基于PRO/E的陶瓷零件快速成型机的仿真设计
2011-02-20高东强
张 菲, 高东强
(陕西科技大学机电工程学院, 陕西 西安 710021)
0 引 言
机械产品的运动分析和仿真已经成为计算机辅助工程(CAE)中不可缺少的重要环节,同时也成为机械设计的必经过程.进行机械产品设计时,通常要进行机构的运动分析,以此来验证机构设计的合理性和可行性.对于尚处于设计阶段的产品来说,产品可装配性的好坏,最经济直观的是在计算机上仿真产品的实际装配和运动过程,进行生动直观的产品预装配、干涉检测以及产品运动协调性的验证,以检查各零部件与装配有关的问题而不需要设计者做出物理样机.三维设计软件Pro/Engineer 2001是美国PTC(美国参数技术公司)推出的一款CAD/CAM/CA一体化软件.

图1 Pro/E仿真流程图
Pro/E的运动仿真与动态分析功能集成在“机构”模块中,包括Mechanism Design(机械设计)和Mechanism Dynamics(机械动态)两个方面的分析功能[1].使用“机械设计”分析功能相当于进行机械运动仿真,包括创建某种机构、定义特定运动副、创建能使其运动起来的伺服电动机,实现机构的运动模拟,还可以通过观察与记录分析测量诸如位置、速度、加速度等运动特征,并可以通过图形直观地显示这些测量量、创建轨迹曲线和运动包络,用物理方法描述运动.
根据所设计陶瓷快速成型机的工作原理,作者利用Pro/E建模以及仿真其运动,使其完整的运动得以展示,有助于对其运动的直观理解,并可在此基础上分析其运动规律,提出更好的优化设计方法.
1 利用Pro/E进行仿真的设计过程
利用Pro/E进行仿真的设计过程主要可以分为两个步骤:一是定义一个机构,二是使其运动.其过程如图1所示[2].
2 三维实体模型的建立与虚拟装配
装入元件时有两种方式:接头连接与约束连接.向组件中增加元件时,会弹出“元件放置”窗口,此窗口有3个页面:“放置”、“移动”、“连接”.传统的装配元件方法是在“放置”页面给元件加入各种固定约束,将元件的自由度减少到0,因元件的位置被完全固定,这样装配的元件不能用于运动分析(基体除外).另一种装配元件的方法是在“连接”页面给元件加入各种组合约束,如“销钉”、“圆柱”、“刚体”、“球”、“6DOF”等等,使用这些组合约束装配的元件,因自由度没有完全消除(刚体、焊接、常规除外),元件可以自由移动或旋转,这样装配的元件可用于运动分析.接头连接所用的约束都是能实现特定运动(含固定)的组合约束,包括:销钉、圆柱、滑动杆、轴承、平面、球、6DOF、常规、刚性、焊接,共10种.在具体实现铺料机构的运动仿真之前,需要建立运动模型和设置运动环境,包括建立连接、连接轴设置、运动副、伺服电机以及电机运行的时间序列.这里用到的连接主要是销钉联接(Pin)、圆柱连接(Cyl2inder)、齿轮连接(Gear).譬如,水平丝杠与机架、竖直丝杠与机架等采用销钉连接.料斗装置中由电机带动齿轮传动使得搅拌轴转动,因此这里要用到齿轮运动副(GearPairs),在设置齿轮运动副的时候要注意选择齿轮相对固定体(Ground)设置的连接,否则很难实现齿轮的正确运动,伺服电机主要设置为基于销钉联接的匀速圆周运动,在设置好这些环境之后就可以实现机构的运动仿真[3,4].图2为铺料机构的整机爆炸图.
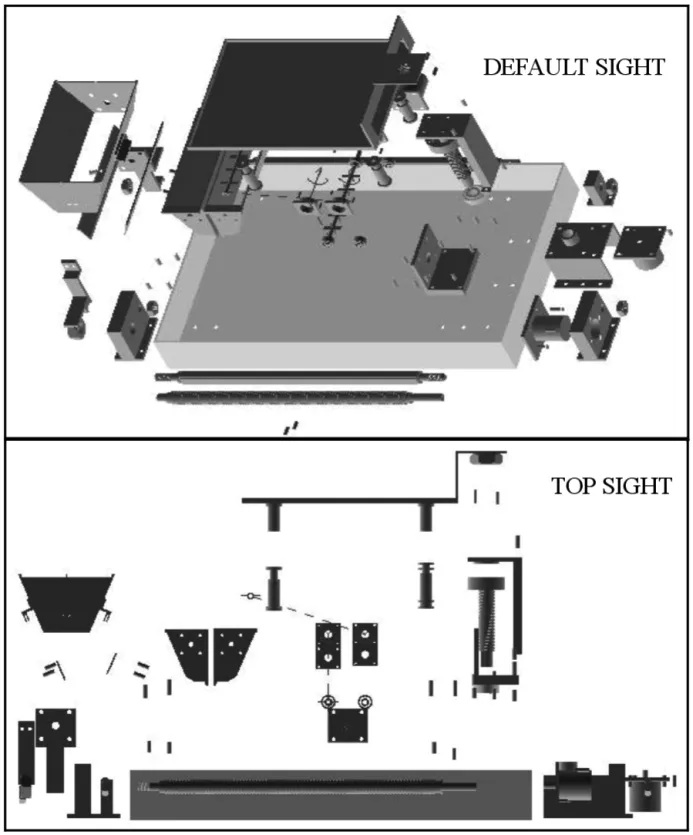
图2 铺料机构爆炸图

图3 铺料机各零件图
陶瓷快速成型机铺料机构需满足以下运动要求: (1)丝杠驱动料斗装置沿导轨的x向正反向移动; (2)丝杠驱动料斗装置沿导轨的z向正反向移动; (3)料斗装置的搅拌机构用来搅拌浆料.
因铺料机构的零件较多,且配合精确,建立模型时,应兼顾零件尺寸及装配尺寸,以免在后续装配过程中造成干涉.建立好零件模型后,分析铺料机构的组成模块,分别先对各组成模块进行虚拟装配.根据设计,该铺料机构分为水平装置、升降装置、料斗装置以及其他周边设施,按照如上分类,先建立各个模块的装配文件,最后按照整体顺序插入安装.所建立铺料机构各分支模块如图4所示.
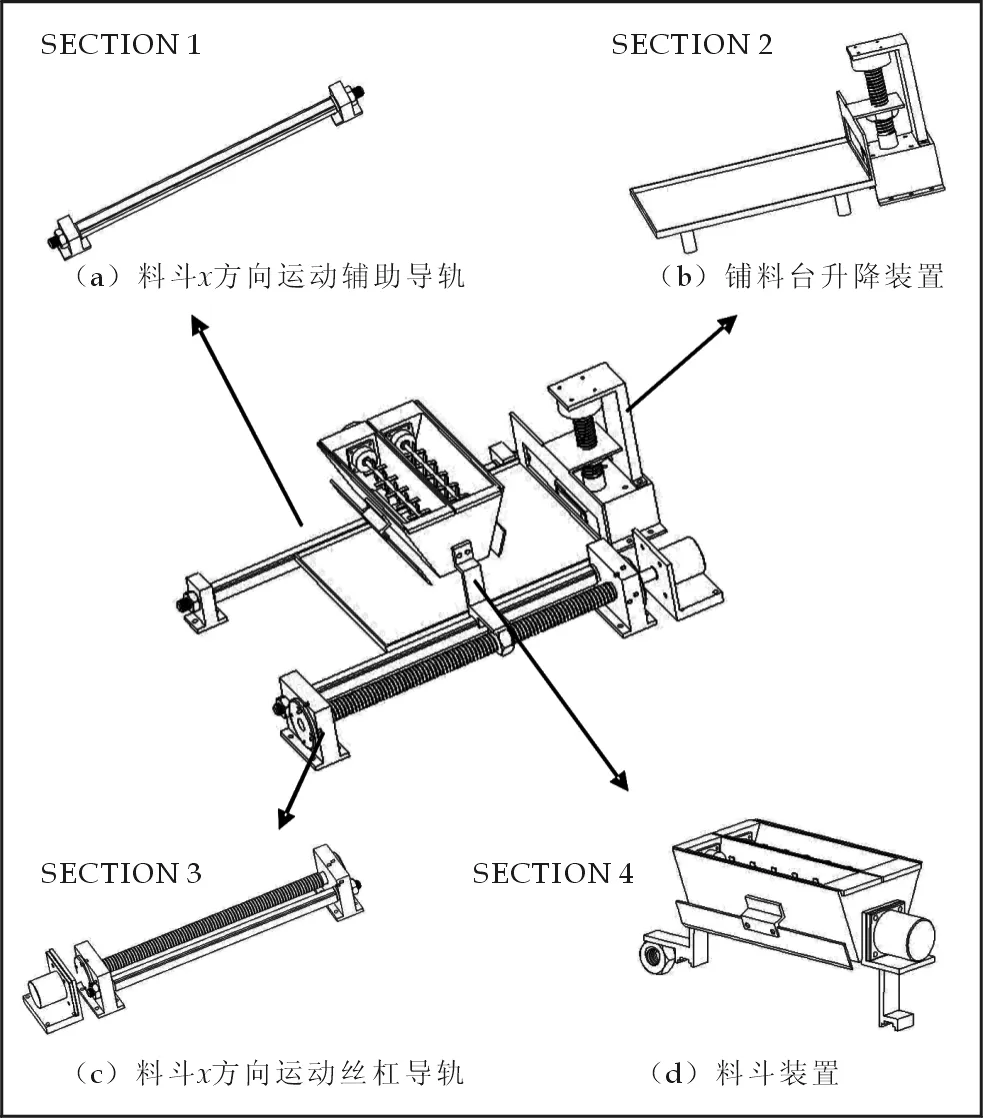
图4 铺料机构各模块分解图
建立好各大模块后,将其按照顺序整体装配,因后续要涉及到仿真操作,因此整机装配过程中需设定各个零件的装配关系.以装配图4中的(c)与(d)模块为例展开描述.首先分析二者之间的运动关系,根据要求,模块(d)需要沿着模块(c)在x方向运动,为螺母丝杠连接装配.先导入模块(c)完成其装配,之后导入模块(d),导入设置操作中可以看到如图5所示的几种约束关系.然后开始选择各约束,第一个为“圆柱”约束关系,即螺母可以沿着丝杠做直线运动,选择好约束关系之后,设置各参照;第二个为“槽”约束关系,即螺母上的点沿着螺纹旋转运动,同上设置各参数,槽连接时所选择的参照分别为丝杠的内螺纹以及螺母外螺纹上的点.完成上述两步操作之后,丝杠螺母连接已成功定义,也即料斗装置可以绕着丝杠运动了,但料斗的位置还没有约束,加入驱动后,料斗整体便会绕着丝杠回转,因此此时还需再额外定义一个约束,可选择“常规”约束关系,设定料斗的导轨槽与模块(c)或者(a)的导轨之间的面为参照,这样就约束了料斗的方向,到此,模块(d)便完成了装配[5,6].所选择的约束如图5所示.料斗装置的装配结果如图6所示.
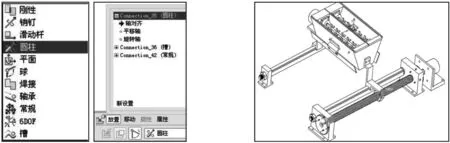
图5 料斗装置装配参数设置 图6 料斗装置装配结果
3 仿真设计
在将零件装配完之后,就要进行仿真过程的设计,主要包括以下步骤[7]:
(1)机构运动参数的设置.铺料机构装配完并确定下来后,进入机构模块,通过“插入→ 伺服电动机”创建驱动器,定义输入载荷.通过“分析→机构分析→分析定义”设置仿真运动参数,从而完成铺料机构运动模型的参数设置.为了使模型能真实反映实际机构的运动规律,必须精确地描述驱动件的运动规律.
(2)运动仿真过程.运动模型的参数设置后, 即可进行机构的运动仿真.通过运行“机构分析”,即可将仿真结果以动画形式在屏幕上显示.如果执行“轨迹曲线”命令,还可得到机构运动轨迹的仿真结果.
(3)干涉检查.干涉检查的目的是分析机构可能出现的运动干涉及“死点”位置.利用Pro/E自动检查各部件在运动过程中的干涉问题,不仅准确,而且效率高, 使得干涉问题在设计过程中就能得到有效解决.通过干涉检查,对发现出现干涉的部位,可以通过修改对应零部件特征的方法,逐一予以解决.
(4)结果分析.运动学分析的目的是通过考察各零部件的相对运动状态,检验机构是否发生干涉并考察和评价系统的速度和加速度特征,其主要研究内容是机构的位置、速度和加速度分析.仿真分析有助于分析运动时产生的结果,并能提供相应的改进信息.
按照以上仿真步骤分别设定参数,该机构需完成浆料搅拌、料斗水平往复运动、铺料台垂直往复运动等3大运动,按照要求需要3个独立电机来达到运动要求,依次定义各个电机的参数(如图7(2)、7(3)所示),最后得到如图7(1)所示的电动机列表.设定完电机之后,即可开始运动分析定义操作,如图7(4)所示.因为是多个电机的配合运动,这里需要设定各电机的运动以及终止时间[8,9].
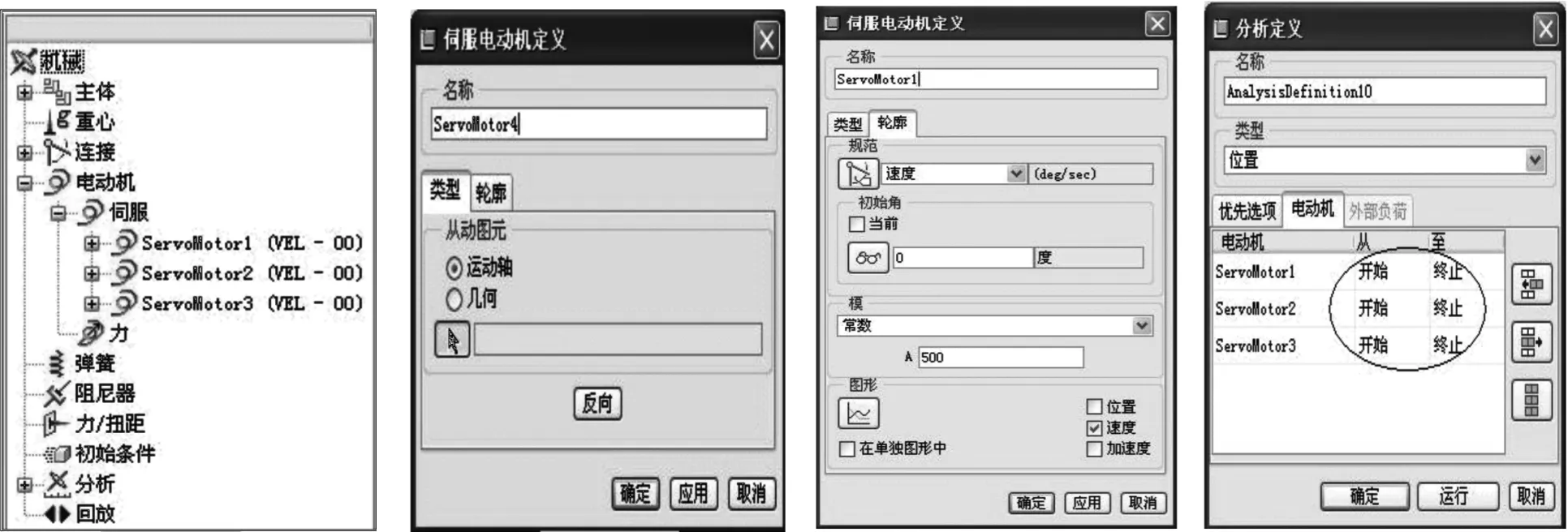
图7 电机参数设置
按照运动顺序,第一步,料斗装置开始沿丝杠运动在铺料台上铺石蜡浆料,铺设完毕后料斗复位;第二步,等待石蜡浆料冷却,当石蜡凝固符合雕刻要求时,雕刻机装置按照分层的图形开始准备雕刻石蜡成型,雕刻结束后雕刻机复位;第三步,料斗装置沿丝杠运动在先前的石蜡层上铺设陶瓷浆料,从而使得浆料填补到在石蜡上雕刻的槽,铺料结束后料斗复位,停止铺料;第四步,电机驱动丝杠带动铺料台沿着z方向向下移动预设高度,运动到位后再由铺料装置配合雕刻装置完成下一层的雕刻,如此反复直至分层加工结束.根据如上的运动过程,以完成一层的雕刻加工为例,3个电机的运动时间顺序为控制搅拌轴运动的电机自始至终都要开启,然后,控制料斗铺料运动的水平电机正反转完成铺料工序,随后,控制铺料台运动的电机正转驱动铺料台降低一定高度.
已知参数:所选电机型号为57BYG096型步进电机,空载启动转速n=360 r/min;水平丝杠的螺纹长度为L1=340 mm,螺距为S1=4 mm,垂直丝杠的螺纹长度为L2=80 mm,螺距为S2=2 mm.
(1)由电机的转速可知转一圈所需时间
T1=1/n=1/360 min=1/6 s
(1)
则料斗一个往复的时间为
T2=2×L/4×T1=2×340/4×1/6≈28 s
(2)
由此可以得出如图7(4)所示的Serve Motor 1的设定时间为0~28 s,Serve Motor 2的设定时间为开始到终止.
(2)设定某工件加工的分层厚度为L2=2 mm,也即当上一次的分层图形雕刻完毕之后,铺料台要向下移动2 mm.
T3=L2/S2×T1=2/2×1/6≈1/6 s
(3)
根据计算结果,则Serve Motor 3的设定时间为28~28.167 s. 时间设定完毕之后,就可以进行仿真了,通过仿真动画可以了解到机构运动的整个过程,真实地反映了该成型运动,为分析其运动提供参考.
4 结束语
由于此新型陶瓷快速成型机正处在研制设计阶段,通过应用Pro/E进行虚拟装配和运动仿真,可以更直观地对其进行干涉检测以及进行各部件之间的间隙调整.与通过样机实验反馈相比,可以大大缩短设备的设计研发周期,降低产品生产成本,为设计提供了一个有效的开发途径.
参考文献
[1] 徐文杰,王秀峰,于成龙,等.陶瓷零件快速成形技术研究新进展[J].陶瓷,2009,3:10-14.
[2] 林水雄,余伟铬,刘 峰.基于MATLAB及Pro/E对曲柄导杆滑块组合机构的仿真[J].机械设计与制造,2009,3:86-88.
[3] 邢月卿,王德忠.基于Pro/E建模的激光模切机的动态仿真设计[J].科技创新导报,2008,(5):21-24.
[4] 孙洪吉,魏延刚.基于Pro/E3.0的三环减速器的虚拟装配及运动仿真[J].计算机应用技术,2008,3(35):27-29.
[5] 周尔民,肖 乾.基于Pro/E wildfire实现变速器的虚拟装配和运动仿真[J].煤矿机械,207,2:87.
[6] Mukesh K.Agarwala. FDC, rapid fabrication of structural components[J]. The American Ceramic Society Bulletin, 1996, 75 (11): 60-65.
[7] Klosterman A.Don. Automated fabrication of structural polymer and ceramic matrix composites via laminated object manufacturing (LOM)[J]. Evolving Technologies for the Competitive Edge Proceedings of the 1997 42nd International SAMPE Symposium and Exhibition, 2001, 42(1): 764-774.
[8] 王旭峰,张学军,李永奎.清田整地机械起膜和碎土装置的运动仿真[J].农机化研究,2008,2:36-38.
[9] 董亚峰,程鹏飞,黄 莉.Pro/e运动仿真功能在实验教学中的应用[J].山西农业大学学报,2007,5(6):74-75.
