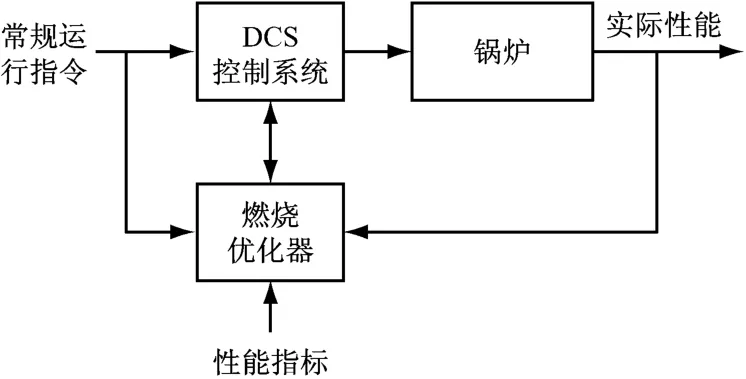
图2 燃烧控制优化原理图Fig.2 Schematic diag ram of optimized combustion control
国外对燃烧优化的研究起步较早,发展也较为成熟,如西门子、GE、Honeywell等大型 DCS制造商都有成熟的应用软件产品,包括:基于统计的燃烧优化系统、基于人工智能的燃烧优化系统、基于混合模型的燃烧优化系统等.
与国外相比,国内燃烧优化起步较晚,但是发展较快,如多测量方法的燃烧优化系统、人工智能技术等都得到了应用[13].西安热工院设计了基于多测量方法的燃烧优化系统,其基础是风、煤在线监测和原煤发热量与锅炉效率在线监测系统.硬件由安装在一次风管上的温度传感器、煤粉仓温度传感器、混合段上的温度传感器、在热风管道上的测速传感器及煤的发热量表、飞灰测碳仪、氧量表、排烟温度测量热电耦等组成.核心内容是监视锅炉燃烧器的风粉状况,为燃烧优化提供依据.
3.2 先进汽温控制技术的应用
锅炉汽温是火电厂重要的安全和经济参数.由于该参数具有大惯性、大迟延和多重因素扰动的特性,采用传统的PID控制往往难以得到理想的控制效果.随着近年来现代控制理论、现代计算技术和计算机技术的进步,国内外相关领域的专家学者和火电站科研技术人员采用新方法和新技术针对过热器和再热器出口汽温的控制进行了持续的研究和改进,通过仿真验证的汽温控制策略就有数十种,已有较多应用成功的报道[14].
金山石化热电厂在310 t/h的CFB锅炉上采用先进温度控制(Advanced Temperature Control,ATC)实现了过热汽温先进控制技术的成功应用[15].ATC可以提高蒸汽温度控制系统的动态特性,提高锅炉出口过热蒸汽温度的稳定性,减小过热汽温变化范围,进而可允许过热汽在更高温度上运行,以获得更高的热效率.末级过热器的ATC控制器通过调节入口温度的设定值,实现过热蒸汽温度控制.图3是先进温度控制的原理图.ATC以多变量速率最优预测控制器为基础,使用了模型预测控制技术的计算引擎和范围控制的概念,可以提高锅炉过热汽温的稳定性.因此可以允许过热器在不超过其材料温度限制的前提下,能够工作在更高的温度并达到更高的热效率.

图3 先进温度控制原理图Fig.3 Schematic diagram of advanced temperature control
国内已应用先进汽温控制策略的电厂:神头电厂500 MW机组采用状态变量控制器用于主蒸汽温度控制;山东菏泽电厂采用INFI90的Smith预估器模块,用在2台300 MW 机组的过热汽温和再热汽温控制系统上,过热汽温可控制在±5 K范围内,再热汽温控制在±8 K范围内.
锅炉汽温先进控制策略的应用取决于是否易于整定和使用效果.有些DCS厂商在应用软件中加入了带有汽温控制的ATC算法软件模块;国内有专家采用机理分析的方法计算过热器和再热器的动态特性,得出相位补偿的PID控制方案,也取得良好的控制效果[6,15-16].
3.3 软测量技术的应用
软测量技术是基于现代控制理论和测量理论、计算技术的发展而成长起来的新型检测技术,目前在理论与实际应用方面都取得了一定的进展.软测量的基本思想是把自动控制理论与生产过程知识有机地结合起来,应用计算机技术,对难以测量或者暂时不能测量的重要变量(或称主导变量),选择另外一些容易测量的变量(或称辅助变量),通过某种数学关系来推断或者估计,以软件计算来替代硬件(传感器)的功能.相对于复杂的和易于受现场干扰影响的检测仪表,测量过程变得简单而有效.软测量可很方便地按被测对象特性的变化进行修正和改进,因此软测量技术的可实现性、通用性、灵活性和低成本等方面均具有特色.
氧量(体积分数)软测量已作为SIS系统的高级模块,在唐山热电厂2台机组中长期运行.目前采用软测量技术有:基于PRMS方法的烟气含氧量软测量,基于人工神经网络的磨煤机磨筒内负荷软测量系统,基于信息融合的再热蒸汽流量实时软测量,基于数据融合方法实现风机流量软测量,锅炉汽包水位的软测量和CFB锅炉炉膛放热量软测量.上述测量技术都有应用的报道[11,17].
CFB锅炉过程变量的强交互作用和床温控制对象的逆向响应特性,使得常规控制策略难以满足其控制要求.采用基于Kalman滤波的软测量技术,建立CFB锅炉床料中的燃料量、释放热流量、石灰石量和石灰石消耗率的非线性模型的线性化处理用于燃料控制,从而达到调节一、二次风量和燃料量,同时控制床温、氧量、床料中燃料量和热流量.
通过软测量技术,能够得出锅炉响应计算中不能直接测量的过程变量,建立的软测量模型经过线性化后使控制系统得到简化,有利于先进控制系统的投运.软测量技术在火电厂的进一步开拓应用对热工过程的控制水平的提高和优化控制系统具有重大意义.
3.4 容错保护策略的实现和故障安全控制系统的应用
为保证火电厂的安全经济运行,自动连锁保护一直是火电厂自动化系统的重要功能.火电厂热工保护包括锅炉保护、汽轮机保护、辅机保护以及机、炉、电大联锁保护.安全相关系统应包括炉膛安全监视系统(燃料安全系统和燃烧器控制系统)和汽轮机紧急跳闸系统(包括超速保护和紧急跳闸功能等).
越来越多的火电厂在FSSS系统中采用故障安全型控制系统的配置[18],如:七台河电厂300 MW机组DCS系统为Honeywell TDC3000系统,FSSS功能采用 Honeywell公司的故障安全型控制器FSC;嘉兴电厂一期2台300 MW机组DCS为Siemens公司 Teleperm-ME系统,FSSS中也采用了AS200 EHF三冗余故障安全自动化系统.在我国出口机组的FSSS系统中也更多地采用了故障安全型控制系统.
为提高控制和保护的可靠性,系统设计对重要的热工信号、保护信号和测量仪表都采取了冗余配置或者三选二的配置,但仍然不能避免保护系统的误动作.由于工程设计、制造、配置、设备老化和人为等原因造成热工保护误动和拒动,机组跳闸和非计划停运的现象仍有发生[19].
在优化保护逻辑设计、优化保护系统配置、强化保护信号管理和维护的基础上,国内火电厂在保护系统中开始尝试容错保护系统[20].基于信息融合的容错系统和智能保护概念的应用为火电厂保护系统的设计提供了新思路,可以充分发挥计算机系统和数据库的运算处理能力.保护系统通过对其它相关的物理和热工信号的计算和辅助判断,提高机组保护的可靠性.
上海外高桥电厂在热工保护容错系统方面也作了积极的努力,探索在DCS中增加智能监控保护软件模块,通过多个信息综合判断的处理方式,达到提高机组运行保护可靠性的目的.该智能保护控制系统设计思想是在原有保护系统的基础上,增加一个智能故障诊断单元,通过信息融合故障诊断系统的处理,得出系统故障、保护误动或保护拒动的判断结论,减少由于单个检测元件故障带来的整个系统决策失误的可能性.
4 循环流化床控制系统的成功开发
循环流化床(CFB)燃烧技术是最近几十年发展起来的一种新型燃烧技术,由于CFB锅炉具有燃料适应性广、燃烧效率高、高效脱硫的特点,因此近年来有了很大的发展.
由于CFB锅炉燃料是在流化状态下燃烧的,锅炉燃烧系统是一个大滞后、强耦合的非线性系统,各个变量之间相互影响,加上有飞灰循环,燃烧过程比煤粉炉复杂.有的被调参数同时受到几个参数的共同影响,如床层温度要受到给煤量、石灰石供给量、一次风量、返料量及排渣量等多个参数控制.有的参数又影响多个被调参数,如给煤量不仅影响主汽压力,还影响床温、炉膛温度、空气过剩系数及SO2质量分数等参数.
金山石化自备电厂由芬兰福斯特惠勒生产的310 t/h CFB锅炉(母管制运行),其煤和石油焦混烧机组的控制系统就是在锅炉燃烧特性试验基础上完成的[21]:燃料量变化对锅炉氧量、床温、床压、主汽流量和主汽压力的影响;一次风变化对锅炉氧量、床温、床压、主汽流量和主汽压力的影响;上二次风变化对锅炉氧量、床温、床压、主汽流量和主汽压力的影响;下二次风变化对锅炉氧量、床温、床压、主汽流量和主汽压力的影响;返料量对床温、压力的影响;石灰石量变化对床温、氧量、主汽压力和流量的影响.
控制系统的设计、调试人员对火电厂机组的参数和动态特性以及运行机理的了解,对于机组控制系统的优化运行非常重要.应用DCS可以解决控制模块的设置、控制系统的仿真、系统调试的试验曲线演示和重放;能否通过有针对性的系统设计解决系统的大滞后、强耦合和非线性带来的扰动影响,使火电厂的系统工作在最佳状态,是目前大量在运行机组DCS应解决的问题.
5 今后的任务
国家对能源和环保的重视以及机组的节能降耗、环保减排和安全运行要求的提高,有力地推动了火电厂自动化工作的开展.笔者认为火电厂自动化和信息化今后的任务重点在于:
(1)用好机组配置的控制系统.诊断已有DCS、PLC、FCS和SIS等系统的功能,控制和监控系统能否达到设计的要求,现有系统能否起到监控和保护系统的应有效果.对现有信息和控制系统进行优化和完善,是提高机组和设备运行总体效能的基础.
(2)采用先进控制技术,落实火电厂全厂机组运行优化的效果.从火电厂的设计、运行和设备改造等不同角度完成优化工作,以取得火电厂机组能耗以及设备运行可靠性等方面的优化效果.先进控制技术的应用落实,自动化信息化和机组主辅机系统运行功能的紧密配合以实现其效果.比如可以从负荷优化调度、给水回热优化、循环水系统优化、吹灰时间间隔优化、控制系统的优化、燃料混合燃烧的优化、锅炉制粉系统的优化、发电厂补水系统的优化和厂用电系统优化等方面,结合系统和设备的运行要求完成优化调整的任务.
(3)推动基于信息融合的火电厂自动化的发展.基于信息融合的自动化技术和智能控制技术,发挥信息平台和数据处理的能力,有效地推动火电厂自动化技术应用的进步.继续加强在优化燃烧、优化汽温控制、优化吹灰、软测量技术、容错保护系统、主辅机设备诊断、设备的寿命管理和远程运行诊断等方面的工作,其效果都会在发电机组的监控策略、监控标准和监控设备的未来发展上得到印证.
6 结 论
随着计算机监控系统的进步、数据库的完善、控制策略软件的进步,自动化和信息化技术应用的不断实践和创新,新型传感器和执行器在智能化方面的技术进步、控制优化以及机组主辅机设备运行在线诊断和远程诊断等方面的技术成果,都为机组的安全可靠、经济高效运行提供更为有效的技术支持.继续深入研究、完善并发展自动化和信息化技术用于火力发电厂生产过程,配合超临界大型发电机组和新型发电技术(如IGCC)的应用,为火电厂带来了日益增长的经济效益和可靠的运行保证,是很有意义的课题和发展方向.
[1]侯子良,侯云浩,张国斌.我国火电厂自动化技术发展与展望[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:1-6.
[2]杜永春,徐米清,吴孚辉,等.火力发电厂辅助车间集中监控系统及其应用[C]//2002自动化信息化年会论文集.上海:中国动力工程学会,2002.
[3]黄孝彬,牛玉广.SIS规划建设应用的关键点[C]//2006(北京)自动化信息化年会论文集.上海:中国动力工程学会,2006:1-7.
[4]金黔军.现场总线技术在华能金陵电厂二期(2台1000 MW)机组控制的应用研究[C]//2008(长沙)自动化信息化年会论文集(三).上海:中国动力工程学会,2008:60-66.
[5]明学星,杨建军.关于FCB技术浅析[C]//2010(江阴)自动化信息化年会论文集.上海:中国动力工程学会,2010:127-130.
[6]李旭,高升,郭荣,等.过热器,再热器的动态特性与控制[C]//2010(江阴)自动化信息化年会年论文集.上海:中国动力工程学会,2010:179-185.
[7]金峰.1000 MW机组FCB功能的实现[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:101-107.
[8]冯伟忠.900 MW超超临界机组FCB试验[J].中国电力,2005,38(2):74-77.FENG Weizhong.FCB test for 900 MW supercritical units[J].Electric Power,2005,38(2):74-77.
[9]赵军.控制循环汽包炉机组快甩负荷的研究[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:84-89.
[10]戈黎红,杨景琪,章伟杰.超临界机组自启停控制系统的研究[C]//2008(长沙)自动化信息化年会论文集(二).上海:中国动力工程学会,2008:18-23.
[11]赵征,刘吉臻.基于信息融合的锅炉燃烧优化技术研究[C]//2008(长沙)自动化信息化年会论文集(二).上海:中国动力工程学会,2008:13-17.
[12]刘继伟,曾德良,刘吉臻,等.电站锅炉燃烧优化技术的应用于发展[C]//2010(江阴)自动化信息化年会论文集.上海:中国动力工程学会,2010:293-301.
[13]司风琪,周建新,徐治皋.大型电站燃煤锅炉运行优化技术研究及应用[C]//2008(长沙)自动化信息化年会论文集(二).上海:中国动力工程学会,2008:31-37.
[14]杨平.论电站锅炉汽温控制研究进展[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:59-65.
[15]赵伟杰,龚文刚.循环流化床锅炉过热温度控制对象特性及控制方案[C]//2010(江阴)自动化信息化年会年论文集.上海:中国动力工程学会,2010:170-178.
[16]陈杰.300 M W机组过热汽温优化控制方案研究[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:128-133.
[17]吴盈,徐治皋,司风琪.基于PRMS方法的烟气含氧量软测量[C]//2010(江阴)自动化信息化年会论文集.上海:中国动力工程学会,2010:401-405.
[18]邹金昌.改善火电厂保护控制系统的安全性和可靠性[C]//2002自动化信息化年会论文集.上海:中国动力工程学会,2002.
[19]侯云浩,张国斌.提高火力发电厂热工保护可靠性的方案与策略探讨[C]//2006(北京)自动化信息化年会论文集.上海:中国动力工程学会,2006:93-96.
[20]张良军,周辉,林光锐.3、4、5号机辅机振动测量可靠性研究[C]//2010(江阴)自动化信息化年会论文集.上海:中国动力工程学会,2010:111-121.
[21]赵伟杰,刘鹏翔,郭荣,等.先进控制在循环流化床机组中的应用[C]//2008(长沙)自动化信息化年会论文集(一).上海:中国动力工程学会,2008:17-27.
