塑料瓶吹塑模型腔加工研究分析
2011-04-10钱杨林钱春华
钱杨林,钱春华
QIAN Yang-lin,QIAN Chun-hua
(湖南科技经贸职业学院,衡阳 421007)
0 引言
我们日常生活中经常见到塑料瓶之类的东西,其实这类东西是用吹塑模具生产出来的。本文针对塑料瓶这类吹塑模具的特点,对其加工工艺、加工方法进行了详细分析和论述;结合编程软件UG,详细地阐述了这类模具数控加工的编程思路和方法,以满足相关生产厂家的需要,使生产质量、生产效率得到提高。
1 工艺分析
吹瓶模型腔如图1所示。
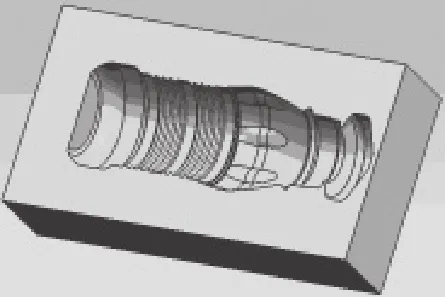
图1 吹瓶模型腔
工件材料为锻造铝合金6061,这种材料加工可采用高速钢或硬质合金刀具,不宜用陶瓷刀具,会发生沾刀现象。具体工艺方案:吹瓶模型腔是由两个对角剖分的半模合成,瓶底部采用了镶块,因此瓶底部径向拉直,由镶块形成瓶底部的内凸球面。该型腔由多个曲面组成,最小的圆弧半径仅R1.3mm,而且表面粗糙度要求较高。采用球头刀加工之后有加工痕迹存在,通过手工磨光能达到所需要求,但精铣时间很长,经济上不合算。因此,此类型腔模具加工通常考虑采用数控铣削和电火花相结合,以数控铣作为前道加工,留有0.2mm的加工余量,由电火花加工达到型腔的基本尺寸和形状要求,再由手工研磨到所需的粗糙度要求,使加工周期大大缩短。
2 具体数控加工方式
具体加工方式如下:数控加工前,工件在普通机床上完成6个面的加工至光洁、平整,但为确保分型面的质量,解决分型面在以后粗加工时可能受损的问题,在分型面上应留0.2mm的磨削余量。在立式数控机床上以压板压紧方式加工该吹瓶模型腔。以坯料上表面为工件座标系的Z0平面,瓶体轴向为X轴方向,轴线与底平面的交点为X0Y0点。考虑到分型面预留的的磨削量0.2mm,对刀后将将G54座标中的Z值抬高0.2mm。
下面以目前在沿海广泛使用的数控编程软件UG为例,对其数控加工的思路和方法进行详细阐述。
2.1 数控加工顺序
采用D20R4的硬质合金刀具型腔铣开粗,再用D8硬质合金刀具,采用型腔铣参考刀具清残料,再用D8R4硬质合金刀具,采用等高外形方式整体半精吹瓶模型腔,仍用D8R4硬质合金刀具,用平行铣方式对型腔下部坡度平缓区域再进行半精加工,再用D10R5硬质合金刀具采用环绕等距方式进行型腔的整体精加工,再用D4硬质合金刀具,采用型腔铣参考刀具清残料,最后以D4R2硬质合金刀具清角。
2.2 UG具体编程如下
1)因为吹瓶模型腔的凹槽宽度大部分在50 mm左右,所以选直径略小于25 mm刀具开粗较好,刀具太大很多地方刀下不去,造成留料过多,刀具太小加工效率太低,因此针对于工件材料为锻造铝合金6061,采用高效率D20R4的硬质合金飞刀进行开粗,这样能够在较短的时间内去除大部分余料。采用型腔铣开粗(CAVITY_MILL),因锻造铝合金6061较易加工,Z向每层吃料深度可为1mm,进给速度1000mm/min,主轴转速2000r/min,留侧余量0.5mm,底余量0.3mm。刀具路径如图2所示。

图2 开粗刀具路径
2)因用D20R4的飞刀开粗之后,大部分余料已去除,但还有不少部位有较多残料存在,直接半精可能会使半精刀具断刀,因此仍用型腔铣开粗(CAVITY_MILL),但采用参考刀具清残料方式,即用D20R4直径一半左右大小的D8硬质合金刀具平刀,来清理D20R4留下的残料,进给速度1000mm/min,主轴转速2700r/min,留侧余量0.5mm,底余量0.3mm。刀具路径如图3所示。

图3 D8清D20R4的残料刀路
3)因大多残料被上一刀具D8清理,下面能安全可靠地用D8R4硬质合金刀具球刀来半精吹瓶模型腔,采用等高外形(ZLEVEL_PROFILE)方式,层间距给0.5mm,进给速度1000mm/min,主轴转速2700r/min,留侧余量0.3mm,底余量0.3mm。刀具路径如图4所示。

图4 D8R4等高外形整体半精刀路
4)上步等高外形(ZLEVEL_PROFILE)半精,刀路在吹瓶模型腔下部坡度平缓区域的刀路比较稀疏,因此这部分需要用(CONTOUR_AREA)的区域铣削平行走刀方式再半精一下,仍用D8R4硬质合金刀具球刀,进给速度1000mm/min,主轴转速2700r/min,留余量0.3mm。以弥补以上半精不足,改善后续精加工刀具受力。刀具路径如图5所示。

图5 D8R4半精下部坡度平缓区域
5)采用(CONTOUR_AREA)区域铣削的环绕等距走刀方式,采用空间刀间距0.3 mm。注意用略大于D8R4的D10R5硬质合金刀具球刀精加工,会使精加工刀具受力更均匀,不会掉进D8R4没有半精到的小凹槽中。进给速度1200mm/min,主轴转速2500r/min,留余量0.2mm。刀路如图6所示。
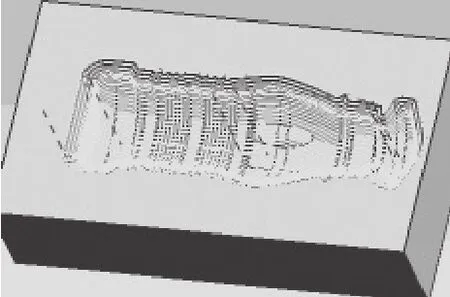
图6 D10R5整体精加工刀路
6)用型腔铣开粗(CAVITY_MILL),但采用参考刀具清残料方式,即用上面半精刀具D8R4直径一半左右大小的D4硬质合金刀具平刀,来清理D8R4留下的残料,以减少后面小球刀精加工清角的负担,以防断刀。进给速度600mm/min,主轴转速3300r/min,留侧余量0.3mm,底余量0.3mm。刀具路径如图7所示。

图7 D4清残料刀路

图8 D4R2精加工清角刀路
7)采用(CONTOUR_AREA)清根切削的参考刀具方式,即用D4R2的硬质合金球刀清理D10R5球刀没有精加工到的地方。前面分析吹瓶模型腔的最小曲率为1.3mm,但为什么不用半径小于1.3mm的球刀来加工呢,而采用了D4R2球刀,因为刀具过小会造成断刀,因前面清残料只清到D4直径的刀具,再者用刀具过小效率也太低,虽然用D4R2会造成部分曲率小于2 mm地方精加工不到,但以后还要整体电极放电的,所以不必担心。进给速度600mm/min,主轴转速3300r/min,留余量0.2mm。刀具路径如图8所示。
把以上所有刀具路径后处理生成NC代码输入数控机床,便可对吹瓶模型腔进加工。因前面所有精加工都留有0.2mm的加工余量,可以再进行整体电极放电,更便于消除各刀路的加工痕迹,提高整体光洁度。
3 结束语
综上所述,本文详细论述了吹瓶模型腔的加工工艺,并结合数控编程软件UG提出了合理的数控加工思路,使人们对这类模具的加工工艺、加工方法有个清楚的认识,以便更好地为生产实践服务。
