水箱拉丝机电气控制系统设计
2011-02-11周海波
周海波,熊 巍
(长江工程职业技术学院,武汉 430212)
1 水箱拉丝机简介
我国的金属制品行业分别从属于冶金、轻工、石油、煤炭、化工、林业、渔业等部门[1]。改革开放以来,随着国民经济的高速发展,金属制品行业在设备、工艺技术水平、产品质量、产量和品种等方面有了较大的进步。目前,全国金属制品企业超过了600家,生产能力超过了 300万t/年;其中能生产中、高碳钢丝、钢绳的企业有150多家;金属制品的品种约有80种。
拉丝机也叫拔丝机、拉线机,是在金属制品行业中使用很广泛的机械设备。我国的拉丝机以老式滑轮拉丝机为主,兼有双卷筒式、直进式、活套式、调谐辊直线式、组合式及各种水箱拉线机等[2]。水箱拉丝机是目前我国最先进的一种拉丝机,广泛应用于钢丝、制绳丝、预应力钢丝、标准件等金属制品的生产和预加工处理。它的优点是结构紧奏,占地面积小,拉拔密集度高,钢丝在拉拔过程中无扭转现象,可以进行高速拉拔,因拉拔过程是在冷却润滑液中进行,钢丝的冷却及润滑条件很好,质量得到保证。常用水箱拉丝机主要由牵引、收线、水箱等组成,其结构如图1所示。
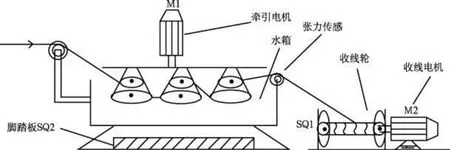
图1 水箱拉丝机结构图
2 水箱拉丝机电气控制系统
水箱拉丝机电气控制系统主要包含人机界面、PLC、变频器三大部分,其结构如图2所示。
2.1 系统控制原理
水箱拉丝机电气控制系统中人机界面主要用于系统工作状态的显示和系统速度给定;变频器只进行简单的调速,水箱拉丝机运行速度由牵引变频器给定作为速度基准,收线电机按比例跟随牵引电机运行,并结合张力传感器信号进行微调;PLC与变频器、触摸屏通过通讯连接统筹整个系统的运行。
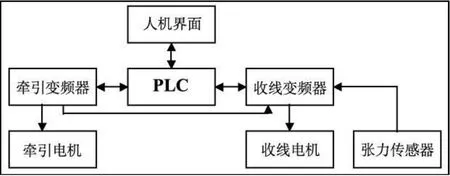
图2 水箱拉丝机电气控制系统结构图
2.2 水箱拉丝机电气控制系统设计
2.2.1 人机界面
本系统人机界面选用深圳步进科技有限公司生产的eV iew M T4300CE触摸屏,该品人机界面产品在国内有着较高知名度,且性价比较高。其主要特性如表1所示。
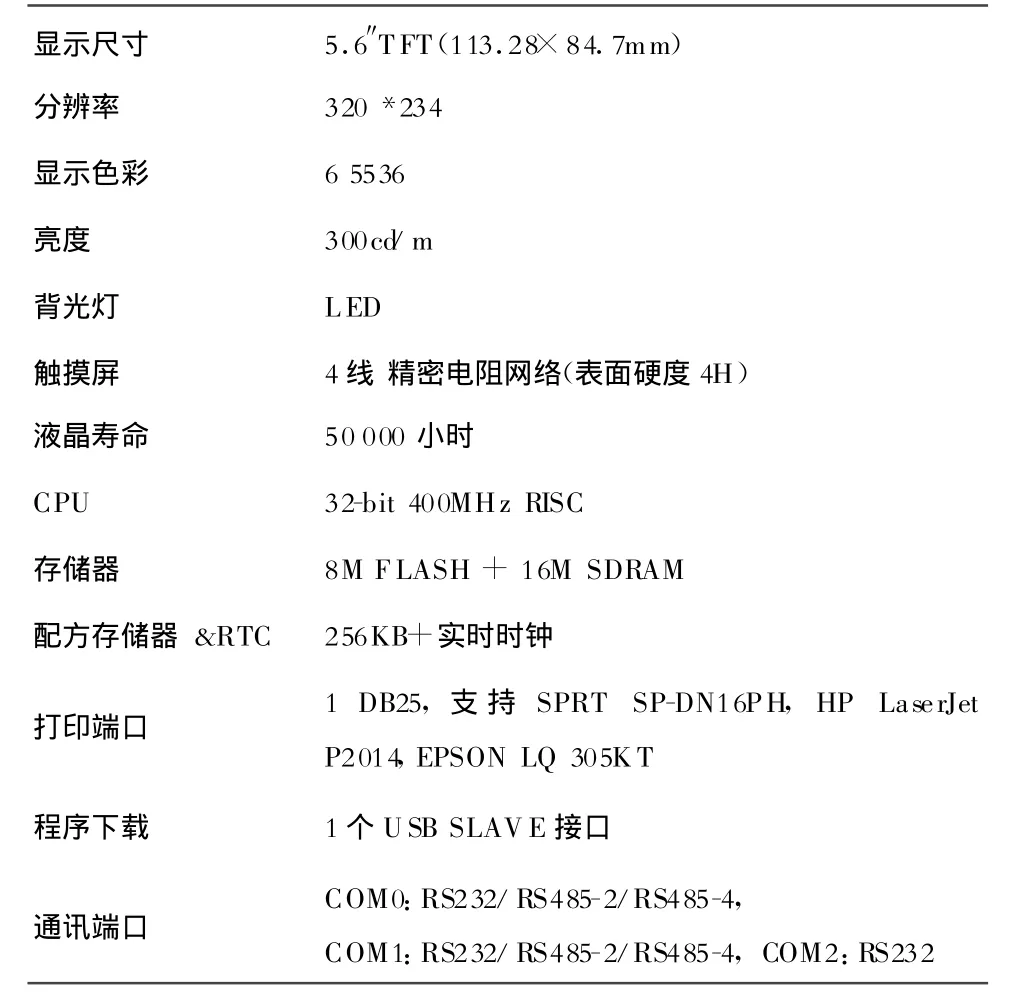
表1 eV iew MT4300CE触摸屏性能
人机界面通过其RS232通讯口与PLC连接通讯,人机界面设计主要完成水箱拉丝机控制系统速度显示及设置、牵引收线电机运行参数显示、产量统计显示、报警显示等功能。
系统速度设置与显示和产量统计等直接使用人机界面的数据对应功能,与 PLC的数据寄存器对应,显示相应的数据寄存器的数值或者对默写数据寄存器内容进行更改。
牵引、收线电机运行参数显示也是运用人机界面的数据对应功能,显示PLC与变频器通讯所读取的电机实时运行参数,如电流、频率、转速等。
报警显示功能可直接使用人机界面的报警宏功能,设定报警信息的位寄存器以及其具体的报警内容。
2.2.2 PLC
本系统PLC选用的是西门子S7-200系列PLC,它是本系统核心,负责人机界面与变频器之间的信息交流,同时也负责整个控制系统的逻辑控制和产量统计等数据运算处理。其I/O分配如表2所示。
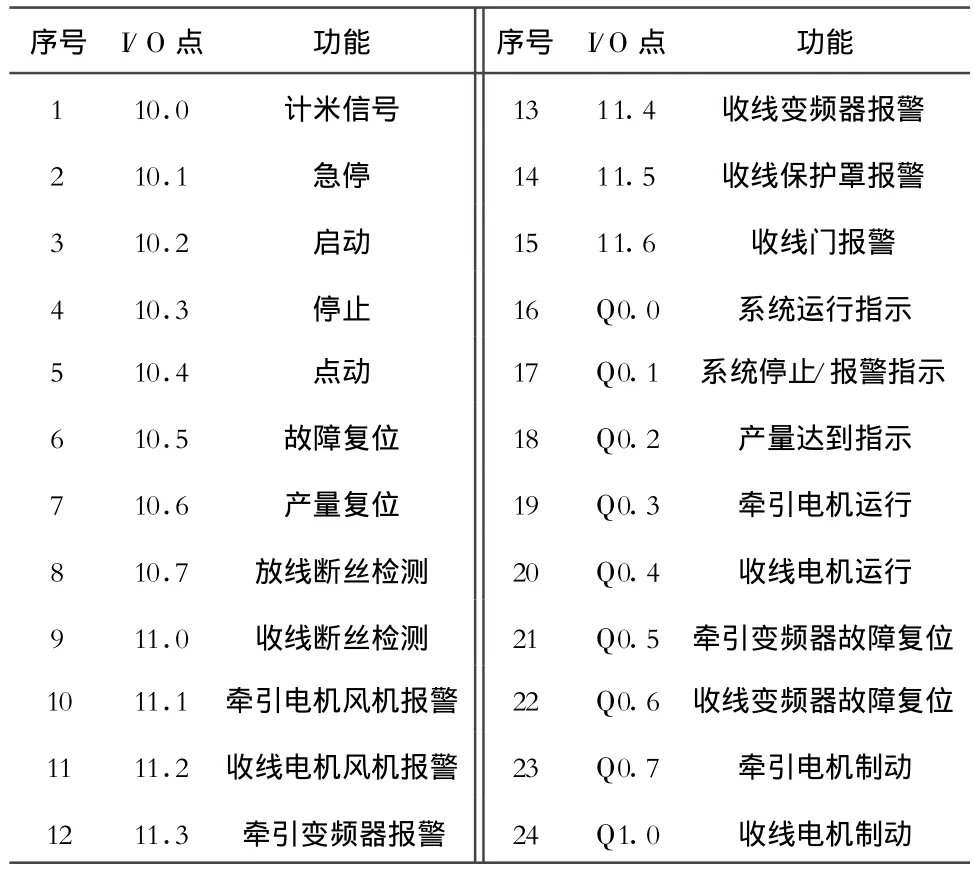
表2 水箱拉丝机控制系统I/O分配表
本系统因使用人机界面,故在设计故障报警功能时,将停止指示与故障报警指示做了集成设计,当系统无故障且停止时红色指示灯常亮;当系统有故障时红色指示灯闪烁,具体故障可通过人机界面的故障显示页面查询。
PLC与变频器之间采用MODBUS通讯连接,系统速度有现场操作人员通过人机界面给定后经PLC数据处理程序运算后给定至变频器。同时变频器反馈实际运行参数到PLC,再由PLC将数据发送至人机界面显示。
产量统计信号来自现场的计米传感器,其连接至PLC的高速计数口10.0,在设计PLC程序时内部进行数据运算,将计米信号的脉冲数转换成实际产量,并显示在人机界面上。因机械设备间存在一定差异,故在设计人机界面程序时我们设置有产量统计系数调整功能,可以由管理人员或设计者对产量统计系数进行微调。
2.2.3 变频器
本系统共使用两台变频器,分别为牵引变频器和收线变频器,均为ABBACS550系列变频器,两者之间仅存在功率上的差异。其中牵引变频器为37kW,收线变频器为3kW。
牵引变频器速度由PLC通过通讯给定,拖动牵引电机对钢丝进行拉拔,其部分参数设置如表3所示。收线变频器速度给定来自于两方面,一方面来自于牵引变频器的模拟输出,按设定比例跟随牵引电机运行;另一方面来自于收线变频器内部根据张力传感器信号的PID调节。收线变频器部分参数设置如表4所示。

表3 牵引变频器参数设置

表4 收线变频器参数设置
在设计收线变频器特别参数时应注意42组参数设置,内部PID调节后的补偿速度直接影响着钢丝成品质量,若此组参数设置不当,很容易造成收线断丝以及收线排布不均等现象。所以此参数表内42组参数设置仅作为参考,实际设定值应根据现场情况进行调整,而且由于设备间的差异,同一车间内的不同设备此值也很可能不同。
3 总结与展望
目前国内金属制品行业的总体技术水平和装备水平,与工业发达国家相比仍有较大的差距,在拉丝机主机、辅助设备、润滑技术、线材生产、拉丝模质量等方面还比较落后。面对我国金属制品行业的实际情况,单纯追求先进的大型、高速拉丝机是不切合实际的,也不可取;对于拉丝机的设计者和制造厂家来说,工作的重点应放在设计、制造运行可靠、操作、维护简单、生产效率较高的拉丝机[2]。
水箱拉丝机作为一种成熟的拉丝设备,在国内有着广阔的市场前景。在当前形势下我们拉丝机设计者应尽快开发利用各种PLC和变频器组合的水箱拉丝机控制系统,以取代目前国内大多数金属制品厂家所采用的普通滑轮式拉丝机,使我国的金属制品行业的装备水平和制品质量尽快赶上国际先进水平。
[1]谢仕柜.金属制品行业技术进步及存在的差距[J].金属制品,1991,(3).
[2]信息部.我国拉丝机现状和发展趋势[J].环球资讯,2009,(12).