消失模模样和涂料材料性能检测研究及进展
2011-01-24李鸿亮
李鸿亮
(机械工业第四设计研究院,河南 洛阳 471039)
消失模铸造工艺具有铸件尺寸精度高、生产工艺简单和环境污染小等优点,被称为“21世纪的铸造技术”。目前许多工业发达国家的消失模铸造已经进入大规模应用阶段。这种发展状态是建立在对消失模工艺的全方位研究的基础上的。其中几项关键检测技术构成了消失模铸造的基础。本文主要介绍泡沫模样的检测和涂料性能的测定。
1 消失模铸造模样研究
1.1 模样对充型过程的影响
消失模模样对金属液充型有着重要影响。Sun W L等[1]使用X衍射测试方法研究了模样的融合程度(低和普通)、模样的密度分布、模样的平均密度和涂料层透气性对于铝合金消失模铸造浇注过程的影响。结果显示模样的融合度低时金属液推进速度是模样普通融合度的4倍~5倍。由于在融合度比较低的模样中,金属液的充填过程会在遇到高密度点的模样区域时遇到阻碍,前端液面将形成汇聚。相比之下高融合度模样基本不受这种影响。在高密度点金属液面汇聚的缺点是将导致铸件表面出现皱皮缺陷。消失模铸造中建议选用表面融合程度高的泡沫模样。
Hess D R等[2]研究了铝合金消失模铸造中模样类型、融合程度、珠粒类型、合金类型等参数对浇注中充型速度和铸件缺陷的影响。研究显示模样融合程度和珠粒类型对金属流动速度和铸件缺陷影响最大。
1.2 消失模模样生产过程及质量评定
随着消失模应用范围的扩展,消失模铸件形状变得复杂,质量要求也越来越高。Brian V Smith认为消失模铸件品质的80%~90%取决于模样的生产,模样的生产制造变得越来越重要。
前人研究结果显示:表面光滑、密度均匀、内部融合程度低、表面融合程度高的模样有利于提高消失模铸件质量。但上述只是一个定性的描述,如何精确定量的描述一个模样质量,一直是技术工作者努力探索的问题。Penumadu D等使用扫描电镜对模样的微观组织深入进行了观察研究,使用透光试验和X射线衍射分析研究模样的宏观组织。他们对融合度不同的模样透光结果进行了圆度分析。定性定量的描述了模样的圆度,并可以分析其融合度是否符合消失模生产要求。如图1所示。从图1可以看出低融合度模样的珠粒相对较圆,而高融合度珠粒则能互相融合在一起,圆度比低融合度模样珠粒要低很多。

图1 高低融合度模样透光图对比
2 消失模铸造用涂料研究
涂料性能定性或定量的测试与控制是保证铸件质量稳定的重要条件。消失模铸造涂料性能测试研究主要集中在强度、透气性、涂挂性、不流淌性和触变性几个方面。
2.1 消失模涂料强度测试
强度是涂料测试中的主要参数,涂料的强度主要包括结构强度和表面强度。当涂料的两种强度都足够高时,可以提高泡沫模样的强度和刚度,防止模样在生产线上的运输过程变形和破坏,在浇注过程中还有利于防止塌箱。
表面强度测定方法:制作直径50mm×50mm圆柱形试样,干燥或者硬化后在表面涂上1.0mm~1.5mm厚度的涂料。试样干燥冷却后,使用挂有砝码(100g)的钢质刷接触并转动试样1min,测量掉落的涂料质量即可以表征表面强度[3]。
结构强度的测定方法:
用涂料稠膏做成长方形涂料试样如图2所示,干燥后放到抗弯强度测定仪的支架上[4]。如图3所示。加载直至试样断裂,涂料的抗弯强度使用下式计算:

式中:δ——表示涂料的抗弯强度,Mpa;
G——为加载总重量,kg;
b——为试样宽度,cm;
h——为试样厚度,cm;
l——为支点间距,cm。

图2 试样尺寸示意图
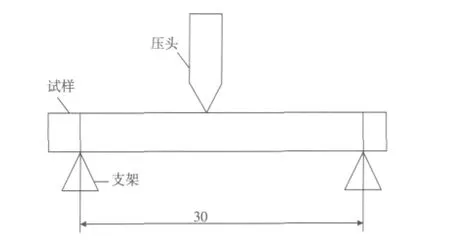
图3 涂料抗弯强度示意图
2.2 透气性的测试[5,6]
常温透气性测试:山本康雄和美国的C.H.Tseng,D.R.Askeland等使用直径为50mm、高50mm的圆柱形水玻璃砂制作为标准样。在外层涂敷涂料,等待样品干燥后使用砂型透气性测量。中国一汽的王德茂改进方法,使用装有塑料膜的测栅来制取涂料试样,干燥后装在透气性样筒上,用型砂透气性仪器测定涂层的透气性,记录时间后再按照标准公式计算透气性。西安交通大学的王恩泽尝试了添加真空泵的测试装置,在涂料层的两边形成负压吸附涂料片,气体的通过量可以用来反映透气性。
高温透气性的测试:华中理工大学叶升平使用耐热瓷管制作涂料片。使用管式电阻炉加热,来测试涂料的高温透气性。内蒙古工业大学的佟天夫等在模样外层刷涂料并裹粘砂子,以此方法来制作试样。通过实验测量涂层在不同温度循环热气流通过时的流速大小。用此数据来显示透气性的强弱。这种方法的优点是试样所处的状态符合其生产线上的状态,能够确定模样受热时变化和涂料透气性的关系。
2.3 涂挂性、不流淌性和触变性性能的测试
由于泡沫模样表面对水不润湿,生产中常常还会沾有油质脱模剂,因此消失模涂料中通常添加表面活性剂和有机物改善涂挂性。华中理工大学采用80×50×5(mm)尺寸的模样材料浸入涂料中 5min。等待样品取出后,涂挂性可以用表面被涂挂的表面积百分比作为指标[7]。
涂料不流淌性可以用流淌量、流淌时间和最终的涂片质量综合进行评价。将40×40×2(mm)尺寸的不锈钢片浸入涂料中,从提起到涂料不再下滴为止的时间定为流淌时间。称量滴下的涂料总量即为流淌量,到涂料停止流淌时称取的不锈钢片质量即为涂片质量。流淌量越少,流淌时间越短,涂片质量越大,则表示涂料的不流淌性越好。
触变性是涂料一个重要的工艺性能。触变涂料在施加剪应力后,演变为溶胶从而黏度降低具有更好的涂挂性、滴淌性。当加载的剪应力去除后,涂料又恢复成凝胶,从而可以保持涂料层的厚度。一般情况下多采用NXS-11型旋转黏度计测定涂料触变性。
3 结 论
研究铝合金消失模充型过程结果显示,模样珠粒类型和融合程度对金属流速和铸件缺陷影响最大。X光透射、扫描电镜、光透射等先进技术应用于模样检测有利于检测结果的定量化分析。
消失模铸造涂料的透气性直接影响到模样的热解产物能否顺利排出砂型外,因而对金属液的充型速度以及铸件的皱皮、增碳、针孔等缺陷有着决定性的影响。影响因素主要包括耐火填料的粒度分布和粒形,有机和无机黏结剂种类和含量等。到目前为止国内外尚无统一的透气性测定标准。开发一种适合生产中应用、方便统一的标准势在必行。消失模涂料的常温或高温强度,也处于同样的状况,企业迫切需要统一的测试方法和性能指标来指导生产。这也是消失模技术持续发展的条件要求。
[1]Sun W L,Littleton H E,BatesC E.Real-timeX-ray investigations on Lost Foam mold filling[J].Trans.AFS,2002:1347-1356.
[2]Hess D R,Askeland D R,Ramsay C W.Influence of Bead Chemistry on MetalVelocity and DefectFormation in AluminumLost Foam Castings[J].Trans.AFS,2002:1279-1292.
[3]马朝阳.实型铸造涂料的试验研究[J].造型材料,1994,(1):46-49.
[4]黄乃瑜叶升平樊自田.消失模铸造原理及质量控制[M].武汉:华中科技大学出版社,2004.
[5]王得茂.消失模涂层的透气性及测定方法[J].汽车工艺与材料,1992(7):39-41.
[6]佟天夫,王忠柯.气化模铸造涂料高温透气性测试的研究[J].特种铸造及有色合金,1995(3):3-5.
[7]吴国华,罗吉荣,黄乃瑜.铝合金消失模涂料及工艺性能的研究[G]//.消失模铸造国际会议论文集,1998.