安钢炉卷轧机液压自动厚度控制
2011-01-04冯传兵安阳钢铁股份有限公司第二炼轧厂河南安阳455004
冯传兵(安阳钢铁股份有限公司第二炼轧厂,河南安阳 455004)
安钢炉卷轧机液压自动厚度控制
冯传兵(安阳钢铁股份有限公司第二炼轧厂,河南安阳 455004)
安钢炉卷轧机液压自动厚度控制系统,采用轧机刚度控制、GM-AGC、X射线厚度偏差监控,由油膜、冲击、轧辊热膨胀磨损、轧辊偏心等补偿功能来控制钢板厚度。由于环境恶劣,测厚仪不能正常使用,严重降低了厚度控制精度,同板差较大。通过对影响厚度精度较大的轧机刚度控制和GM-AGC进行优化,提高了钢板同板差的控制精度。
炉卷轧机 自动 厚度 控制 补偿 同板差 精度
1 引言
安钢3 500 mm炉卷轧机生产线于2005年10月试车投产,年产量110万t,主轧机为单机架可逆轧机,其辊缝控制方式采用电动压下和液压厚度自动控制,变频调速电机驱动的压下螺丝位于轧机上部窗口,伺服控制的液压缸位于轧机的下部窗口,压下螺丝用于设定初始辊缝和辊缝的初始调平,液压缸用于设定轧制线、设定辊缝的微调、辊缝的调平和轧制过程中保持钢板纵向厚度一致进行的辊缝调节。
由于轧制钢板厚度范围大,在6 mm~100 mm之间,轧件长,特别是卷轧,轧件带头、带尾在卷取炉外时间长,与本体的温差有时高达200℃,导致该部分厚度公差过大,这部分带钢约占全长的5%~8%。炉卷轧机这种工艺条件要求液压自动厚度控制系统具有非常快的扫描响应速度和良好的控制性能,从而保证生产带钢的厚度偏差和均匀性,因此该问题的解决对减小厚度公差、提高收得率非常必要。
2 液压自动厚度控制系统主要技术参数
2.1 液压缸
液压缸尺寸1 340 mm×1 200 mm,液压缸工作压力31.5 MPa,两个液压缸最大力70 000 kN,液压缸最大行程140 mm,操作侧和传动侧各有两套电液伺服阀,一套工作,一套备用。伺服阀型号MOOG D792三级伺服阀,伺服模式下液压缸的速度是3 mm/s,液压缸位移传感器采用SONY磁尺,定位精度0.004 mm,液压缸响应时间50 ms。
2.2 电器控制
炉卷轧机电气控制由TMEIC公司设计完成,在基础自动化系统中S3MILL4站执行辊缝控制和自动厚度控制功能,该站有两块CPU,一块为扫描速率50 ms的S3PU55A控制器,一块为扫描速率4 ms的S3ST45A控制器,它们共同完成辊缝、自动厚度控制、轧辊偏心补偿和弯辊控制。辊缝控制主要包括电动压下螺丝控制、液压缸控制、保护、自动顺序逻辑和轧机咬钢信号检测。
3 自动厚度控制功能
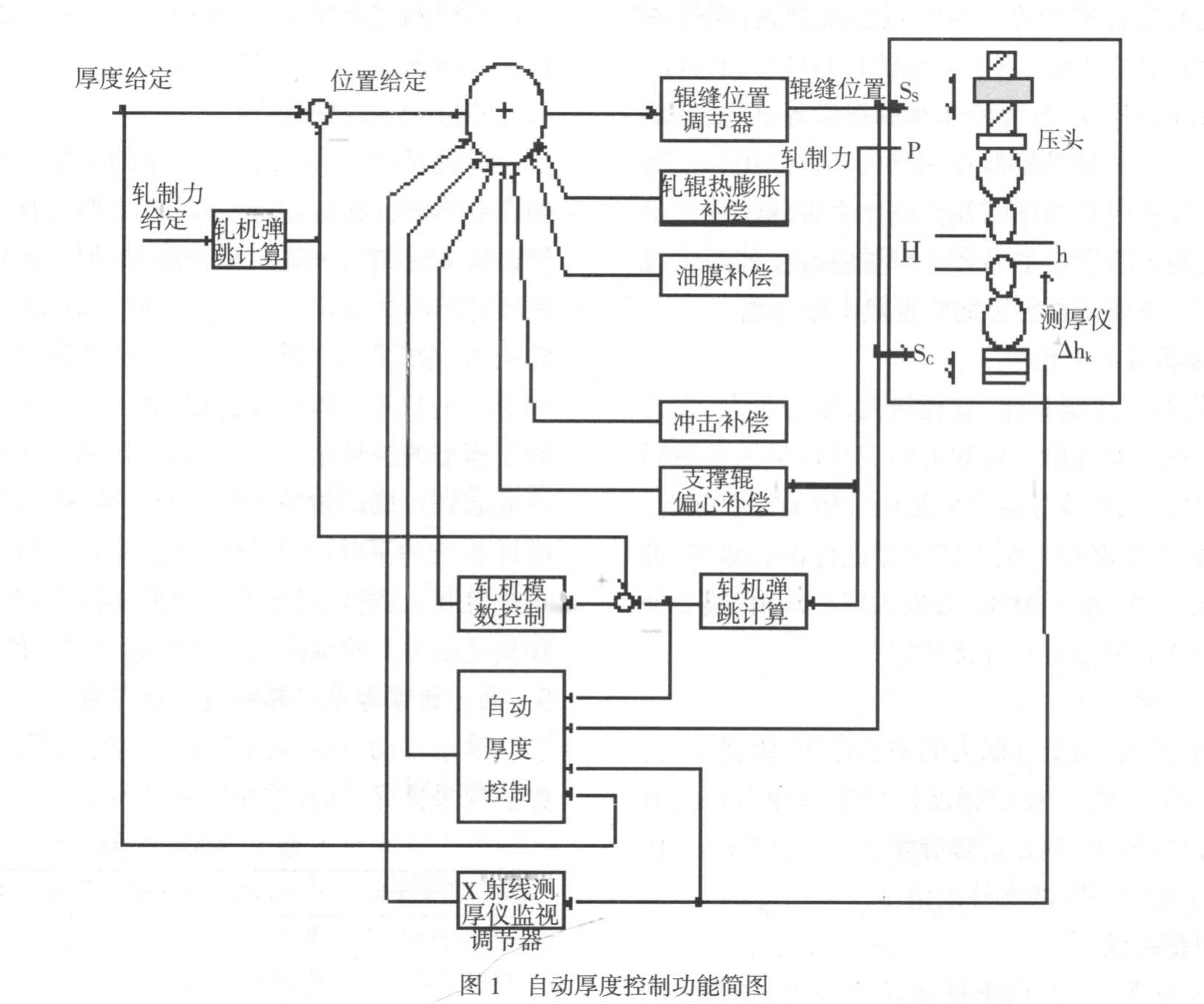
产生厚度偏差的因素很多,轧件的温度变化、尺寸变化在轧制过程中引起轧制力、机架弹跳和塑性系数的改变,影响钢板的厚度变化。轧机方面,由于轧辊的热膨胀、轧辊磨损、轧辊偏心及支撑辊轴承油膜厚度的变化都会造成轧件厚度的波动[1]。在产生厚度偏差的众多因素中,来料厚度和温度的变化影响最大,将引起轧件塑性系数的显著改变。安钢炉卷轧机AGC(自动厚度控制英文缩写)系统是以弹跳方程为基础的压力AGC为主的控制方式,针对性地采取相应的控制策略来消除各种因素对厚度的影响。
AGC功能简图见图1。
3.1 轧机刚度控制(MMC)
3.1.1 轧机弹跳方程为;

式中:h——出口板厚;S0——空载辊缝;
P——钢板轧制力;M——轧机的刚度;
P/M——轧机的弹跳。
3.1.2 由弹跳方程可知,轧出的钢板厚度等于空载辊缝值加弹跳值,轧制力的变化、钢板宽度的变化造成轧机的弹跳值发生变化,使轧出的钢板厚度跟着变化,要维持轧件出口厚度不变,必须控制轧机的弹跳值一定。MMC根据当前板宽和轧制力使用弹跳实验数据估算出轧机弹跳的变化量即轧件出口厚度的变化量,调节辊缝位置,从而维持轧件出口厚度不变。
3.1.3 MMC有绝对和头部锁定两种控制模式,两种模式的区别在于给定如何生成和功能投用的时间。绝对模式下,弹跳给定是根据设定模型中的轧制力给定计算得到的,头部锁定模式下,把轧件头部测量的弹跳作为给定,利用实测的轧制力计算出当前的轧机弹跳,由弹跳偏差计算出辊缝调节量,弹跳偏差正向变大时辊缝闭合。
3.2 厚度计式自动厚度控制(GM-AGC)
3.2.1 GM-AGC利用机架作为“测厚仪”,轧机咬钢500 ms后根据轧制力和辊缝利用弹跳方程计算出轧件出口厚度,与设定的目标厚度比较,根据厚度偏差,得到辊缝调节量,消除厚度偏差。因为油膜补偿、轧辊热膨胀补偿和偏心补偿会对辊缝有影响,计算钢板出口厚度时使用辊缝仪测量的辊缝中要减去上述补偿。GM—AGC的辊缝调节量为:

式中:ΔS——辊缝调节量;Δh——厚度偏差;
ktotal——总增益;kP——比例增益;
k1——积分增益;M——轧机的刚度;
KMM——MMC控制增益;
KGM——GM控制增益;
Q-轧件的塑性系数。
3.2.2 GM-AGC有绝对和头部锁定两种控制模式,两种模式的区别在于给定如何生成和功能投用的时间。在绝对模式下,厚度偏差较大时,将自动切换为头部锁定模式。
3.2.3 与MMC相比,MMC是高速的内环控制,能瞬时校正轧机弹跳的变化,GM-AGC是速度较慢的外环控制,是一种辅助的调节手段。
3.3 X射线厚度偏差监控
X射线测厚仪测量出轧件的厚度偏差,经X射线厚度偏差监控调节液压缸位置,消除厚度偏差。X射线厚度偏差监控默认为绝对模式,当测量的厚度偏差较大时,自动切换到锁定模式。X射线监控AGC的稳定性随轧件厚度的变化而变化,其增益是使用线性插值法在几种目标厚度对应的增益中得到。
3.4 辊缝补偿
一些已知的能改变辊缝的作用,不能使用辊缝仪直接测量出来,为了弥补它们对厚度的不良影响,有必要采取辊缝补偿。
3.4.1 油膜补偿
支撑辊油膜厚度与轧机速度、轧制力有关,轧机由低速到高速,支撑辊油膜厚度变薄,辊缝变大,但随着轧制力的增加,这种作用的影响减小。油膜厚度在辊缝上的作用分成速度的作用和力的作用,通过试验获得在压靠力下不同速度下的油膜厚度补偿,再测得压靠速度下不同轧制力下油膜厚度补偿系数,从而得到油膜补偿调节量。
3.4.2 热膨胀补偿
轧机内有轧件时,工作辊和支撑辊变热,无轧件时,工作辊和支撑辊变冷。当轧辊温度升高,辊径膨胀,使实际的辊缝变小。利用轧辊的材料特性,轧件温度,轧制时间和长度,轧辊冷却水的流量等,可估算出对辊缝的影响。轧辊热膨胀作用分为长期作用和短期作用,模型计算出长期作用补偿值作为辊缝位置给定的补偿,轧制过程中模型循环计算辊缝改变的最终值和时间常数,进而计算出短期轧辊热膨胀补偿。
3.4.3 支撑辊偏心补偿
支撑辊与工作辊相比,直径较大,偏心量大,并且影响MMC的控制性能,轧制力的变化包括很多不同的频率分量,把基波分量看成是由轧辊偏心引起的,由支撑辊旋转角度和轧制力按模型进行偏心滤波,进而完成补偿工作,由于MMC会放大偏心作用,偏心补偿要减去MMC控制量后才能输出。
3.4.4 冲击补偿
咬钢的瞬间,由于轧制力的冲击作用,辊缝增大,板头厚度变厚,因此,在咬钢前把预测的冲击补偿值加到辊缝设定值里,预先把辊缝闭合一点,咬钢后,再从辊缝设定值中去除冲击补偿值。
4 存在问题和优化
炉卷轧机投产后,由于现场环境恶劣,作为生产过程中关键大型仪表的测厚仪的故障率很高,X射线厚度偏差监控不能正常使用,严重降低了产品的厚度控制精度。通过对产品抽查统计,卷轧产品的纵向同板差达到0.6 mm左右,平轧产品的纵向同板差也有0.4 mm左右。
不投用X射线厚度偏差监控,分析炉卷轧线产品同板差较大的原因,主要是MMC和GM-AGC的控制参数设定不适当,导致MMC和GM-AGC的补偿输出未能满足现场生产需要。为此做了以下优化。
4.1 提高液压缸响应速度
通过对历史数据的分析,发现头尾厚度超差很大原因是因为液压缸的响应速度不够快,分析程序发现控制系统对液压缸位置改变的限制为0.1 mm/s,导致需要较长的时间液压缸才能补偿到位。根据具体情况将其改为MMC控制平轧时为0.2 mm/s,卷轧时0.6mm/s,Gagemeter AGC控制平轧时为0.1 mm/s,卷轧时0.12 mm/s,提高液压缸响应速度。
4.2 强化MMC控制
通过分析MMC控制程序,发现当实测轧制力和预估轧制力偏差较大时,MMC就会自动从绝对控制模式切换为相对控制模式,这样就不利于AGC系统跟随模型的设定值,因此将MMC控制的绝对和相对模式切换的阈值放宽,使MMC的控制作用更强,能够快速准确跟随模型的设定值。
4.3 GM-AGC控制的优化
通过对GM-AGC控制程序的分析,发现厚度计的厚度算法存在错误,轧件的轧出厚度从理论上讲应该由实测轧制力和轧机模数决定,但是在控制系统中厚度计的厚度计算参考是平轧时100%依靠模型预估轧制力,卷轧时实测轧制力和预估轧制力分别占20%和80%的权重,这样就造成GM-AGC的控制严重依赖于模型的预估精度,当轧制力预估出现较大偏差时不能起到正确的调节作用。修改程序,将厚度计的厚度计算改为平轧时参考50%的实测轧制力和50%的预估轧制力,卷轧时参考80%的实测轧制力和20%的预估轧制力。对纵向厚度精度起了较好的微调作用。
5 液压自动厚度控制系统优化效果
液压自动厚度控制系统经过优化后,运行稳定,控制效果良好,同板差命中率见表1。

表1 同板差命中率
6 结论
6.1 生产组织合理安排坯料,依据工作辊的磨损热膨胀和辊形,轧制不同厚度规格的钢板,降低了辊形对厚度的不利影响。
6.2 提高加热质量,避免手动增加精除鳞,减小对钢板表面温度反馈和模型预估轧制力的错误影响。
6.3 提高设备位置标定精度,做好间隙管理,降低轧制过程中辊缝手动调平时间、操作次数,否则会造成MMC控制输出处于保持状态,不能及时调整辊缝。
[1]金兹伯格.高精度板带材轧制理论与实践[M].北京:冶金工业出版社,2000:97-100
Hydraulic Automatic Gauge Control of Angang Steckel Mill
Feng Chuanbing
Controlled by mill rigidity and monitored by GMAGC and X-ray gauge deviation,the hydraulic automatic gauge control system of Angang Steckel Mill controls the plate thickness by compensation functions of oil film,impact,roll heat expansion and wear and roll eccentricity.Due to the harsh environment,the gauging device could not work normally and gave very low gauge control precision with big intra-plate gauge deviation.The control precision of this deviation was improved by optimizing mill rigidity control and GM-AGC, which affected the gauge precision heavily.
mill,automation,gauge,control,compensation, precision
(收稿 2011-03-01责编崔建华)
冯传兵,工程师,安阳钢铁股份有限公司第二炼轧厂电气车间,主要从事轧钢电气自动化相关方面的工作。
