跨区间无缝线路固定型辙叉道岔冻结接头施工技术
2011-06-20张明龙上海铁路局工务处
张明龙 上海铁路局工务处
铺设跨区间无缝线路时,单元长轨条所经道岔需全部焊连,遇固定型辙叉道岔则采取辙叉冻结接头。对于固定型辙叉道岔而言,考虑到辙叉使用寿命周期短日常需要更换,其叉趾、叉跟及岔后保护轨(12.5 m或25 m)相连的接头采取冻结,一方面要保证接头的强度,另一方面要根据辙叉公差设置轨缝保证更换辙叉的方便性。
以下就60 kg/m钢轨跨区间无缝线路固定型辙叉道岔冻结接头施工进行简介。
1 60 kg/m钢轨跨区间无缝线路固定型辙叉道岔冻结接头铺设位置
辙叉冻结接头铺设位置在辙叉趾、跟端4处,岔后保护轨直股1处,侧股2处,共7处。
2 辙叉冻结接头施工技术条件
(1)在铺设60 kg/m钢轨跨区间无缝线路时,固定型辙叉道岔岔后与长轨间铺设1根25 m或12.5 m保护轨。长轨条与保护轨接头以及辙叉趾、跟端接头均采用冻结接头。
(2)冻结接头采用特制6孔夹钣,直径为27 mm高强度螺栓,拧紧扭力矩为1200~1400 N·m。
(3)冻结接头铺设锁定轨温一般可在60 kg/m钢轨无缝线路锁定温度范围内,有条件时应控制在28~34℃范围内。
(4)辙叉直股长度的公差宜在±5 mm。在困难条件下,若铺设运营的辙叉公差大于±5 mm,备用辙叉与运营辙叉的直股长度差不得大于10 mm。
(5)为考虑辙叉伤损后的更换,冻结接头施工时应预留轨缝,轨缝用钢质轨端片填实。根据辙叉公差预留轨缝按表1设置。
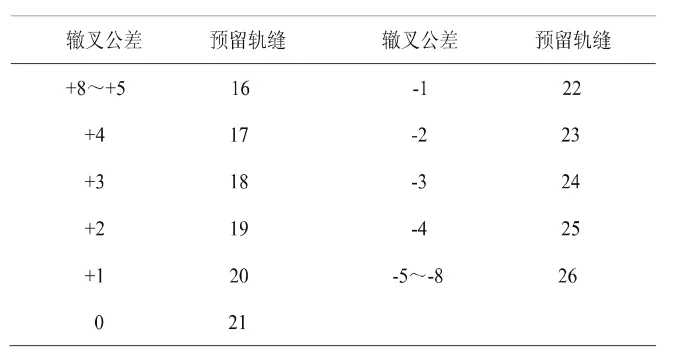
表1 辙叉公差预留轨缝表
(6)钢质轨端片的厚度为3 mm及5 mm两种规格,组合使用。每个轨缝填入的轨端片不得多于2片。
(7)更换辙叉时,应先丈量运营辙叉和备用辙叉长度,根据轨温差值,计算拆开接头后长轨的伸缩量,并按下式计算更换后的轨缝,准备好相应的轨端片。
更换后预留轨缝=更换前预留轨缝-〔(备用辙叉长度-运营辙叉长度)+长轨伸缩量〕。
(8)在高温或低温时更换辙叉的冻结接头,应在规定的锁定轨温范围内放散应力,重新预留轨缝并冻结接头。
3 60 kg/m钢轨跨区间无缝线路固定型辙叉道岔冻结接头操作工艺
(1)固定型辙叉道岔冻结接头施工应符合上述技术条件。
(2)铺设前应先丈量辙叉直股长度,根据辙叉长度公差,按技术条件的要求预留轨缝,必要时应重新配轨调整轨缝。预留的总轨缝应在辙叉趾、辙叉跟及保护轨与长轨的接头中合理分配。
一般应按表2设置,并准备好相应的轨端片。

表2 轨缝分配表单位:mm
(3)安装夹钣前,应用汽油清洗钢轨上的油污,对钢轨与夹钣接触部位打磨除锈。打磨应使用圆形和锥形砂轮交替进行,砂轮粒度36~40号。
(4)打磨顺序和标准:①打磨前应用1m钢直尺对打磨面进行测量,确定打磨的重点部位;②打磨应沿钢轨纵向来回进行,用力均匀,防止局部打溃和金属过热烧伤。严禁横向打磨;③打磨出的新金属面应不小于打磨面的80%,最大打磨量不超过0.5 mm,平顺度用1 m钢直尺测量不大于0.2 mm;④打磨结束后,应对打磨面用中细砂皮进行细磨。钢轨与夹钣禁止涂油。
(5)安装夹钣时,应同时填入轨端片,轨端片要与轨端靠实(轨端片顶面可低于钢轨面0.3~0.5 mm)。
(6)上螺栓时,禁止锤击。穿入螺栓后,依次上齐平垫圈。
(7)按 2、5,3、4,1、6 的顺序逐个分次逐步拧紧螺栓,直至达到技术条件规定的扭力矩。
(8)冻结接头安装完毕后,应检查钢轨接头平顺度,用1 m钢直尺测量其矢度不大于0.5 mm,如有错牙、低塌、鞍形磨耗等情况,应进行打磨消除。检查接头线路综合状态,如有空吊翻浆冒泥等病害,应及时整治处理。
(9)经过一昼夜列车碾压及10天后,应进行两次螺栓复拧工作。
4 劳动组织和主要工具、材料
(1)劳动组织:施工负责人1人,驻站联络员1人,工地防护员1人,技术和质检人员1人,电工1人,钢轨除锈打磨2人,拆装接头夹钣2人,移动辙叉心、更换钢轨、扣件拆除及恢复7人,合计16人。次日、10日后复拧螺栓4人(其中:驻站联络员1人,工地防护员1人,复拧螺栓2人)。
(2)施工所需主要工具:3kW发电机1台(附配电接线盒1只、导线若干),锥形打磨机、圆形砂轮机各1台,撬棍8根、强力扳手2把、扣件扳手6把,四轮小车1台、轨距尺1把、1 m钢直尺1把、塞尺1把,砂轮、砂纸、汽油、棉纱若干,钢轨导连线7根。
(3)主要材料:特制全断面夹钣14块(包括42只直径为27 mm的螺栓、平垫圈、螺母),3 mm及5 mm轨端片各备21片(根据预留轨缝值现场配置)。
5 作业程序
(1)施工准备工作
①防护人员到岗到位。根据作业计划开据驻站派遣单,驻站联络员按指定时间到达车站行车室,现场防护员到达作业地点并向驻站联络员报告。
②技术质检人员丈量辙叉公差,确定每个接头的轨缝和选用适宜的轨端片规格,并确定辙叉心、岔后保护轨的串动量。
③按《铁路工务安全规则》的有关规定,对线上锈蚀螺栓检查处理,同时冻结接头材料运送到位。
④电工根据冻结接头作业位置布线并启动发电机,打磨人员接通砂轮机电源,调试砂轮机。
(2)施工作业程序
①施工封锁命令下达后,施工工地设置移动停车信号防护。
②拆除普通接头夹钣、辙叉心及保护轨的轨枕扣件。
③对冻结接头部位打磨。打磨人员依次对接头进行除污处理,待其全部干燥后进行打磨工作。对全断面夹钣与钢轨的接触面打磨,打磨结束后用砂纸进行细磨(夹钣与钢轨的接触面)。
④在技术质检人员的指导下调整辙叉和岔后保护轨的位置。
⑤技术质检人员检查确认轨缝符合要求,打磨达到标准后,每4人为1组共组成2个安装组,各负责3~4个接头的全断面夹钣的安装冻结工作。
⑥安装结束后,用强力扳手按规范拧紧螺栓并恢复扣件。
⑦施工负责人和技术质检人员检查各部位轨距及辙叉的查照间隔、护背距离,接头的高低、错牙情况;打磨人员对接头的高低、错牙进行打磨处理;其余人员分别调整轨距和辙叉的查照间隔、护背距离。
⑧施工负责人全面检查各项施工作业情况,确认符合放行列车条件后,办理线路开通手续。
(3)施工后续工作
按照冻结接头操作工艺要求,在施工的次日、10日后各安排4人复拧接头螺栓,达到规定扭力矩。
6 体会
总的来看,固定型辙叉道岔接头冻结技术,解决了钢轨接头在无法实施焊接情况下的长轨锁定问题,使区间无缝线路变为跨区间无缝线路成为可能。但是,冻结接头技术还没有使钢轨接头真正做到无缝。由于选材、加工及轨缝设置等因素,轨端片外形尺寸或材质与现场钢轨不能完全吻合成一体,接头两钢轨轨端与轨端片间存在缝隙,列车通过接头时仍有不小的冲击力和振动,因而会产生一些钢轨接头病害。因此,在接头冻结后,要对钢轨接头进行监视,经常保养消除接头初始病害。
随着科学技术的进步,新型贝尔辙叉可以替代固定型辙叉,通过辙叉趾、跟直股各加长600 mm使之前后接头实现焊接,侧股接头采用冻结,最大可能地减少线上冻结接头。在运营线上的贝尔辙叉产生伤损,替换的贝尔辙叉趾、跟直股各加长1 200 mm时,直股接头可继续实施焊接,侧股接头仍采用冻结;替换的贝尔辙叉趾、跟直股不加长时,则贝尔辙叉趾、跟端的四个接头均需采用冻结。贝尔辙叉接头冻结施工按照固定型辙叉道岔冻结接头的施工技术条件、操作工艺、劳动组织、作业程序等严格执行。
