POY、FDY一体联合试验机纺FDY的工艺
2011-01-18刘娜娜甘学辉杨崇倡
刘娜娜,甘学辉,杨崇倡,全 潇
(1.东华大学纺织装备教育部工程研究中心,上海 201620; 2.太仓荣文合成纤维有限公司,江苏 苏州 215427)
近些年,随着化纤纺丝技术的不断发展和提高,化纤设备也在不断的更新,卷绕机是化纤纺丝设备中的关键部分,必须精心的设计和制造,才能生产出高性能的化纤卷绕机[1]。 在实际生产中纺POY、FDY都有各自的纺丝设备,但工厂里的设备占地面积大,资金投入多。考虑到实验室试纺实验与工厂纺丝的不同,为了减少占地面积,节约投入资金,我们通过对POY设备和FDY设备中影响纺丝质量的因素进行分析,设计了一种POY、FDY一体联合试验机,该纺丝机既能实现对POY的纺制,又能实现对FDY的纺制,且能保证丝条的质量不受影响。本文主要是针对该联合试验机对FDY纺丝的工艺研究。
1 POY、FDY一体联合试验机的设备配置
该试验机的设备流程图如图1所示。主要设备配置见表1。

图1 设备流程图
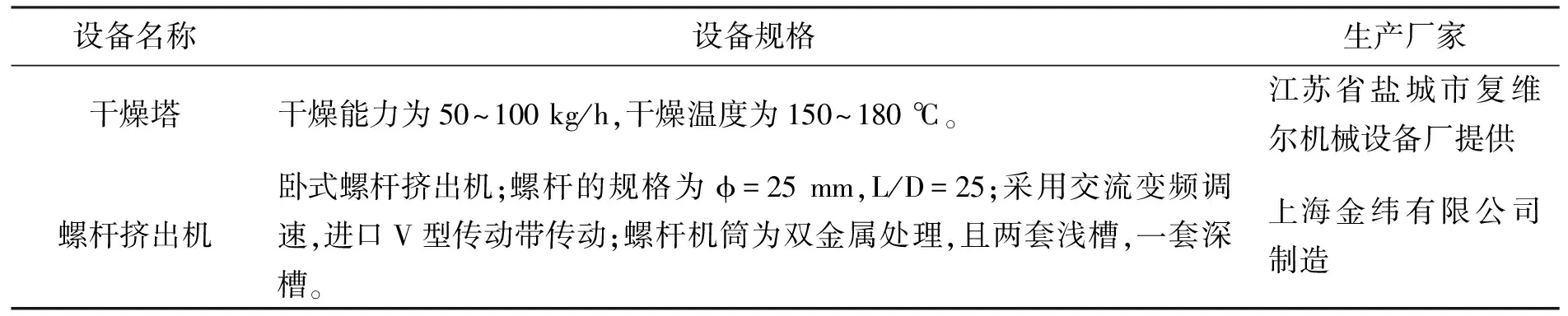
表1 主要设备配置说明
(续表1)

设备名称设备规格生产厂家纺丝箱采用单面操作式纺丝箱;箱体上装有华西泵厂提供的规格为2×2.4cc/rev的计量泵,喷丝组件中喷丝板为圆形喷丝板,直径为95mm。上海金纬有限公司提供卷绕设备TCTQ298-1500型卷绕头;采用拔叉式导丝机构。上海太平洋机电提供
2 POY、FDY一体联合试验机纺FDY工艺参数
高速纺丝的主要工艺参数见表2。

表2 纺涤纶FDY的工艺参数
3 工艺条件的选择
3.1 切片干燥
切片的含水率对后序纺丝工艺有重要的影响,因此在纺丝前要对切片进行干燥,本次试纺中将热风以20 m3/h的流量吹入干燥塔内,干燥温度控制在160 ℃左右,将切片干燥约6 h,干燥后的切片含水率在0.005%左右,然后将切片在挤压机中熔融。
3.2 纺丝温度
纺丝温度指的是纺丝箱体的温度,合理的纺丝温度是纺FDY的关键,因为纺丝温度与熔体黏度、丝束的线密度、纺丝速度等有关。较高的纺丝温度能降低熔体的绝对黏度,改善流体的流变性能,降低熔体的弹性效应及出口胀大效应,提高熔体的均匀性,减少纺程上的速度梯度和纺丝张力,有利于纺丝[2]。纺丝箱体的温度应依据该生产的规格种类及纤度的大小来选择,纤度越低,纺丝箱体温度则应稍高一些,本次试纺的纺丝温度在290 ℃左右。
3.3 侧吹风
冷却成型是熔体直纺FDY的重要条件之一,包括风速和风温,可直接影响FDY成品丝的条干均匀度和染色均匀度,应严格控制使其均匀稳定[3]。风速较低,丝条冷却缓慢,冷却长度增加,会使条干不匀率上升,断头增加,但是风速超过一定程度会使丝条发生震荡,在FDY生产中一般将侧吹风风速控制在0.30~0.53 m/s之间。所以在试纺时我们将风速控制在0.48 m/s左右。
在FDY生产中,侧吹风风温一般控制在20~24 ℃[2],随着纺速和线密度的增加,应适当降低风温来加速丝条的冷却,而风温过高易引起毛丝和断头,风温过低会使喷丝板温度下降,从而使组件使用周期缩短。所以在试纺时将风温控制在23 ℃左右为宜。
丝条从甬道进入牵伸卷绕过程如图2:在此试验机中第一导丝辊(第二导丝辊纺POY时用到,此处纺FDY用不到)只起到引导丝路的作用,然后丝条在第一热辊上进行拉伸,在第二热辊上进行丝束定型,此处的分丝辊对热辊具有极好的高速追随性,使牵伸张力更加稳定。

1.第一导丝辊; 2.第一热辊(对辊);3.第二热辊(单辊); 4.分丝辊; 5卷绕图2 牵伸卷绕示意图
3.4 第一、二热辊的速度和温度
丝束从甬道出来后的拉伸主要在第一热辊完成,若第一热辊速度太低,则会出现过度拉伸,毛丝和断头增加;若速度过高,纤维的剩余伸长过大,染色性能和条干不均率变差[4]。在生产试验中,第一、二热辊都有一升速过程,第一热辊升速后的速度为2 300 m/min,第一热辊的温度为拉伸温度,适合的拉伸温度可以提高丝条的拉伸性能,减少断头,第一热辊的温度控制在91 ℃左右。
第二热辊起着定型作用,适当的定型,可消除内应力,使纤维性能稳定,提高丝条的强度。在纺FDY时,第二热辊升速后的速度为4 100 m/min。定型温度控制在136 ℃左右。在第一、二热辊速度达到稳定之前的丝为废丝,在第一热辊速度为2 300 m/min左右,第二热辊的速度为4 100 m/min左右时,才开始稳定纺丝。
3.5 卷绕张力
卷绕张力影响FDY丝束的成形,卷绕张力过小,丝筒成形不好,容易出现塌边,卷绕张力过大,卷装较紧,容易出现蛛网丝,并带来一定的生头困难[5]。在该次试纺中,卷绕张力的大小主要通过调节第二热辊的速度来调节(第二热辊的速度和卷绕速度不应相差过大),而在切换时,为了在瞬间使丝和筒管形成一定张力,以保证生头成功,需要提高夹头速度,这时丝的张力相对于正常卷绕时会偏大,张力最大值达到34 cN左右,但持续时间很短,生头成功后,夹头速度回归到正常卷绕速度,丝正常卷绕,张力值随之降低,张力值在22 cN左右波动。
3.6 成品丝的质量指标
在本次试验中经过多次工艺调整和优化,使丝条进行稳定的卷绕。本次实验中成品丝的物理指标如表3所示。

表3 成品丝的物理指标
4 结 论
在本次试纺实验中,使用自己研制的一体联合试验机纺涤纶FDY,该纺丝机的优点是工艺流程短、高效、节能,在通过对工艺参数进行多次调整下,我们将卷绕速度控制在4 050 m/min,卷绕张力控制在22 cN左右时,能形成质量较好的丝饼。
[1] 魏建,汤以范.化纤卷绕机的研究与发展[J].合成纤维,2003(6):26.
[2] 刘永胜.涤纶熔体直纺FDY断头影响因素探讨[J].聚酯工业,2003,16(6):59.
[3] 王春海.侧吹风对FDY条干均匀度的影响[J].聚酯工业,2004,17(1):41-42.
[4] 刘永胜.涤纶直纺熔体FDY的生产工艺[J].聚酯工业,2002,25(1):44-45.
[5] 李明.优化纺丝工艺 提高纺丝速度[J].聚酯工业,2001,14(5):35.