机器人焊接GIS气箱焊前位置检测分析
2011-04-10刘华中林晓东吴征南
刘华中,林晓东,吴征南
LIU Hua-zhong,LIN Xiao-dong,WU Zheng-nan
(北京机械工业自动化研究所,北京 100120)
0 引言
GIS柜,即气体绝缘全封闭组合开关柜。组成GIS柜的箱体(以下简称气箱)内部充有一定压强的绝缘气体;气箱要有很好的密封性和外观,因此对焊接工艺有较高要求;机器人焊接代替人工焊接,解决了该焊接工艺问题,可以保证焊接定位、路径、速度、工艺参数等的稳定性,从而保证焊接质量,包括密封性和外观。
机器人性能可保证焊接位置准确、速度稳定,焊机性能可保证焊接工艺参数稳定,而机器人焊接定位则需要根据实际焊接工况分析解决。焊接定位包括焊前的位置检测和焊接位置修正。焊前位置检测是机器人自动焊接要解决的关键技术,检测方式主要有非接触式检测和接触式检测两种形式;根据工程实况分析,接触式检测相对简便、成本低廉、易于实现,对气箱的自动焊接效果理想。本文重点对焊前接触式检测技术进行分析。
1 位置检测分析
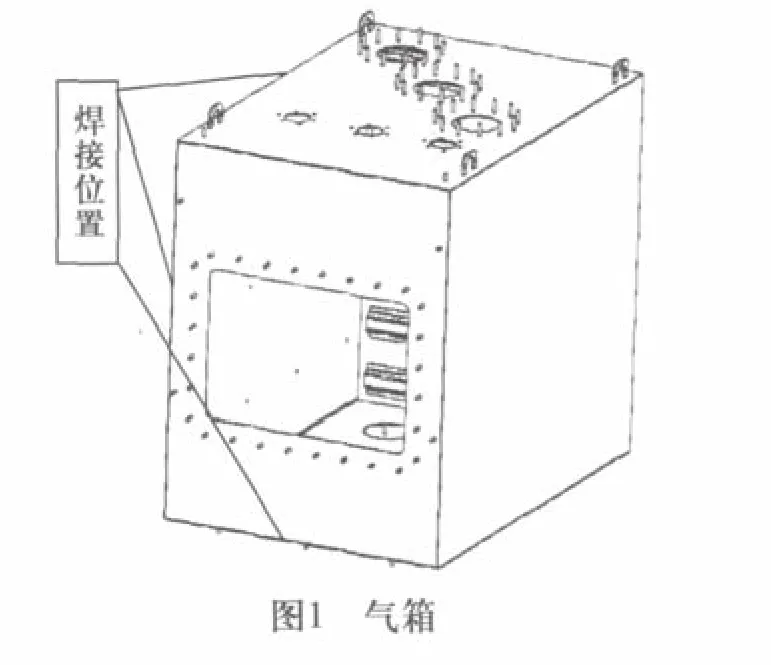
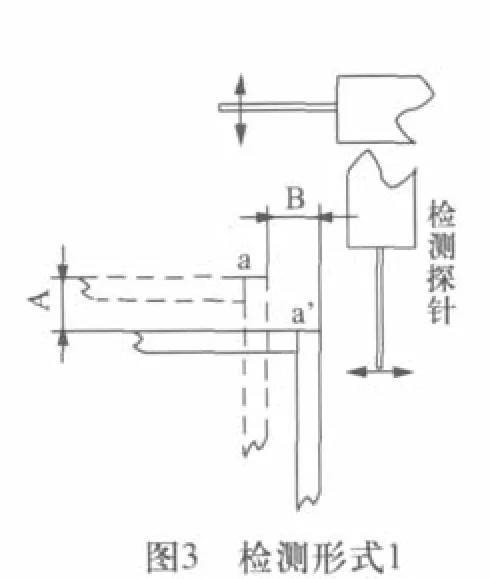
人工将单板拼接点焊成气箱如图1所示,接下来要进行机器人自动焊接;点焊成形的气箱焊接位置具有累积偏差,机器人只有先对气箱的位置进行检测以确定当前位置后,才能进行自动定位和焊接。接触式检测采用探针检测的形式,机器人腕部安装固定有一个检测探针如图3所示,机器人移动探针使其接触到工件的焊接位置同时产生接触信号,此时机器人记录下信号产生所在的位置数值,并与原基准位置(不产生偏差时的位置或机器人程序中设定的位置)数值相比较,机器人计算出偏移值,通过该值计算出实际的焊接位置,从而机器人对焊接位置进行修正并最终定位实现自动焊接。
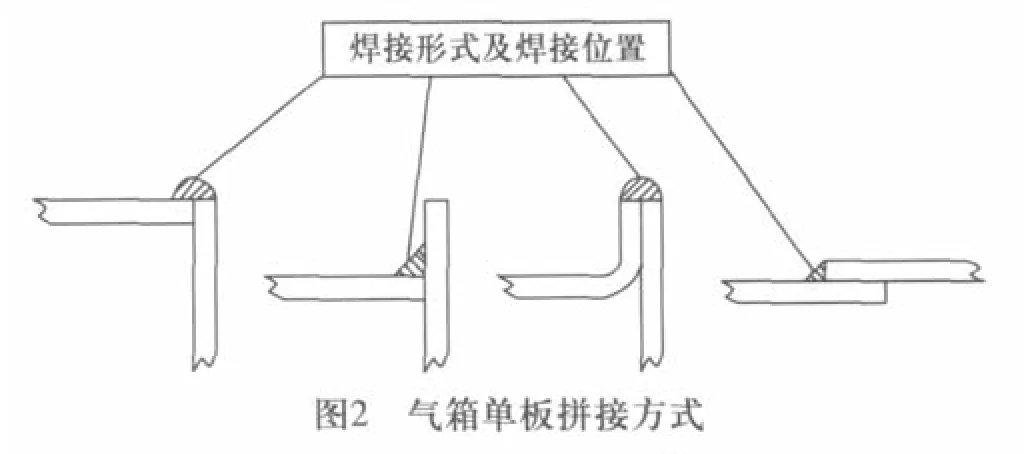
气箱单板的拼接方式有多种如图2所示,拼接过程中由于板材的加工偏差等因素,使焊接位置发平行偏移(如图3至图6焊接位置从a平移至a′)或角向偏移(如图7焊接位置从bd偏移至 b′ d)。
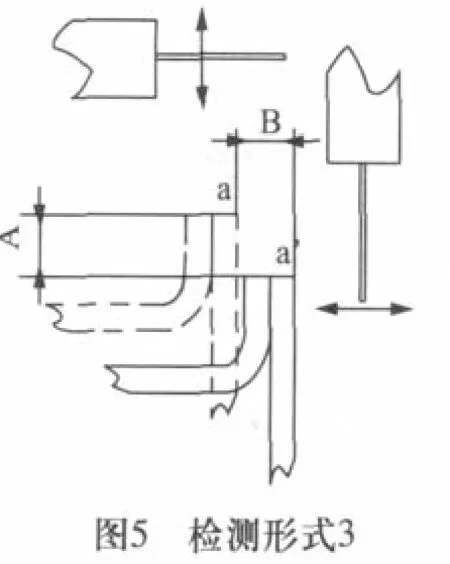
根据(如图3所示)拼接形式分析检测方法:检测探针首先直立,沿水平方向移动接触板材竖直面后产生接触信号,机器人记录下该位置与原基准位置相比较得出偏移值B;检测探针调整为水平姿态,竖直向下移动接触到板材水平面后产生接触信号,机器人记录下该位置与原基准位置相比较得出偏移值A(B和A的取值范围为正负值)。最终确定焊缝从a偏移到a′的总偏移量,机器人根据该偏移量自动修正焊接位置,即在a′位置进行焊接。
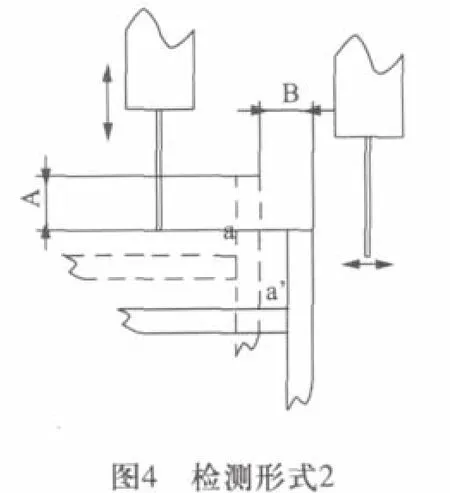
图4中的焊缝位置a离板材边界较远,在检测方式上要做些调整,A偏移量的取得要将探针直立然后向下移动,使探针端部与板材接触产生接触信号,机器人记录下该位置与原基准位置相比较得出偏移值A;偏移值B的取得与图3同。自动修正焊接位置,即在a′位置进行焊接。虽然图5拼接形式与图3不同,但检测形式相同。
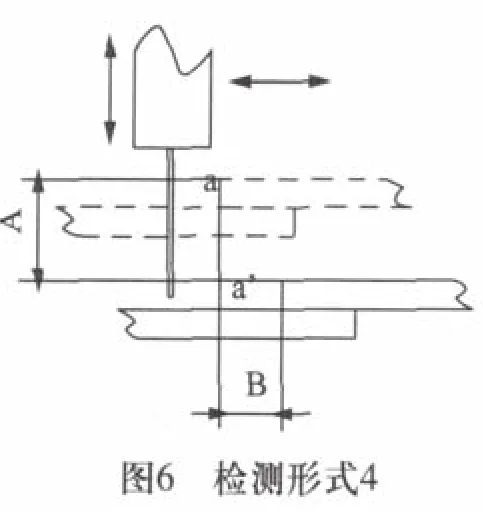
图6的拼接形式为两个板材的搭接,在检测方式上要做些特殊调整,首先可使探针直立,竖直向下移动使探针端部与下层板材面接触产生接触信号,机器人记录下该位置与原基准位置相比较得出偏移值A;接下来探针做微小提升使其不在接触板材,然后水平移动探针接触到上层板材边沿产生接触信号,机器人记录下该位置与原基准位置相比较得出偏移值B,最终确定焊缝从a偏移到a′的总偏移量,机器人根据该偏移量自动调整在a′位置进行焊接。
根据实际工程现场分析,焊接位置平行偏移3~5mm范围内机器人都能够通过探针自动检测并自动进行焊接位置调整。箱体的焊缝存在角向偏移的情况也比较普遍,为解决该偏移可以采用多点检测的方式。
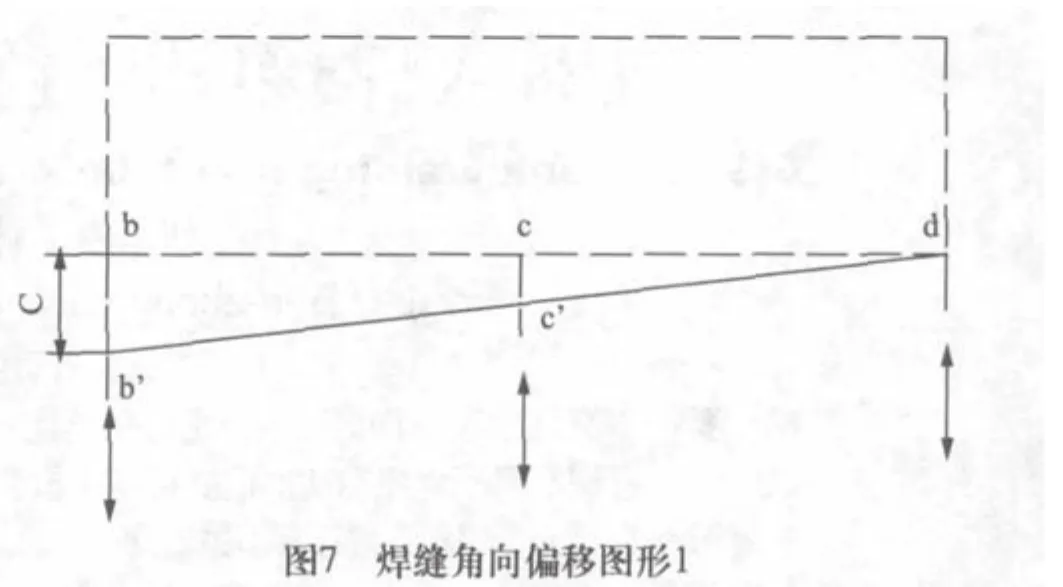
角向偏移在长直线段焊缝中容易出现,(如图7所示)焊缝产生了角向偏移,即原直线段焊缝bd偏移为直线段焊缝b′d,左右侧偏移量不相等。机器人对这种长直线焊缝的焊接应采用多段线焊接的方式,即采用bc和cd两条线段组合成bd线段的焊接形式进行。机器人首先用探针对bcd三个端点位置进行检测分别检测出其偏移量C (bb′)、cc′,机器人根据该偏移量自动调整沿b′、c′点位置进行焊接,最终焊接位置调整为b′c′和c′d两个直线段位置。
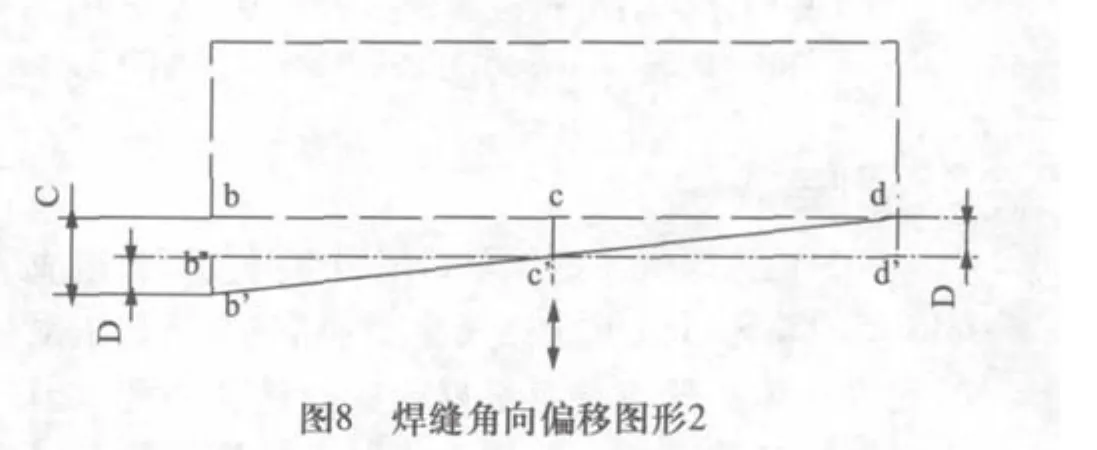
根据实际工况分析,有些气箱由精加工板材拼接而成后,其长焊缝的角向偏移量最大值C<2mm,根据此工况,机器人的焊缝检测可以采用一种简化方式进行,即中点检测方式如图8所示。原基准位置为bd线段,由于焊缝产生了角向偏移,偏移为直线段焊缝b′d,最大偏移值C(bb′)<2mm;机器人可以利用探针只对中点c进行检测,检测到的偏移值cc′也作为直线段的b点和d点的偏移值,最后产生的偏移位置点为b″、c′、d′,机器人沿 b″c′和c′d′线段路径进行焊接,此路径偏离实际路径最大值变为D=b″b′=dd′根据中线定理,D=0.5C 即b″b′=dd′<1mm此偏差值满足机器人的自动定位和焊接。在此种工况下可以采用简化的位置检测形式。
2 结论
为实现有效的自动焊接定位,机器人系统要编程设计出焊前位置检测和修正程序,以实现自动检测和位置修正。机器人自动调整检测姿态完成对柜体不同部位的检测。总控制器将实际的检测数据输入到焊前位置检测和修正程序中自动计算偏移量取得修正值,最终确定焊接位置。实际工程中检测位置精度能达到±0.15mm以内。
由于实现了焊前位置检测,因此实现了焊前机器人对工件的自动定位,减少了人员对机器人的操作,不需要在焊接前人工校正焊接位置,焊接过程中不再出现焊接跑偏现象,也就不需要人工干预,提高了自动化程度;该技术不仅应用在气箱焊接工作上,对其他焊接领域也有参考意义。
[1] 成大先. 机械设计手册[M]. 化学工业出版社,2002.
[2] 吴林. 焊接手册[M]. 机械工业出版社,2001.
[3] 蔡兰. 机械零件工艺性手册[M]. 机械工业出版社,2006.
[4] 于庆祯,李锋. 电器设备机械结构设计手册[M]. 机械工业出版社,2005.
[5] 王先逵. 机械加工工艺手册[M]. 机械工业出版社,2006.
[6] 孙大涌. 先进制造技术[M]. 机械工业出版社,1999.
