高速旋转压片机片重系统模糊控制研究
2010-12-27王行刚肖兴明
王行刚肖兴明
(1.中国矿业大学机电学院,江苏 徐州 221008;2.江苏联合职业技术学院徐州医药分院,江苏 徐州 221008)
高速旋转压片机片重系统模糊控制研究
王行刚1,2肖兴明1
(1.中国矿业大学机电学院,江苏 徐州 221008;2.江苏联合职业技术学院徐州医药分院,江苏 徐州 221008)
从分析高速旋转压片机影响片芯片重的主要因素着手,分析填充系统的工作流程和系统结构,利用模糊控制原理,研究片重模糊控制器的输入和输出量,在输入和输出语言变量的量化域内定义模糊子集,确定模糊控制规则和控制表。采用模糊控制器,片剂能满足中国药品生产质量管理规范对片重的要求,比其它控制方法得到更为满意的控制效果。
高速旋转压片机;片重;模糊控制;差异
在高速旋转压片机上压制片芯,其片重的控制为最重要控制参数之一,在中国药品生产质量管理规范中,对片剂重量差异作出了严格的要求。目前高速旋转压片机片重控制方法主要有灰色马尔柯夫预测控制方法和利用压力偏差的非线性控制方法两种。但是灰色马尔柯夫预测控制方法实时性较差,导致废品率较高;压力偏差的非线性控制方法提高了片重控制的适时性,但它是典型地利用药粉的压力偏差与填充深度曲线形成的控制规律,往往因药物颗粒的密度、均匀性等因素会带来片重的偏差。片重控制的非线性、时变等特征,难以建立精确数学模型。对于这种不易建立精确数学模型的片重控制系统,利用模糊控制原理来控制片重,能够得到较为满意的控制效果。
1 被控对象的特点及控制任务
高速旋转压片机在制备片芯中,填充量直接影响到片重,填充量受到的影响因素有机械因素和颗粒因素[1]。机械因素包括:中模孔内径的偏差、上下冲模直径的偏差、填充时下冲在中模孔圈中位置的偏差、中盘平面晃动、填充颗粒后刮板刮得不净、冲模磨损、填充导轨的偏差、计量导轨的偏差、下冲长度的偏差、填充调节传动结构的偏差和传动的偏差等[2];颗粒因素包括:颗粒理化性质、上冲进入模孔时颗粒溅出、颗粒流动性、颗粒堆度密度、颗粒的大小、颗粒含湿量等[3]。另外还有生产环境如温度、湿度等因素影响。
影响片芯片重参数的因素见图1。

图1 影响片芯片重的因素Figure 1 The factors of effecting tablet weight
高速旋转压片机的填充系统结构工作流程如图2所示,其结构如图3所示。下冲伸入中模的高度决定片重,控制对象为下冲伸入中模位移,在填充段通过调节充填导轨,若充填导轨上移,则坐落在充填导轨上的下冲则伸入中模高度大,填充量小,压出片芯轻;反之,则填充量就大。
模糊控制器选用片芯的片重误差e和片重误差变化de作为输入语言变量,把控制高速旋转压片机填充系统的电机的控制输出量u作为输出语言量[4-5]。这是一个二维模糊控制器,电机选用永磁低速同步电机,其转过角度Φ与下冲位移s之间,在忽略物料颗粒因素、机械因素和环境因素影响情况下,存在一个线性比例关系。

图2 填充系统结构工作流程Figure 2 The working process of filling structure
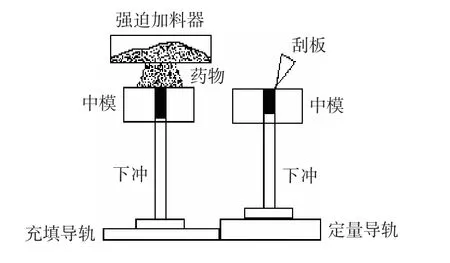
图3 填充系统结构示意图Figure 3 The filling structure
2 片重模糊控制器
2.1 模糊控制结构的因子和量化域
片重模糊控制结构如图4所示,图中E,DE,U分别是片重误差e、片重误差变化de(g/s)和控制量u的模糊集。取3个语言变量的量化等级都为9级[6],即{-4,-3,-2,-1,0,1,2,3,4}。由于片重检测过程需按照国家规定:平均重量0.3g以下药片的重量差异限度为±7.5%;0.30g或0.30g以上的为±5%。现以0.30g或0.30g以上的为±5%为例,误差e的论域为[-0.05,+0.05]。误差变化de的论域为[-0.15,+0.15]。

图4 模糊控制结构图Figure 4 The frame of fuzzy controlling
假设电机顺时针方向转动时,使下冲向上运动而使填充量减少,导致片芯变轻;逆时针转动时使下冲向下运动而使填充量加大,导致片芯变重。如果电机顺时针方向转动时间用负数表示,而电机逆时针转动时间用正数表示。控制输出量u的论域为[-6,+6][7]。各比例因子为k1=4/0.05=80,k2=4/0.15=80/3,k3=6/4=3/2。
2.2 在输入和输出语言变量的量化域内定义模糊子集
3个语言变量片重误差e、片重误差变化de和控制量u论域内模糊子集都取5个,即PB,PS,ZE,NS,NB,各语言变量模糊子集的隶属度函数如图5~7和表1,采用线性化量化[8]。

图5 片重误差e模糊子集的隶属度函数Figure 5 Degree of membership function of tablet weight error e Fuzzy subset

图7 控制量u模糊子集的隶属度函数Figure 7 Degree of membership function of controlling amount uFuzzy subset
2.3 模糊控制规则确定
根据高速旋转压片机操作人员的控制经验,分析控制系统的特点,依据输入量的不同组合,总结出模糊控制规则如表2所示。
2.4 模糊控制表确定
采用极大极小推理法求出控制量的输出模糊集,由重心法计算出输出控制量,构成控制如表3所示。
3 利用压力偏差的非线性控制方法与模糊控制方法的片重差异比较
试验选择A和B两台40冲GZP高速旋转压片机,A台利用压力偏差的非线性控制方法控制片重,B台利用模糊控制方法控制片重。

表1 模糊集的隶属度函数Table 1 Degree of membership function of Fuzzy sets

表2 控制规则Table 2 Controlling rule
实际检测片重通过精度很高的称重天平进行称量,按照《中国药典》2010年版规定方法及标准称量。方法及标准如下:取药片20片,精密称定总重量,求得平均片重后,再分别精密称定各片的重量。平均重量0.3g以下药片的重量差异限度为±7.5%;0.30g或0.30g以上的为±5%。试验中取片剂平均重量为0.3g。

表3 模糊控制表Table 3 Fuzzy controlling table
片重差异就是实际测量得到的片重与标准片量之差,本次试验选择标准片重为平均重量0.3g。得到A和B两台40冲高速旋转压片机的片芯重量差异如图8所示。其中片剂编号p为高速旋转压片机40副冲模对应所压制出片芯编号。

图8 压力偏差的非线性控制方法与模糊控制方法的比较Figure 8 The non-linearity controlling method by pressure error and the Fuzzy controlling one
由图8可知,B台40冲高速旋转压片机的片芯重量差异比A台40冲高速旋转压片机的片芯重量差异小,因此采用模糊控制方法比利用压力偏差的非线性控制方法能得到更为满意的控制效果。
4 结论
采用模糊控制方法,压制出片芯完全能满足中国药品生产质量管理规范的要求,同时又具有适时控制的特点,因此采用模糊控制方法比利用其它控制方法能得到更为满意的控制效果。
1 杨红森,邱宪增.旋转式压片机片剂重量差异控制的分析与研究[J].机电信息,2005(20):18~20.
2 伍善根,卞雷斯.国外压片机自动控制技术的最新发展[J].医药工程设计,2009(1):41~44.
3 万春杰,张珩,霍旭明.高速压片机片重自动控制系统设计研究[J].医药工程设计,2005,26(1):34~35.
4 张铭钧.智能控制技术[M].哈尔滨:哈尔滨工程大学出版社,2008:45~53.
5 周德俭.智能控制[M].重庆:重庆大学出版社,2005:60~66.
6 诸静.模糊控制理论与系统原理[M].北京:机械工业出版社,2005:182~185.
7 王耀南.智能控制系统[M].长沙:湖南大学出版社,2006:27~35.
8 石辛民,郝整静.模糊控制及其 MATLAB仿真[M].北京:清华大学出版社,北京交通大学出版社,2008:89~110.
Study on tablet weight adjustment system fuzzy controlling of high-speed rotary tablet press machine
WANG Xing-gang1,2XIAO Xing-ming1
(1.College of Mechanical and Electrical Engineer,China University of Mining and Technology,Xuzhou,Jiangsu221008,China;2.Xuzhou Pharmaceutical Vocational College,Jiangsu Union Technical Institute,Xuzhou,Jiangsu221008,China)
The text begins with main factors which effect tablet weight in a high-speed rotary tablet press machine,and analyses the working progress of filling adjustment system and its structure.It studys import parameters and export parameter and Fuzzy set of Fuzzy controller and defines Fuzzy controlling a regulation and a table.The difference of tablet weight can accord with Good Manufacturing Practice.There is a better controlling effect than other controlling ways.
high-speed rotary tablet press machine;tablet weight;fuzzy controlling;difference
10.3969 /j.issn.1003-5788.2010.05.029
江苏省青蓝工程
王行刚(1968-),男,江苏联合职业技术学院副教授,博士研究生。E-mail:gangxw07@163.com
2010-06-10
