高耐蚀耐磨非晶纳米晶复合涂层在水轮机转轮上的应用
2011-07-12刘文举樊自拴
胡 江, 刘文举, 周 昊,樊自拴
(1.河北易县水利局,易县 074200;2.河北易县旺隆水电站,易县 074200;3.北京科技大学腐蚀与防护中心,北京 100083)
易县地处太行山脉北端东麓,河北省中西部,地域广阔,全县总面积2534平方公里,地势西高东低,流域面积200平方公里以上的河流有五条,特别是西部山区落差大,水流急,形成了丰富的水电资源,全县水能资源理论蕴藏量为30.64万kW,可开发量为23.3万kW。1995年易县通过国家验收成为河北省唯一的初级电气化县, “十五”和“十一五”期间易县又分别被国务院批准列为全国水电农村电气化县。截止目前易县农村小水电运行电站9座,总装机容量29860kW,设计年发电量11552万kWh,水轮机25台,有混流式水轮机也有冲击式水轮机,有立轴布置也有卧轴布置,既有引水式电站也有坝后式电站,其中7座引水式电站都分布于拒马河流域。拒马河河水含沙量大,年平均含砂量为2.92kg/m3,多年平均输砂量91.3万t,多为推移质,颗粒粗,粒径d50=lmm,大部分为石英,硬度大,磨损力强。近年来天旱少雨,引用水流量小,影响渠道沉沙池及各电站沉沙池的排沙效果,造成汛期过机泥沙量大,加上各电站水轮机组吸出高程均为+Hs,即均为正值,形成空蚀、磨损联合作用,而各电站水轮机均按清水河流条件设计,机组转速高,因此加剧了水轮机过流部件的磨蚀破坏。
为了解决上述问题,多年来我们引进并应用了多种抗磨蚀技术,例如:在卧式水轮机顶盖镶衬辉绿岩铸石,增加固定部件的抗磨蚀能力;采用金属喷焊技术,对水轮机转轮背水边和活动导水叶表面进行保护;采购备用转轮更换母体材料,由低碳钢转轮改为镍铬不锈铸钢叶片转轮;对已经磨损的转轮,修复后采用全国水机磨蚀试验研究中心的非金属抗磨蚀保护涂层;此外,还采用过加装扰流板、加高尾水水位等抗磨蚀方法。2010年,我们又引进一项新技术——北京科技大学材料科学与工程学院的高耐蚀耐磨非晶纳米晶复合涂层技术,应用于水轮机转轮并进行了抗磨蚀试验。
1 非晶纳米晶复合涂层简介
非晶纳米晶复合涂层是一种高耐磨、耐腐蚀的新型涂层,利用材料表面纳米化提高材料的耐磨性能,同时将材料表面非晶化来提高材料的耐腐蚀性能,通过控制非晶化和纳米化的程度,从而使材料表面具有优异的既耐磨又耐腐蚀的综合性能。选择易于形成非晶的合金成份并进行优化,利用合适的工艺制备出非晶纳米晶粉末,然后利用活性燃烧高速喷涂技术制备具有高耐蚀耐磨特性的表面纳米涂层。活性燃烧高速燃气喷涂技术 (AC-HVAF)是一种用于在金属表面沉积金属合金和烧结碳化物的工艺,涂层材料以预合金或合成粉末形式喂给喷枪,压缩空气和燃气 (丙烷,丙烯或MAPP气体)在喷枪中燃烧产生高速燃烧产物气流,粉末在这个气流中只被加热到其熔点下100~200℃而被加速到非常高的速度,通常在700~800m/s的范围内,这些粉末粒子冲击到工件表面,使喷涂粒子发生变形而形成涂层,同时工件的表面也会发生微观上的变形 (影响深度一般为几个微米),这就使涂层的结合强度大幅提高。材料不熔化以及高的冲击速度,使AC-HVAF涂层沉积工艺显示出与众不同的特性,涂层材料在飞行过程中的氧化很少,涂层中的氧含量也相应地非常少。这种技术所得到的涂层非常致密,通常没有金相可见孔隙,涂层孔隙率一般都在1%以下。
2 转轮涂层抗磨蚀试验方法
应用高耐蚀耐磨非晶纳米晶复合涂层保护水轮机转轮的抗磨蚀试验选择在紫荆关一级水电站1号机组进行。紫荆关一级水电站位于跨流域引水的紫荆关“五一”引水渠道上。 “五一”引水渠是将拒马河水引入建在中易水河上游的安格庄水库,渠首建一座橡胶坝,在春、夏、秋三季为无坝引水,冬季用橡胶坝蓄水,以防止冰凌阻水影响发电。 “五一”引水渠长8.5km,设计最大引水能力25m3/s,总落差354m,规划分六级开发,已投入运行的电站有5座,紫荆关一级水电站为梯级的第一级,水质条件最恶劣,杂物多、泥沙含量大,1号机组转轮相对其他两台机组磨蚀更严重。紫荆关一级水电站水轮机参数见表1。
将已经运行2年的备用转轮 (如图1)进行补焊修型后安装在1号机组上。由于紫荆关一级水电站为径流引水式电站,水轮机的水头、流量基本恒定,对水轮机组运行参数进行记录,并重点对机组空载和满载开度进行记录,便于与喷涂后对比。由北京科技大学腐蚀与防护中心进行高耐蚀耐磨非晶纳米晶复合涂层保护加工 (如图2、3),喷涂前首先对转轮进行喷砂除锈,然后采用活性燃烧高速喷涂技术对该转轮进行涂层保护。针对该转轮的14个对称叶片,制备了6种涂层,分别是Fe基涂层、Ni46涂层、Ni67涂层、Ni60涂层、CoWC涂层和高铬不锈钢涂层。考虑到水轮机转轮的平衡和变形,分别在对称方向叶片上喷涂相同的涂层。

表1 紫荆关一级水电站水轮机实验参数表
选择在水质相对不好的汛期对涂层进行试验,将喷涂完成后的转轮安装在水轮机上,记录各种运行数据,并与喷涂前进行比较。共计满负荷运行120天,2808小时,试验期间每运行30天左右进行停机检查,检查的方法是打开尾水弯管目测检查转轮涂层,并用照片记录对比。
3 试验结果及分析
运行试验结束后,转轮上的涂层基本完好无破损 (如图4)。通过对转轮的形貌、水轮机负载状况等指标分析,在水轮机转轮上应用高耐蚀耐磨非晶纳米晶复合涂层制备工艺,水轮机转轮整体完好,转轮叶片和轴孔未观察到形变,完全能够满足水轮机效率及转轮安装要求。
运行中输出功率与未喷涂前比较,由于对备用转轮进行了修复,经过修形后喷涂的转轮与检修前相比出力略有提高,导叶开度由45度变为40度,带满出力。且此涂层制备工艺对转轮叶片原始出力设计没有影响,既可以应用于旧转轮的修复,又可以对新转轮进行预喷涂处理。
从叶片形貌上看,原普通铸钢 (A3)经一个汛期运行转轮部分过水面破坏形成鱼鳞坑,叶片背面呈海绵状蜂窝麻面,严重时出水边成锯齿状破坏。经非晶纳米晶复合涂层保护后的转轮表面经一个汛期运行后未发现明显的磨蚀区,涂层表面基本完好,只是在极个别的地方发现涂层剥离,但剥离面积很小,不超过4cm2,而且剥离发生在涂层的边缘部位。明显优于原来基体材料 (A3)的抗磨蚀性能。

图1 运行后的转轮

图2 喷涂中的转轮
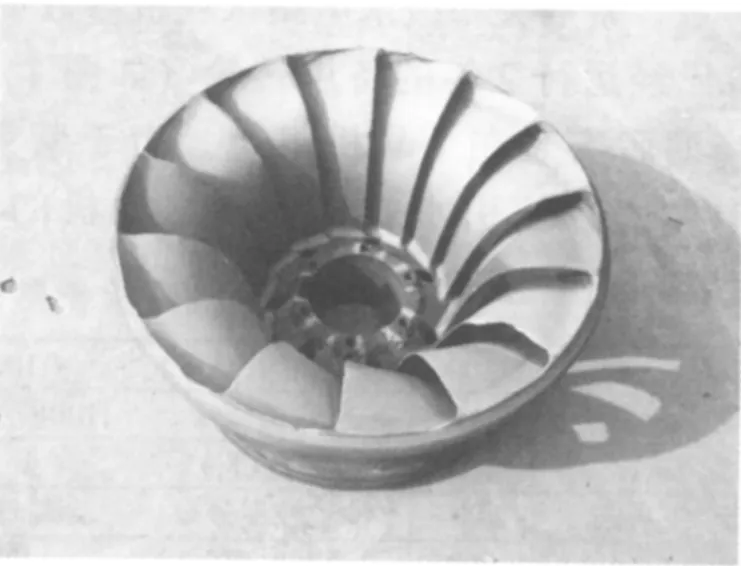
图3 喷涂后的转轮

图4 运行后的转轮
总体上高耐蚀耐磨非晶纳米晶复合涂层抗磨蚀性能优异,为多泥沙水电站的水轮机过流部件抗磨蚀工作提供了新的途径,值得在水轮机上应用和推广。但由于喷涂设备限制,转轮流道狭小,叶片迎水面与喷涂粒子射流不成90度,从而影响了涂层的结合强度;转轮叶片背水面是一个曲面,要掌握喷涂粒子流与叶片表面保持或接近90度不易控制,影响喷涂保护效果,有待进一步研究改进。
3 结论
高耐蚀耐磨非晶纳米晶复合涂层在水轮机叶片上的应用,可以提高水轮机转轮的抗磨蚀能力,有效延长转轮的使用寿命,降低电站的运行成本,增加效益。该项技术不但可以对旧转轮进行修复涂层保护,还可在新转轮上加工涂层,延长水轮机转轮的使用寿命,为解决我国水轮机泥砂磨损问题提供了一条新途径,该技术具有广阔的应用前景。
[1]孙冬柏,樊自拴,俞宏英,等.高耐蚀耐磨非晶纳米复合涂层的研究进展[J].热喷涂技术,2009(2):1-9.
[2]顾四行,杨天生,闵京声.水机磨蚀[M].北京:中国水利水电出版社,2008.