GDX1软包包装机的“硬化”改造设计
2011-05-25邓梅忠
邓梅忠
GDX1软包包装机的“硬化”改造设计
邓梅忠
福建中烟工业公司技术中心
以龙岩烟草工业有限责任公司原有的GDX1软包包装机为基础,通过对X1小包机的改造,使设备更好适应“硬化”的商标纸,从而解决软包烟支容易变形、压扁、压弯等问题,并提升包装档次。在对卷包车间28#GDX1包装机组进行软包硬盒化改造期间,通过对商标纸上胶系统、纸库、扇形吸风轮吸嘴、三轮包装模盒、三轮折叠机构、商标纸内移7mm机构推板等部位进行了改造,增装CH透明纸小包美容机。经过改造后,设备的运行速度达到每分钟300包以上,烟包外观质量良好。
GDX1 软包硬化 技术改造 商标纸
1 引言
随着消费者对商品外包装的审美观要求不断提高,好的商品包装不但能很好保护商品,而且可以吸引消费者的购买欲望,更可以提高该商品在消费者心目中的品牌价值。香烟包装主要有硬盒包装和软盒包装两种包装形式,与硬包装相比,软包装由于纸张的原因,容易变形,压扁压弯里面的烟支,对烟盒内烟支不能起到很好的保护作用。目前,高档软包在市场上的占有量较大,这就需要一种新型的包装材料与包装技术去弥补高档软包烟包的不足。
软包硬盒化改造就是通过对原软包商标纸进行加厚处理,使卷烟的小包外观更加挺括,从而实现提升卷烟档次的目的。目前在市场上使用此类包装的都是高档卷烟,软包硬盒化无疑会增加消费者对品牌的认同感,国内多个厂家分别在BE软包包装机组和GDX1包装机组进行了该项目的改造,设备的运行速度均在200包/分钟左右。为提升卷烟包装档次,我公司对卷包车间28#GDX1包装机组进行软包硬盒化改造,由于软包硬化加工工艺的复杂、特殊,为达到最好的包装效果,我们对商标纸上胶系统、商标纸纸库、商标纸扇形吸风轮吸嘴、三轮包装模盒、三轮商标纸折叠机构、商标纸内移7mm机构推板等部位进行了改造。同时,为使小包透明纸包装更加完美,我们还在辅机上安装了小包美容机,经过改造后,设备的运行速度到达每分钟300包以上。
2 GDX1改造设计
以龙岩烟草工业有限责任公司原有的GDX1软包包装机为基础,通过对X1小包机的改造,使设备更好适应“硬化”的商标纸,从而解决软包烟支容易变形、压扁、压弯等问题,并提升包装档次。
2.1 商标纸上胶系统改造
原X1包装机商标纸上胶采用白乳胶,上胶机构工作原理如图1所示,GDX1包装机商标纸上胶机构主要由上胶器、胶辊、传动轴Ⅰ、Ⅱ及刮胶板、橡胶软轮组成。扇形吸纸轮从商标纸纸库吸取商标纸后,边旋转边移动的过程将商标纸送至送纸缺口轮和橡胶导轮之间,商标纸在送纸缺口轮和橡胶导纸轮作用下由水平送纸变为垂直下纸。商标纸在经过上胶器时,两长边和底部上胶板与橡胶软轮对压后将胶液均匀地涂在输送过程中的商标纸指定部位,从而完成商标纸的上胶。
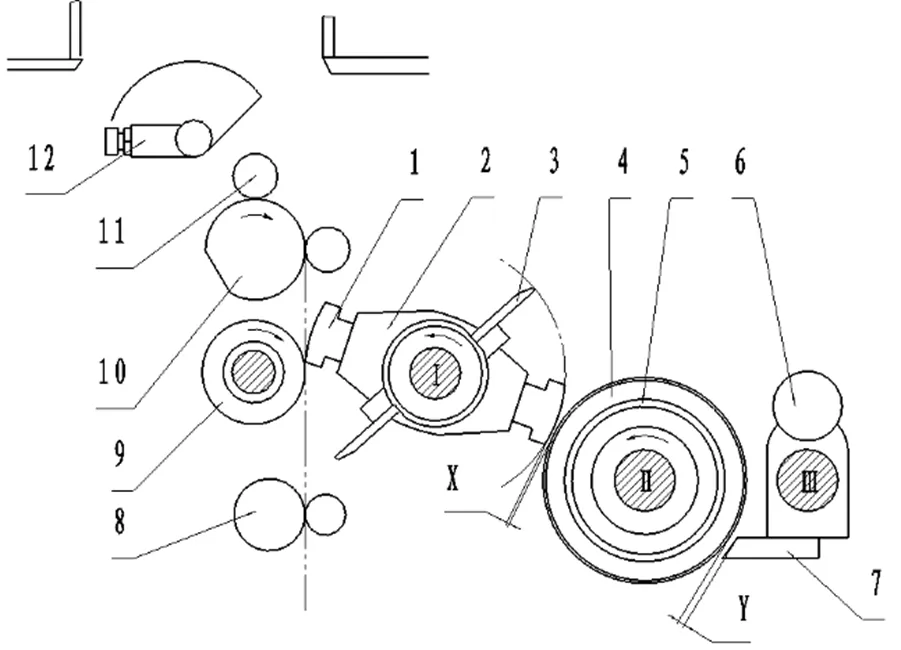
1-底部上胶板 2-上胶器 3-侧边上胶板 4-胶辊 5-胶辊捏手6-刮胶板座 7-刮胶板 8-送纸轮 9-橡胶软轮 10-送纸缺口轮11-橡胶导纸轮 12-扇形吸纸轮
由于软包硬化烟包商标纸材料的纸质厚,弹性大,使用白乳胶,设备运行速度在100包/分钟时,商标纸已无法粘贴牢固,烟包无法成形。为解决上述问题,对商标上胶系统进行改造,经调查研究,因原上胶系统无法解决商标纸粘贴不牢的缺陷,决定拆除原上胶机构,即拆除上胶器2、胶辊4、传动轴Ⅰ、Ⅱ及刮胶板7、橡胶软轮9;采用Problue热容胶机与输胶管,热容胶喷枪组成热容胶上胶系统。如图2所示,热熔胶上胶系统由热熔胶机1、喷嘴2、输胶管3组成,喷嘴2安装在原上胶器的水平轴线同一高度,该系统通过热容胶机将固态热容胶加热至一定温度并使其保持在液态状态,当光电管检测到商标纸时,热容胶通过输胶管输送至喷嘴,通过安装成一排的4个喷嘴将热熔胶喷到商标纸相应上胶处。该系统解决了原白乳胶无法使烟包成形的问题,保证了设备高速运行时的包装质量,并对Problue热容胶机进行消化吸收,制定操作、维护保养手册。
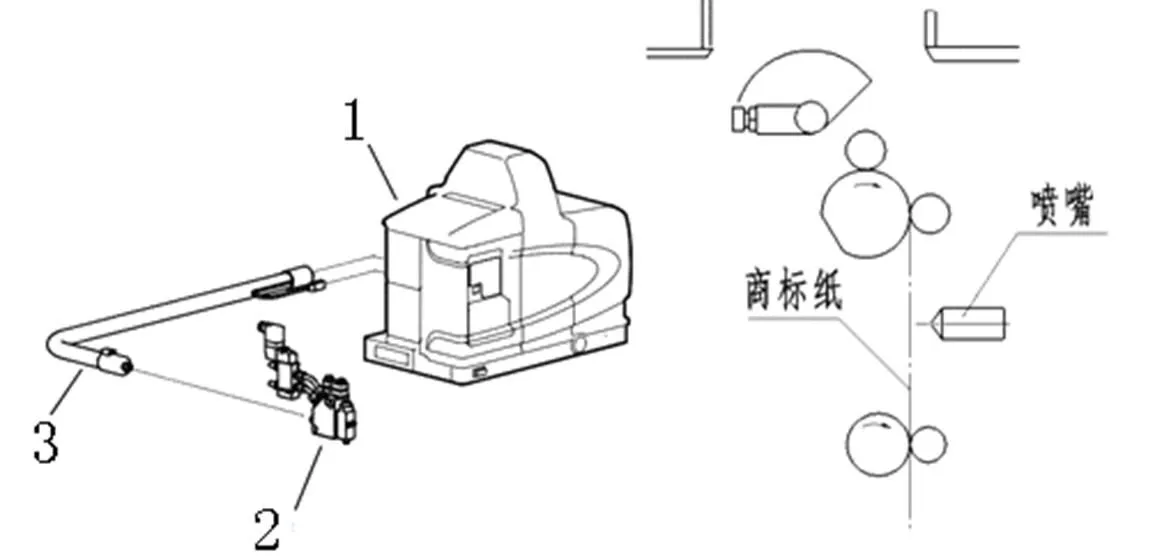
图2 热容胶上胶系统简图
2.2 三轮包装模盒改造
卷包车间现有X1包装机的三号轮模盒尺寸为22.5mm,使用的商标纸厚度为0.07mm。进行软包硬化改造后,商标纸厚度增加至0.2mm,这就使烟包的长、宽尺寸增加。以商标纸厚度计算烟包厚度增加量,则烟包长边增加(0.2-0.07)×3=0.39mm,宽度增加(0.2-0.07)×2=0.26mm,模盒过紧,小包商标外表面易磨损,烟支表面皱等现象。而且硬化烟包商标纸存在预折痕,若沿用原机模盒,烟包在包装过程中将无法按照预折叠痕迹进行折叠,造成烟包各面交接边包装不理想、长边错牙等问题。为了避免此类问题的发生,对模盒尺寸加大,并在试制过程中进行多次实验,根据试制的包装效果,确定模盒宽度为23mm,模盒内框加深0.5mm。
2.3 商标纸扇形吸风轮吸嘴改造
由于硬化商标纸的克重大,厚度较厚,商标纸扇形吸风轮无法吸下商标纸。通过对扇形吸风轮吸嘴进行改造,用增加负压吸风的方法,解决了商标纸吸不下的问题,减少了设备的停机率。改造后吸风嘴与原机吸风嘴如图3所示。
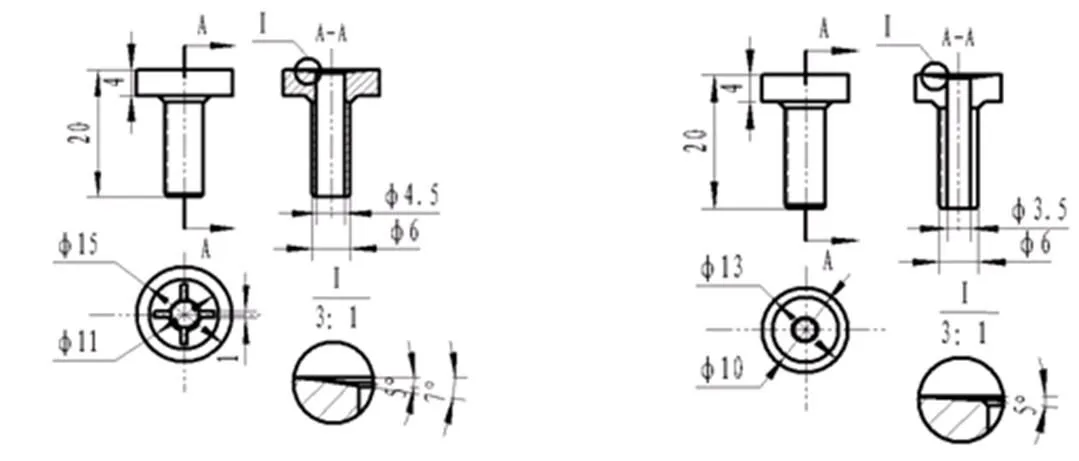
图3 改造后吸风嘴与原机吸风嘴
改造后的吸风嘴将吸盘直径由原机的13mm增加至15mm,负压通孔直径由3.5mm扩大至4.5mm。同时,在吸盘表面增加了4道1mm宽的吸风槽,且调整吸嘴吸风口的角度,以增加负压吸风面积,使改造后的吸嘴有足够的负压力将商标纸吸下。
2.4 三轮商标纸底部折叠机构改造
在“软包硬化”调试阶段,存在商标底部破损的质量缺陷。对X1包装机的包装原理分析,确认是硬化商标纸材料弹性大的原因造成,即经过商标底部固定折叠器已折叠完成的短边内折角,在经过3号轮和4号轮过桥时,由于固定折叠器与4号轮折叠弹簧板的拉勾存在一定距离;因商标纸弹性大,已折叠完成的短边内折角在离开固定折叠器的支撑时,内折角C'反弹,在随后4号轮的运转中,内折角被挤坏,造成商标底部破损的质量缺陷。多次对设备进行调整,仍无法解决该缺陷现象,原机三轮底部折叠器不适用于硬化商标的生产,必须对该固定折叠器进行改造,经过多次对固定折叠器的设计改进,使之适合硬化商标包装需求。具体包装过程如图4所示。
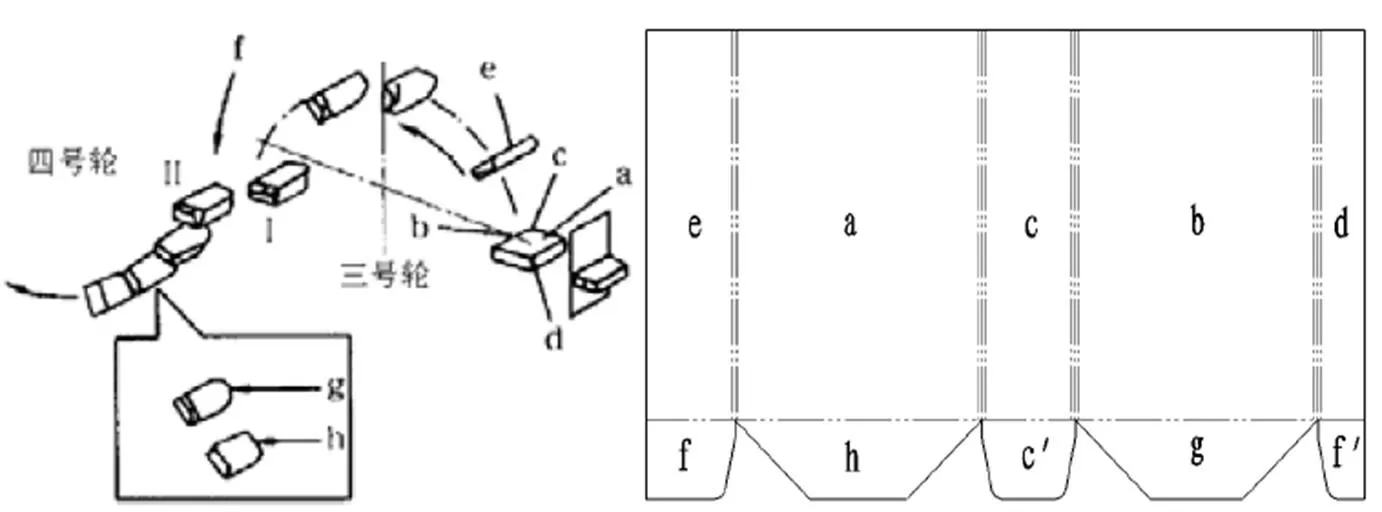
a、b:烟包带着商标纸被推入三号轮水平包装槽,商标纸完成“n”形包装和第一、二长边b的折边;
c:包装轮内侧包装槽旁8对滚子在烟包进入包装槽的同时自动折叠里端第一折角ci;
d:铲边器铲起商标纸完成第三长边d的折边;
e:三号轮旋转,旋转过程中完成第四长边e的折边;
f:烟包进入四号轮,推进过程中滚子完成第二折角f的折叠;
h:四号轮折边器折叠商标纸短边g、h。
图4 商标纸包装过程剖析
2.5 商标纸机构改造及商标纸库改进
商标纸内移7mm机构由内移7mm推板、烟包定位板构成。由于“软包硬化”商标纸采用低定量高档涂布白卡纸代替传统的铜版纸,然后再经过转移(复合)—胶印(丝印)—(击凸)—(烫金)—模切加工而成。材料特性与传统铜版纸有较大区别,其厚度增加,硬度变大。在试制过程中,出现商标纸边沿磨损、烟支压痕等现象。为此,我们对商标纸内移7mm推板和烟包定位板进行改造。对内移7mm推板头进行钝化处理,同时改变烟包定位板表面及端面形状。
因商标纸纸质改变,商标纸库内只能放置极少量商标纸,否则吸风嘴无法从纸库内吸取商标纸,极大增加了操作工的劳动强度,为克服这一缺陷,针对商标纸库进行了多次改造,最后确定在商标纸库前挡板增装2个顶纸针,解决了这一缺陷。
3 结束语
现今国内市场上,硬化软包已成为高档软包卷烟生产的一种趋势。但是,许多厂家在生产软包香烟“软包硬化”产品时都会出现不同程度的烟包折痕爆裂、爆色,平整性差,小包长边搭口错牙,小包刮损等一系列包装性能不好的情况。且大部分厂家在生产该产品时设备效率低下,在生产过程中常出现商标纸扇形吸风轮无法吸下商标纸,小包商标搭口暴等现象。我公司通过对28#GDX1包装机组的“软包硬化”改造,使设备完全适应了硬化烟包的生产,运行速度可达320包/分钟,产品质量稳定。此项改造的完成及硬化软包产品的成功生产,可以增加消费者对七匹狼卷烟品牌的认同感,填补了公司在软包硬化卷烟生产上的空白,对我公司高档烟生产具有深远的意义。
[1] 刘焕明. GDX1卷筒式包装机封签预展控制系统的研究与设计[J]. 科学技术, 2010, (8): 18-19.
[2] 成大先. 机械设计手册[M]. 北京: 化学工业出版社, 2008.
[3] GDX1软盒包装机备件手册[M], 意大利GD公司.