屏加工液压系统压力波动的原因及防止措施
2010-12-01王树利
王树利
作者通联:河南安飞电子玻璃有限公司 郑州市 450000
E-mail:afwsl@163.com
屏加工车间一台液压站向两条生产线供给压力油,输出压力为14MPa。产品研磨过程中液压系统多次出现压力波动,造成研磨电流不稳定,轻则造成产品缺陷,重则磨头电机跳闸,甚至无法开机。
1.比例调压阀磨损
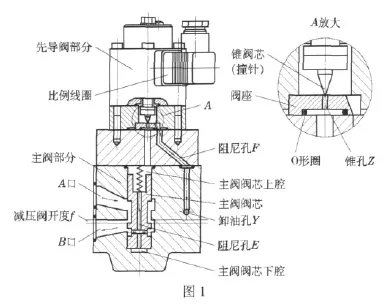
DYK10UPA90 201300型比例调压阀(三位比例减压阀)由德国HERION公司设计制造,包括先导阀和主阀两部分(图1),最大使用压力为31.5MPa,主要功能是稳定压力。比例阀用螺栓紧固在一个分配块上,O形圈密封,进油口A,出油口B(需稳定压力出口),卸油孔Y分别和分配块上的端口对应。
比例线圈驱动锥阀芯向下移动,全部堵住锥孔Z时,阻尼孔E连通主阀阀芯上、下两腔,使上、下两腔压力相等,主阀阀芯被弹簧压在最下端,此时减压口开度f最大,压降最小,B口压力最大;锥阀芯向上移动,和锥孔Z之间形成一个环形缝隙,油经阻尼孔E向上流过环形缝隙,再经阻尼孔F,最后经Y口流回油箱,当油在阻尼孔E内流动时,主阀阀芯两端产生压力差,主阀阀芯在该压力差作用下克服弹簧阻力向上移动,减压口开度f减小,压降增大,输出压力降低。锥阀芯越往上移,环形缝隙越大,油在阻尼孔E中流速也越大,主阀阀芯上、下两腔压差就越大,减压口开度f和B口压力越小;若锥阀芯不再移动,环形缝隙也不再变化,油在阻尼孔E中流速变成稳定值,主阀阀芯也不再移动,此时B口压力为一恒定值。该阀出现问题,极易造成压力波动。
(1)主阀。主阀阀芯动作时是浸泡在工作油液里,属自润滑,因此磨损很小,一般主阀故障率较低。
(2)先导阀。锥阀芯长期上、下移动,经常接触锥孔Z,逐渐锥阀芯上会形成一个沟槽,锥孔Z的上口圆度也会降低,导致两者之间环形缝隙不规则,阻尼孔E内油的流速以及B口压力不稳定,即压力出现波动。原则上更换新零件问题即可解决,但厂商不提供零件,整阀价格又高(合人民币两万多元),考虑到成本,只能自主维修。对磨损较轻的,可采取打磨方法,打磨后锥阀芯锥面和阀座上平面粗糙度要求达到Ra0.4μm。由于阀座平面被磨削掉0.04~0.06mm,因此装配时需在阀座上平面最外周加垫0.04~0.06mm厚度的铜环垫,否则,在O形圈处也会发生内漏出现液压波动。对于磨损严重的,只能更换零件,零件材料要求用高耐磨硬质合金钢,精度要求达到IT3级。
2.蓄能器氮气压力不足
要求蓄能器氮气浓度≥99.99%,严禁使用氧气。液压站最大工作压力的25%≤氮气压力≤液压站最小工作压力的90%,如液压站工作压力为13.8~14MPa,则3.5MPa≤氮气压力≤12.4MPa。
每月要检查一次蓄能器内氮气压力,发现异常及时补充。准确的氮气压力是指皮囊不受外压作用下的氮气压力,因此测量氮气压力、补充氮气时,首先要卸掉蓄能器内的油压。
3.过滤器脏
过滤器过滤等级为10μm,若过滤器失效,则油液中微小颗粒会堵塞比例阀内节流小孔,压力也会波动。高压过滤器装在油泵出口,带有污染指示器,要求3个月更换一次高压滤芯,也可根据污染指示器随时更换。低压过滤器过滤回油,装在油箱顶部回油管道末端,要求6个月更换一次回油滤芯。
4.油液温度超出规定范围
油液黏度决定油液在管道和比例阀内流动速度,而油温对油液黏度影响较大,直接影响液压系统压力稳定。屏加工液压系统要求油温在30~50℃,若油温不在正常范围,系统将自动启动加热系统或冷却系统,使油温恢复正常。 W10.01-38
