工业以太网在喷涂自动生产线管理中的应用
2011-03-03徐龙艳文元雄
徐龙艳,文元雄
(湖北汽车工业学院 电气与信息工程学院,湖北 十堰 442002)
工业以太网在喷涂自动生产线管理中的应用
徐龙艳,文元雄
(湖北汽车工业学院 电气与信息工程学院,湖北 十堰 442002)
对东风汽车公司某涂装车间生产线的以太网通信设计进行描述。主要阐述了连接中央控制室的服务器和控制喷涂机的三菱PLC之间的以太网通信协议,实现了生产线自动控制。
PLC;工业以太网;通信;NEPID
东风汽车公司某车间对原有喷涂生产线进行改造。实现提交生产计划时车身的型号与颜色自动跟踪,自动控制传送喷涂车身信息。在读卡机读取信息后由中控室服务器通过以太网传送到三菱PLC,并控制喷涂机自动喷涂。从而实现生产的控制网络化,提高设备的自动化程度。
1 系统的构建
以太网应用在中涂的三菱PLC组、面涂的三菱PLC组、出/入口的欧姆龙PLC和NEPID系统设定盘(GLC)与中央控制室的服务器的连接与通信。
中涂和面涂的三菱PLC组是分别控制吹灰机、喷涂机,通过以太网将这些PLC分别和GLC、 CCR室的服务器连接在一起,进行数据交换,并对数据进行处理。利用总装中央控制室服务器发送的信息来控制喷涂机的工作状态,进行颜色的自动识别和搭配,实现生产管理的集中化和自动化,从而达到统一控制的目的。
中央控制室的工程管理服务器,作业指示服务器,数据库库服务器通过以太网和喷涂工位的PLC连接在一起,如图1所示。
车身信息通过NEPID卡加载,在焊装车间车身成型时就写入该车的车型、颜色、生产管理号、流水号等VIN码信息。在其后的每一个工位由入口图1的NEPID系统设定盘(GLC)自动识别卡的信息,将信息通过工业以太网来传送给生产管理服务器并与生产管理服务器数据库里的数据进行比较和处理。当数据为数据库中已有数据的时认为该数据是有效数据,予以识别保存,否则认为数据无效,发出声光报警信号,通知管理人员。生产管理调度中心在中央控制室就可以跟踪各工位的车身实时数据,对生产管理进行调度。
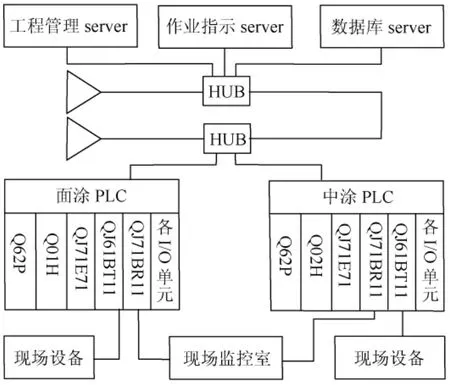
图1 服务器与PLC的以太网连接示意图
在整个系统中,还连接有多台GLC及视频监视设备作为现场数据采集系统,使得现场控制系统功能更加完善。
面涂NEPID系统结构,如图2所示。

图2 上涂NEPID系统结构图
2 系统通讯
以太网对设备之间的通信处理时,协议是相互通信的语言。为了将以太网技术应用到工厂底层的现场过程控制设备中去,开放设备网络供应商协会(Open DeviceNet Vendor Association,ODVA)为此建立了一套全球性标准技术规范,即Ethernet/IP标准,以便能够解决在实际工作中所遇到的困难。在实际的系统中,协定了新的通信协议。
2.1 通信规格
系统通过TCP/IP的Socket通信进行协议通信。工程管理服务器和可编程控制器连接,使用两个插入用 (Pulse/Status DI)端口和填写用(Pulse/ Status DO)端口。根据连接要求确立客户端和服务器端。并且在确立连接后,端口保持打开状态。发送数据方,当等待时间以内没有收到应答时,判断为通信线路异常,并关闭通信端口。同时剩余的所有端口也要求关闭。还有在完成通信端口关闭手续后,能自动恢复重新确立连接处理。
通信规格如表1所示。

表1 通信规格
2.2 通信报文数据
报文数据部根据通信的方向分成两种情况,由两个字节长度的数据区分单元控制区别。报文数据组成,如表2所示。

表2 报文数据组成
2.3 通信过程
通信程序设计思路如图3所示。
工程管理服务器和可编程控制器是用TCP的Socket Interface进行通信,并通过协议规定的写入用Port(送信线路)和插入用Port(接收线路)进行。开通通信线路,与送信线路及接收线路一起,开通工程管理服务器到连接设备侧可编程控制器及网络其他站点,是工程管理服务器主导的通信方式。
通信要求的结果在不能确立正常通信连接时,待机60s后再次发送通信请求信号。当工程管理服务器在检查到通信被切断时,开放连接,并在关闭Socket后,对可编程控制器再次要求建立连接通信。可编程控制器在检查到通信被切断时,开放连接,并在关闭Socket后,通过工程管理服务器的连接要求,在等待状态待机。
用工业以太网与生产管理服务器NEPID系统进行联网,把设备侧与中央控制室连接在一起,由中央控制室对设备侧进行控制,实现了生产管理的自动化。

图3 通信程序设计流程
3 结论
喷涂系统的主要作用就是当车到达喷涂的位置时,喷涂机对车身做出正确的操作,即选择和车匹配的涂料,然后对车进行喷涂。
系统根据以太网部分的要求,实现中央控制室对各个部分的联网控制,能正确接收发送过来的信息,并及时将信息传送出去,达到生产的同步的控制要求。实现对生产线的联网管理。符合工厂的持续生产和自动化生产的目的。并能够满足用户对颜色的不同需求,而且使生产计划转换周期缩短为2d,也降低了管理成本。
[1]三菱公司.三菱可变程序控制器教材Ethernet(Q系列)[K].2005:1-8.
[2]三菱公司.三菱可编程控制器(Q系列)[K].2001.
[3]徐龙艳,文元雄,王俊峰.OMRON以太网在成品库中的控制应用[J].湖北汽车工业学院学报,2007(1):70-72.
[4]李全利.可编程控制器及其网络系统的综合应用技术[M].北京:机械工业出版社,2005:200-223.
[5]骆德汉.可编程控制器与现场总线网络控制[M].北京:科学出版社,2005:166-190.
Application of Ethernet in the Management of Automatic Spraying Production Line
Xu Longyan,Wen Yuanxiong
(School of Electrical and Information Engineering,Hubei Automotive Industries Institute,Shiyan 442002,China)
The Ethernet communication in spraying automatic line was designed for Dongfeng Motor Corporation.And the Ethernet communication protocol between the central control server and the Mitsubishi PLC of spray painting equipment was expounded.The automatic control of production line was realized.
PLC;industry Ethernet;communication;NEPID
TP31
A
1008-5483(2011)02-0050-03
2011-06-07
湖北省教育厅科学技术研究项目(B20092301)
徐龙艳(1982-),男,湖北巴东人,硕士生,从事工业电气控制应用技术方面的研究。
