防电解微能电火花加工脉冲电源设计
2011-02-10刘广民张勇斌
张 敏,王 洋,吉 方,刘广民,张勇斌
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
脉冲电源是电火花加工机床的重要组成部分。其作用是把工频交流电流转换成一定频率的脉冲电流,以供给电极放电间隙所需的能量来蚀除金属[1]。脉冲电源对电火花加工的生产率、表面质量、加工精度、加工过程的稳定性和工具电极损耗等技术经济指标有很大影响。
电火花工作液在加工过程中会产生少量的OH-,当工件接正极,在电场作用下,OH-离子会在工件表面不断聚集,发生电解加工,造成铁、铝、铜、锌、钛、钨的氧化和腐蚀,并使硬质合金材料中的结合剂—钴成离子状态溶解在水中,形成工件表面的“软化层”。而且传统的RC张弛式和独立式电源没有消电离环节[2-3],易发生电弧性脉冲放电,且电极损耗严重[4]。电解加工和消电离不完全制约着电火花加工的效率、表面质量、加工精度和加工稳定性的提高[5]。基于以上问题,本文设计了一种正、负脉冲相间,正脉冲加工、负脉冲防电解和消电离的微能脉冲电源。脉冲电源以ARM为核心,结合CPLD共同作用,产生高频可调的脉冲波形,满足电火花微细加工的要求。
1 微细加工微能脉冲电源系统设计
电火花微细加工微能脉冲电源系统由脉冲主回路模块、控制模块、检测模块三部分组成,原理框图如图1所示[6]。脉冲主回路模块包括工作电压调节单元、正负脉冲产生单元、独立式和 RC式选择单元、极性切换单元、消电离单元等几部分。脉冲产生模块在控制模块作用下,将工频电流转化为脉冲电流,作用于加工间隙,为电极加工提供所需的能量,并具有防电解和消电离功能。控制模块由核心控制系统ARM 、时序控制系统CPLD、驱动、隔离单元等几部分构成。控制模块的作用是根据加工时参数的选取情况产生高频脉冲控制信号,作用于脉冲产生模块,控制脉冲的产生以及选取加工电压、电流、极性。检测模块由电压检测单元、单脉冲检测单元、平均电压单元和A/D转换单元等几部分构成。检测模块的作用是实时检测电火花加工中平均电压和单脉冲电压变化,反馈信息给ARM 和CPLD,控制工具电极进给和高频脉冲产生。

图1 脉冲电源原理框图
2 脉冲主回路模块设计
脉冲主回路原理如图2所示。交流电经工作电压调节单元,转变为直流电 U1和U 2,直流电经过MOSFET开关Q1到Q5,转变为脉冲电流,选择开关K1、K2调整加工电流,开关K3的作用是改变加工电容,开关K4、K5联合动作,进行微细加工极性切换,脉冲电流作用在工件和电极两端,完成脉冲放电加工。在脉冲产生模块中,设计了辅助的消电离单元。

图2 脉冲主回路原理框图
通过MOSFET开关Q1到Q5以及开关K1到K5的通、断的组合,产生多种加工模式和不同的加工电流、脉宽、脉间。
2.1 脉冲产生和加工模式
(1)U1独立工作
Q1作用是产生脉冲电流。控制系统发出高频脉冲信号,控制Q1的通、断时间,调节脉冲的脉宽和脉间,满足不同加工工艺要求。
(2)U2独立工作
U2独立工作时,通过Q2到Q5的联合动作,产生两种脉冲模式。
A.独立正、负脉冲模式
此种模式加工时采用单一脉冲:正脉冲或负脉冲。Q3和Q5同时工作,形成一个完整电流回路。控制Q3和Q5的通、断,产生加工所用的正脉冲。同理,Q2和Q4联合工作,产生加工所用的负脉冲。
B.正脉冲加工、负脉冲防电解和消电离模式此种模式通过控制Q3和Q5产生正脉冲,控制Q2和Q4产生负脉冲,有两种工作方式:
a.正、负脉冲组相间的方式,即:一组连续正脉冲进行加工,之后一组连续负脉冲进行防电解和消电离,重复下一个周期。正、负脉冲的脉宽、脉间可独立调整。
b.正、负脉冲相间的方式,即:一个正脉冲进行加工,随后一个负脉冲防电解和消电离,重复下一个周期。正、负脉冲的脉宽可进行独立调整。
(3)U1和U2同时工作
在这种工作条件下,有两种工作模式。
A.U1、U2进行相间加工
这种工作条件下,Q5首先处于闭合状态,Q1完成一次通、断,产生一个幅值U 1的正脉冲,Q3完成一次通、断,产生一个幅值U2的正脉冲,重复Q1、Q3的通断,完成了幅值 U 1,U 2的正脉冲相间加工。在一组相间正脉冲之后,Q1到Q5同时断开,之后Q2和Q4共同工作,产生一组防电解和消电离用的负脉冲。完成了一个加工周期。
B.U1进行加工,U2防电解和消电离
U 1经过 Q1、Q5的通、断,产生加工所用的正脉冲。U2经过Q2、Q4的通断,产生用于极间防电解和消电离的负脉冲,且负脉冲的幅值电压小于电火花加工的放电维持电压,保证负脉冲不能进行放电加工。
此时可采用正、负脉冲相间或正、负脉冲组相间两种工作方式。正、负脉冲的脉宽可进行独立调整。
2.2 加工电流的调整
开关K1、K2的作用是调整加工脉冲电流大小。控制开关K1、K2,电阻 R1、R2以不同组合方式连接到电路中,改变回路阻值,进而改变脉冲电流。在实际中,采用多通道电阻并联,扩大脉冲电流调节范围,满足不同加工工艺的需求。
2.3 独立式和RC形式切换
开关K3作用是完成从独立式到RC形式的切换。K3断开时,相当于独立式脉冲电源。实际应用中,采用多电容选择通道的并联,调节电容值,产生满足不同加工工艺的脉冲。且可和电阻阻值同步调节,获得不同的加工参数。
2.4 加工极性切换
开关K4和K5同时动作,切换电极加工极性。其中K4-a和K5-b同时通断,K4-b和K5-a同时通断。开关K4和K5的选择在加工参数中设定,设定后不做改变,因此对开关响应速度要求不高,通常采用继电器开关。
3 脉冲时序分析
本系统有多种脉冲工作模式,在此选择电压U1、U2同时工作的模式进行分析,其他模式不做叙述。
其中:
U(Q1):幅值表示Q1导通,U1连接到电路中;反之则表示Q1关断,U 1没有连接到电路中
U(Q2):幅值表示Q2导通,U2连接到电路中;反之则表示Q2关断,U 2没有连接到电路中
U间隙:表示电极与工件之间间隙电压
进入高中之后,学生在学习物理时会感到强烈的反差,以致于很多学生出现不适应的情况,逐渐地他们产生畏难心理,学习信心和兴趣也受到打压.笔者认为这主要牵扯到以下几个方面的问题.
i间隙:表示电极与工件之间间隙电流
U(Q3):幅值表示Q3导通,U 2连接到电路中;反之则表示Q3关断,U2没有连接到电路中
在加工中,电流调节开关K1、K2,电容选择开关K3,极性切换开关K4和K5根据控制信号设定,处于导通或关断状态。
3.1 U1、U2相间加工
在这种加工方式下,U1产生正脉冲进行加工,U2即产生正脉冲进行加工,又产生负脉冲进行防电解和消电离。具体加工波形如图3所示。
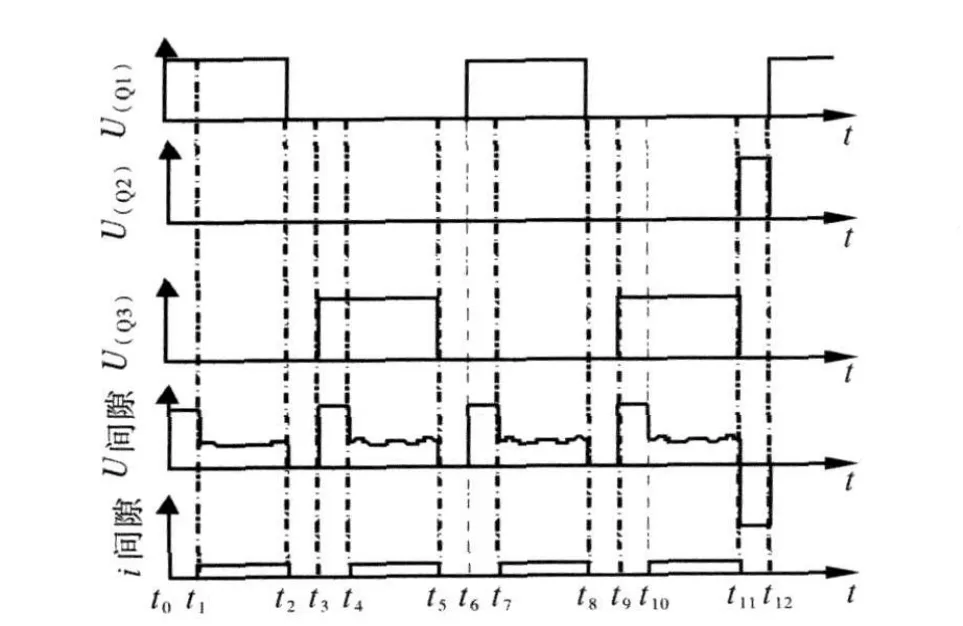
图3 电压 U 1、U 2相间加工波形图
[t0,t1]:U1作用下,击穿延时。在这段时间内,Q1、Q5处于导通,Q2、Q3和Q4处于关断,间隙电压为 U1,间隙电流为0,这种状态持续到 t1时刻。
[t1,t2]:U1作用下,正脉冲间隙放电。t1时刻,间隙被击穿,进入间隙放电阶段,进行放电加工,产生间隙电流,间隙电压维持在火花放电的基准电压。此阶段Q1和Q5导通,Q2、Q3和Q4关断,这种状态持续到t2时刻。
[t2,t3]:脉间自动消电离。在此阶段,Q1到Q4都处于关断状态。在脉间进行自动消电离。
[t3,t4]:U 2作用下,击穿延时。从t3时刻开始,Q3和Q5处于导通,Q1、Q2和Q4处于关断,间隙电压为 U2,间隙电流为0,这种状态持续到 t4时刻。
[t11,t12]:U2作用下,负脉冲防电解和消电离。在 t11时刻 ,Q1、Q3、Q5关断,Q2和 Q4导通,间隙电压瞬时变成U 2,间隙电流顺时变成零。但要保证脉宽时间小于间隙击穿延时的时间间隔。此时加在间隙两端的电压和放电加工时反向,起到防电解和消电离的作用。此种状态持续到 t12时刻,完成一个放电加工周期。在此之后进入到下一个加工周期。
3.2 U1进行加工,U2防电解和消电离
(1)正、负脉冲相间加工方式
U1与U2共同工作,达到电火花微细加工击穿延时,间隙放电和防电解、消电离3个过程的往复。这种加工波形如图4所示。
[t0,t2]:相当于正、负脉冲相间加工方式的[t0,t2];[t2,t3]:相当于正、负脉冲相间加工方式的[t11,t12]。不同点在于此时U2的幅值小于电火花放电的基准电压,不能进行放电加工,脉宽时间没有严格要求。此种状态持续到t3时刻,完成一个放电加工周期。在此之后进入到下一个加工周期。
(2)正、负脉冲组连续相间
这种加工方式相对于正、负脉冲相间加工方式,有两个变化:①用于加工的正脉冲以连续脉冲组的方式工作,在一组连续正脉冲组后,进行一次负脉冲防电解和消电离;②正脉冲组脉间自动进行部分消电离,但正脉冲脉间相对于脉宽要小,此时脉间主要功能是形成连续正脉冲。加工波形如图5所示。

图4 正、负脉冲相间加工波形图

图5 正、负脉冲组连续相间波形图
在实际加工中,正脉冲组和负脉冲组的数量,正、负脉冲的脉宽、脉间、电压、加工电流可根据实际情况进行调整,进而形成完整的适合本系统的加工工艺。
4 纳秒级脉宽的硬件保证
本系统设计的最小脉宽是ns级,对硬件提出了很高的要求。
开关 Q1到Q5选用高速功率 MOSFET。与BJT相比较,MOSFET具有工作频率高、体积小、输入阻抗高、温度特性好、线性度高、抗辐射能力强等优点。
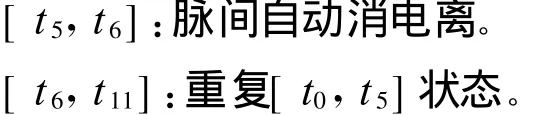
为保证MOSFET工作的稳定性,选择专用的高速MOSFET驱动器进行驱动[7]。驱动电路见图6。
图6 MOSFET驱动电路
其工作原理为:控制信号经反相器驱动高速光耦,高速光耦完成光电隔离,通过TTL电路完成电平转换,控制 MOSFET驱动器,从而驱动 MOSFET。
反相器的作用是增加驱动能力,原因是CPLD管脚的输出能力不足以驱动光耦。电阻R1起限流作用,保证通过光耦发光二极管电流小于最大平均整流电流IF。电阻R2、R3完成电平转换。R4是限流电阻,保护 MOSFET栅极和源极。电阻 R5为MOSFET提供一个消电离通道,保证在MOSFET从闭合到断开过程中,能为残存的电压提供一个泄放通道。
5 结语
根据电火花微细加工的特点,采用ARM和CPLD相结合的方式,产生脉宽和脉间可调的高频脉冲,适应微细加工的要求。设计了正脉冲加工、负脉冲防电解和消电离的脉冲主回路模块,阐述了脉冲加工的工作模式,分析了部分模式的加工脉冲波形。
本电源通过正脉冲加工、负脉冲防电解和消电离相结合的方式,提高电火花微细加工的精度和效率。
[1] 任忠辉,宋博岩,韩荣第,等.电火花微能脉冲电源研究现状[J].电加工与模具,2006(3):29-32.
[2] 赵亚利,郭烈恩,杨闪闪,等.电火花微细加工微能脉冲电源模块的研究[J].机械工程师,2009(3):116.
[3] 胡满红,李勇,佟浩,等.微细电火花加工用可控式 RC电源的设计和实验[J].电加工与模具,2009(2):7-10.
[4] 周明.电火花微孔加工工艺规律的研究[D].大连:大连理工大学,2001.
[5] 刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2008.
[6] 崔晶,李勇,熊英.微细电火花加工多模式脉冲电源的研究[J].电加工与模具,2009(3):19-22.
[7] 叶明国,杨胜强,曹明让,等.单脉冲电火花加工电源的设计[J].机械工程与自动化,2009(1):148-151.
