中压加氢裂化装置部分设备的腐蚀与防护
2011-01-05孟宪强
孟宪强,易 漾
(中国石油化工股份有限公司炼油事业部,北京 100728)
中压加氢裂化装置部分设备的腐蚀与防护
孟宪强,易 漾
(中国石油化工股份有限公司炼油事业部,北京 100728)
自加工高含硫原油后,中压加氢裂化装置的腐蚀问题日趋严重,先后出现高压换热器管束腐蚀穿孔、分馏塔加热炉进料线大小头腐蚀减薄、石脑油塔顶空冷器管束腐蚀穿孔和脱硫后干气 H2S超标等问题。针对上述腐蚀情况和腐蚀机理进行了简要分析,结合装置实际应用情况,阐述了解决方案并简要提出了进一步降低风险的方法。
中压加氢 腐蚀 防护
中国石化某企业 1.0 Mt/a中压加氢改质装置在“优化乙烯原料、提高加工深度、实现整体效益最大化”的背景下,利用中国石化石油化工科学研究院的中压加氢裂化 (RMC)技术,扩能改造为 1.3 Mt/a中压加氢裂化装置 (以下简称加氢装置)。近年来,原油性质日趋劣质化,常减压装置开始加大进口高硫高酸原油加工比例,以替代逐年降低进厂量的大庆原油。这些进口原油属中间基含硫原油,其硫含量远高于大庆原油。随着掺炼比例的不断提高,加氢装置滤后原料的硫质量分数基本维持在 2500μg/g以上,氯质量分数也超过了 1μg/g的工艺指标。循环氢中 H2S质量分数上升到 3500μg/g左右,最高值超过 5000μg/g。随着原料中硫、氯含量的不断增加,反应部分和分馏部分不同程度出现了设备腐蚀问题。为了确保加氢装置安全、稳定、长周期运转,有必要对腐蚀问题进行总结和分类,从中总结经验、汲取教训,为今后的防腐工作提供参考和依据。
1 高压换热器管束大面积腐蚀穿孔
1.1 腐蚀简介
2009年 7月 6日 15:10由于新氢大幅度波动(入口压力最高 1.92MPa,最低降到 1.7MPa)造成新氢压缩机 (K501B)的压缩比瞬间增加,导致压缩机二段排气温度超高而联锁停机。反应系统压力由 9.3 MPa降到 6.3 MPa,立即启动备机,反应系统缓慢升压。16:40加氢装置脱丁烷塔 (C-601)压力突然上升,安全阀起跳都无法阻止压力上升,当班操作人员迅速打开脱丁烷塔顶回流罐 (D-601)安全阀副线向火炬系统泄压,以保证 C-601系统压力正常。通过分析,认定是 E-504内漏导致脱丁烷塔压力超高,联系调度和瓦斯班后,反应系统向火炬泄压,加氢装置紧急停工。7月 8日打开反应生成油 /低分油高压换热器 E-504管箱,壳程灌水后E-504就有 5根管束漏水并将管束堵死。之后陆续发现管板渗水并重复多次后,又堵管 33根。
1.2 腐蚀分析
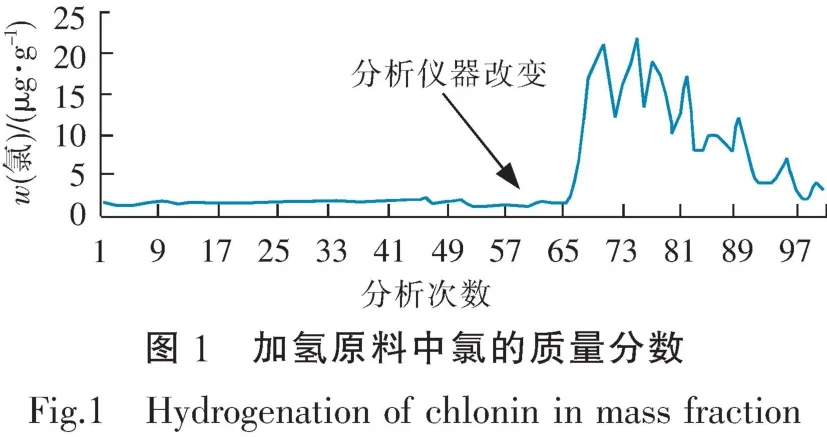
E-504管束材质为 10号钢,对硫、氯腐蚀非常敏感。从 2008年 1月到 2009年 1月,加氢装置滤后原料中硫含量不断增加,氯质量分数也大大超过了 1μg/g的工艺指标。特别是从 2009年 3月采用重质氯分析仪进行分析后,分析结果大幅度升高(分析结果更加接近实际情况),具体变化见图 1。
加氢反应生成的 H2S,HCl与 NH3反应生成NH4HS和 NH4Cl,后者比 NH4HS更容易在系统中析出,据文献记载[1]NH4Cl在低于 350℃的部位就会析出结晶而堵塞管道。而 E-504的操作温度在190~140℃,为了保证循环氢纯度、防止铵盐结晶造成系统压降上升,在 E-504管程入口 (备用注水点)增注了 2.5 t/h软化水,从而形成了典型的H2S—H2O—HCl—NH3腐蚀环境。在较低温度下,NH4Cl和 NH4HS会在管束中析出结晶形成垢下腐蚀,注水冲洗后 NH4Cl在有水的情况下能形成一种强酸,加速了设备的腐蚀[2]。另外,HCl溶于水生成盐酸使设备产生酸腐蚀。生成的 FeS保护膜由于 NH4HS和 HCl的存在而被破坏,使得腐蚀进一步加剧,腐蚀的产物溶于油品中被带走导致腐蚀不断发生。再加上装置改造增上热高分流程后,生成油进入 E-504流量由 120 t/h降到 8 t/h,导致物料在管束中分配不均匀,酸性水沉积在换热器下部死角没有流动加速了设备腐蚀。
1.3 措施与建议
2010年 11月装置停工,将 E-504管束进行了整体更换,但由于材质没有升级,今后的腐蚀问题依然存在。为了减免腐蚀,取消了 E-504前连续注水,在没有水的干燥环境下 NH4Cl和 NH4HS不会发生腐蚀。由于铵盐结晶导致的压降上升、换热效率下降等问题可定期注水溶解。E-504取消注水后,将造成腐蚀后移,反应产物空冷器 (A-501)的腐蚀会相应加剧。为了进一步做好防腐工作,需要加强对反应注水系统的氮气保护,防止氧气进入反应系统加速腐蚀;更换大功率的注水泵以降低铵盐的垢下腐蚀;加强对高、低分含硫污水铁离子、氯离子含量的监测力度;密切注意 E-504换热后温度及补充氢流量变化,以便及早发现腐蚀泄漏前兆及时处理。另外,导致E-504大面积突然泄漏另一个原因是系统压力的大幅度波动,因此今后要控制好开停工升降压速度、减少非计划停工次数,从而避免类似事故发生。
2 加热炉进料自控阀大小头腐蚀减薄
2.1 腐蚀简介
自加工含硫原油后,为了掌控腐蚀情况,加氢装置定期对分馏系统部分管线进行了壁厚检测。2006年 11月检测数据见表 1。从表 1看出分馏塔进料加热炉 (F-602)四路进料前后弯头大小头和对流室炉管腐蚀最为严重。
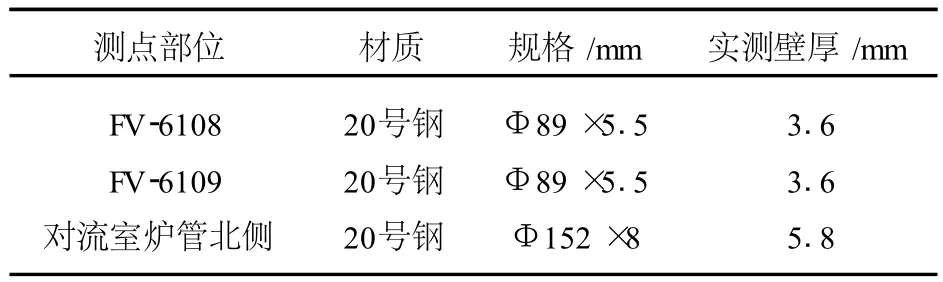
表 1 进料线和对流室炉管壁厚检测Table 1 The feed line and the convection chamber of furnace tube wall thickness testing
2.2 腐蚀分析
随着原料硫含量的增加,循环氢中的 H2S质量分数由 300μg/g上升到 3 500μg/g以上,溶解在生成油中的 H2S也相应增加。再加上扩量改造后原料处理量增加,脱丁烷塔不能充分满足分离的需要,有相当一部分 H2S经分馏塔加热炉进入产品分馏塔。分馏塔进料温度控制在 300℃左右,正好处在高温 H2S腐蚀 (240~340℃)和磨损腐蚀 (280~400℃)范围内。
由于对流段弯头及进料弯头大小头处流速过大,腐蚀产物 FeS难以附着在金属表面,从而达不到应有的保护效果,金属始终处在裸露状态下,结果腐蚀会不断向纵深发展,导致管线不断减薄。
2.3 措施与建议
2010年 4月将 FV-6108和 FV-6109自控阀前后弯头及 F602对流室北侧三根炉管进行了更换。由于管束材质仍为 20号钢,今后的腐蚀问题依然存在。为了详细了解腐蚀情况,应加强对分馏塔进料管线的壁厚监测。为了有效控制腐蚀,首先要优化脱丁烷塔操作,最大限度地脱除溶解在生成油中的H2S以减少对下游设备的影响。其次,分馏塔四路进料的流量调节不应过于频繁,以减小流速变化对加热炉进料弯头带来的磨损腐蚀。最后,由于此部位操作温度高,油品一经泄漏就会引发火灾,为确保装置的安全运行,必须制订好应急预案并精心演练。
3 石脑油分馏塔空冷器管束腐蚀泄漏
3.1 腐蚀简介
自 2008年以来,石脑油分馏塔顶空冷器 (A-603)曾先后三次发生管束腐蚀泄漏的事故。检测分析石脑油塔顶回流罐 (D-603)含硫污水中的铁离子质量浓度最高达到 600 mg/L。在日常生产中,D-603切水线经常出现堵塞问题,装置停工检修时从D-603中清理出大量的硫化铁废渣。
3.2 腐蚀分析
加氢装置在扩能改造过程中,没有对分馏系统进行相应改造,分馏塔顶回流罐容积偏小、油品停留时间不足,油水分离效果变差,石脑油分馏塔 (C-605)进料带水严重 (从进料线采样可见明水)。有相当一部分含硫污水被带到石脑油分馏塔,塔底加热后进入空冷 A-603,空冷管束中介质的温度为 30-70℃,形成典型的湿硫化氢腐蚀环境。
H2S对碳钢的腐蚀速率受温度的影响显著,在80℃以下温度越高腐蚀速率越大,随着油品中 H2S的溶解度增加腐蚀性加强。在腐蚀刚开始时,腐蚀速率很大,随着硫化亚铁保护膜的生成,腐蚀速率显著减慢[3]。由于实际生产中石脑油分馏塔塔底温度控制不严格,导致塔顶回流量在 15~40 t/h波动 (全回流)。空冷风机开关不对称,使空冷管束温度、流量分配不均,局部管束流量过大或过小难以形成硫化亚铁保护膜,或酸性水沉积不流动,加速了管线的腐蚀。再加上回流罐脱水不及时,含硫污水在塔顶循环,造成重复腐蚀。
3.3 措施与建议
加强管线测厚数据汇总分析工作;加强对 D-603含硫污水中铁离子等分析监测;加强重点腐蚀区域的检查力度,特别是 A-603区域;尽量减少明水从而减小腐蚀,发现腐蚀严重的部位及时处理。为了尽量减小由于操作原因引起的腐蚀,在今后的工作中一方面要优化脱丁烷塔的操作,最大限度地减少石脑油分馏塔进料带水;另一方面要精细石脑油分馏塔的操作,控制好塔底温度在指标范围内,从而避免塔顶负荷大幅度的波动;及时调整运转风机,使各组空冷器温度分布均匀;加强塔顶回流罐水包脱水,以便杜绝循环腐蚀的发生。
4 脱硫后干气 HS含量严重超标
2
随着干气脱硫塔进料负荷及干气中 H2S含量的大幅度增加,干气脱硫塔 (C-702)的处理能力明显不足。脱硫后干气 H2S质量分数达 2000μg/g以上,大大超过了 100μg/g的控制指标,加速了下游燃料气管线的腐蚀,燃料气分液罐切液线被腐蚀物堵塞。为了降低干气产品中 H2S含量,C-702乙醇胺循环量由 17 t/h提高到 22 t/h,贫乙醇胺质量分数也由 20%提高至 23%,如此仍不能使干气产品中 H2S含量合格。
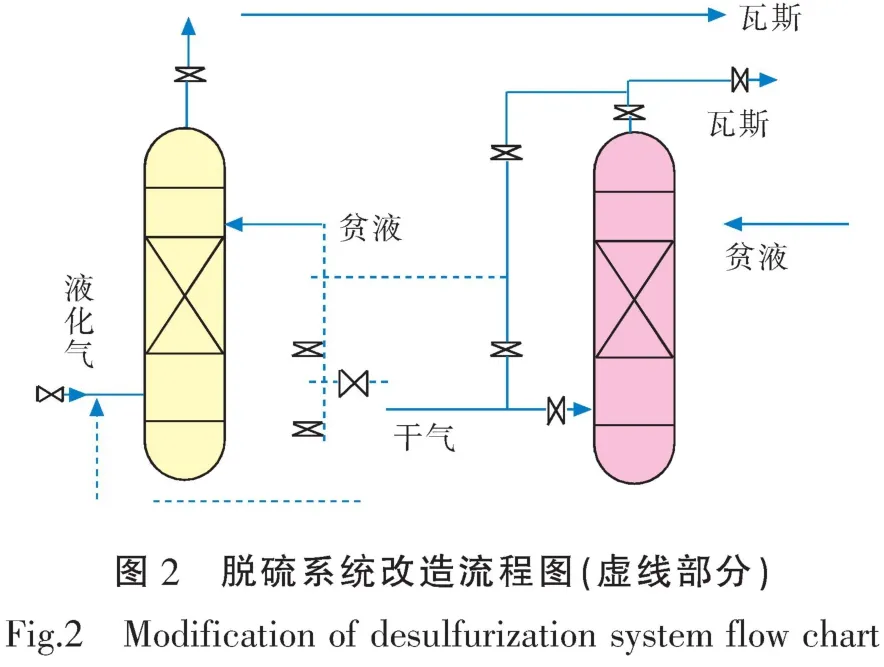
为了彻底解决脱硫后干气 H2S超标问题,将脱硫系统进行了改造,改造流程见图 2。由于改造成中压加氢裂化装置 (RMC)后,没有液化气产品产出,液化气脱硫塔 (C-701)闲置不用。
2010年 4月 18日将 C-701和 C-702并联使用发现效果不明显。4月 25日将 C-701和 C-702串联使用取得了很好的效果,虽然进入 C-701的干气量较小,只有总量的 1/3左右,但是脱硫效果比较明显,脱硫后的 H2S质量分数完全满足厂控 100 μg/g的要求。
5 结束语
在原油价格高位震荡和大庆优质原油供给量的不断减少的情况下,既要保证加工负荷,又要确保生产经营效益,炼油厂掺炼进口劣质原油的比例将逐年增加。加工含硫原油后加氢装置的腐蚀问题亦将日趋严重,如不加强管理和监测可能引发灾难性的事故。因此,在确保装置正常生产的同时,要加强对重点腐蚀部位的监测力度,对出现的腐蚀前兆要认真对待、及时分析原因并制定好预防措施,以确保加氢裂化装置安、稳、长、满、优运转。
[1] 韩崇仁 .加氢裂化工艺与工程[M].北京:中国石化出版社,2001:101-104.
[2] 化学工业部化工机械研究所 .腐蚀与防护手册[M].北京:化学工业出版社,1993:200-203.
[3] 李大东主编 .加氢处理工艺与工程[M].北京:中国石化出版社,2004:78-79.
[4] 凌逸群,张强,张富平 .中压加氢裂化技术的工业应用[J].炼油设计,2002,8(32):1-5.
Equipment Corrosion in M edium Pressure Hydrocracking Un it and Protection
M eng X ianqiang,Yi Yang
(SINOPEC Petroleum Refining Departm ent,B eijing100728)
Ever since the high sulfur crude oilwas processed,the corrosion in the medium pressure hydrocracking unit is becoming increasingly seriouswith each passing day.The high pressure heat exchanger tubes have failed,the fractionator furnace feed line reducers became thinner,naphtha column overhead air cooler tubes experienced corrosion failure after desulfurization and H2S in dry gas after desulfurization was over specification.The corrosion and corrosion mechanisms are analyzed.The measures for reduction of risks are described,which provides good information for effective operation management.
medium pressure hydrocracking,corrosion,protection
TE 986
A
1007-015X(2011)06-0018-03
2011-09- 02;修改稿收到日期:2011-12-01。
孟宪强 (1975-),男,1998年毕业于四川大学化工机械专业,工程师,现任中国石油化工股份有限公司炼油事业部综合处处长。E-mail:menxq@sinopec.com
(编辑 张向阳)
