15MnNiNbDR钢制乙烯球罐组焊技术
2010-11-14王传标
王传标
(合肥通用机械研究院,安徽 合肥 230088)
15MnNiNbDR钢制乙烯球罐组焊技术
王传标
(合肥通用机械研究院,安徽 合肥 230088)
采用-50℃的15MnNiNbDR国产钢用于2 000 m3乙烯球罐的制造,通过分析该钢的焊接性,焊接工艺评定研究以及实际生产的应用等,总结了该钢的焊接工艺以及现场焊接施工的关键点。实践表明:该焊接工艺符合相关技术标准要求,能够用于指导乙烯球罐的焊接生产,确保了乙烯球罐的产品质量,同时对以后该钢种用于球罐焊接有一定的参考价值。
15MnNiNbDR钢;焊接性;焊接工艺
0 前言
随着石油化工行业的发展,盛装低温介质的压力容器也日益增多,在球罐大型化、低温化的趋势下,我国建设大型球罐的球片和钢板主要依靠进口,为实现大型球罐国产化,合肥通用机械研究院与武汉钢铁集团公司合作开发了-50℃15MnNiNbDR (WHD3)钢板,该钢板于2008年在天津石化乙烯项目中第一次大规模应用。球罐主要参数:公称体积2 000 m3,内径15 700 mm,设计压力1.95 MPa,设计温度-45℃,壳体材质15MnNiNbDR,壁厚47 mm,十支柱四带混合式结构,单台球罐共54块球壳板。由于该钢种还处在应用初期,其工艺和关键控制点尚未成熟,本研究从钢材的焊接性、焊材匹配、合理的焊接工艺措施等方面进行了相应的探讨和研究,并介绍了焊接过程中的质量控制。
1 球壳板材料焊接性分析和焊材的选用
1.1 球壳板材料焊接性分析
壳体材质15MnNiNbDR钢板的化学成分和力学性能如表1、表2所示。根据国际焊接学会碳当量(单位:%)计算公式

以及冷裂纹敏感指数(单位:%)公式

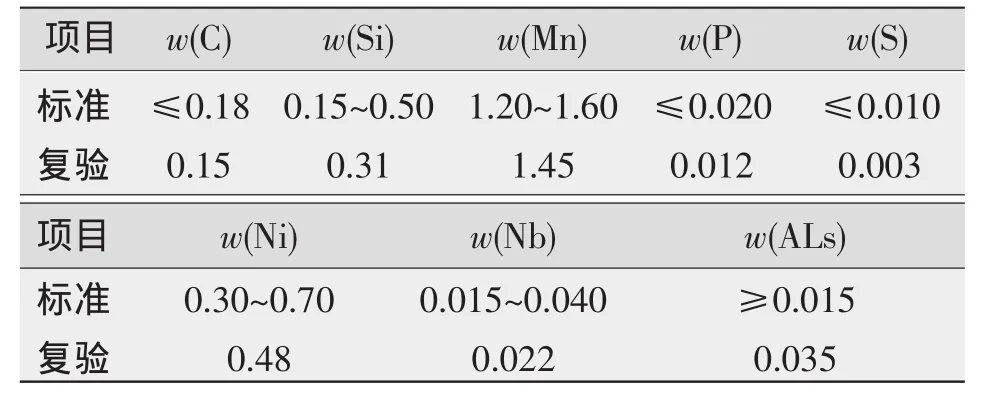
表115 MnNiNbDR的化学成分 %
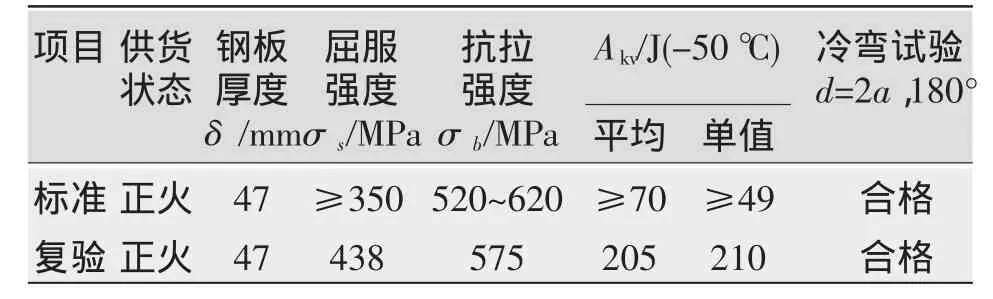
表215 MnNiNbDR钢板的力学性能
可得CE=0.42%,Pcm=0.33%。由15MnNiNbDR钢板的CE和Pcm结合表1、表2可知:15MnNiNbDR含碳量低,碳当量和冷裂纹敏感指数都不高,淬硬倾向小,产生冷裂纹的倾向小,且强度高,韧性好,焊接性优良。但是由于该钢种合金成分的组成有一定的再热裂纹倾向。因此焊接工艺的重点是防止再热裂纹,在采取一定的预热和后热措施保证不产生冷裂纹的情况下,尽量采取较低的焊接线能量施焊,严格控制层间温度,以保证有充足的塑性和韧性。
1.2 焊接材料的选择
15MnNiNbDR钢具有较高的强度和韧性,这就要求与其配套的焊接材料在保证焊接接头具有高强度的同时,冲击韧性也要有较大的储备。在建造2 000 m3乙烯球罐中,还要求焊接材料具有良好的焊接性和较低的焊接裂纹敏感性。参照其机械性能(见表2),选择φ 4.0 mm的PP.J557RH焊条进行焊接试验,其化学成分和力学性能如表3所示。

表3 PP.J557RH焊材的化学成分和力学性能
2 焊接工艺评定
2.1 斜Y型坡口焊接冷裂纹试验
斜Y坡口焊接裂纹试验按GB4675.1-84《斜Y坡口焊接裂纹试验方法》进行,主要用于评价厚板多层焊根部焊道的冷裂纹敏感性。
对于板厚47 mm的15MnNiNbDR钢板,采用直径φ 4mm的PP.J557RH焊条,按《斜Y坡口焊接裂纹试验方法》的要求焊接试板。共制作了6块试板,其焊接工艺参数为:焊接电流170 A,电弧电压24 V,焊接速度150 mm/min,试验结果如表4所示。

表4 斜Y坡口焊接裂纹试验结果
由于Y型铁试验拘束度较大,一般认为,当裂纹率小于20%时,实际结构不会产生冷裂纹[1]。由斜Y坡口焊接裂纹试验结果可见:在6个小铁研试样中,室温时,有一个试样的根部裂纹率达到20.53%,有出现冷裂纹的倾向;在预热75℃以上时,未出现断面和根部裂纹,故在用PP.J557RH焊接47 mm厚的5MnNiNbDR钢板时,预热温度应在75℃以上。结合施工技术条件,在天津石化的2 000 m3乙烯球罐制造工程中,预热温度控制在125℃以上,能够有效避免实际焊缝出现冷裂纹。
2.2 焊接工艺参数
按照JB4708-2000《钢制压力容器焊接工艺评定》和GB12337-1998《钢制球形储罐》,并结合15MnNiNbDR钢焊接性分析和斜Y坡口焊接裂纹试验,对厚47 mm的15MnNiNbDR钢进行焊接工艺评定,评定后的工艺参数为:预热温度大于等于125℃,层间温度125℃~180℃,后热温度200℃~250℃,保温时间1 h,其焊接规范参数如表5所示。
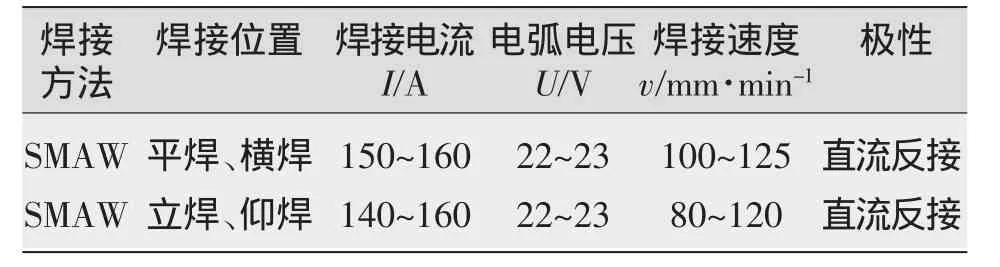
表5 焊接规范参数
3 现场焊接和控制要点
3.1 对焊工的要求
球罐焊缝为全位置焊接,焊接难度较大,对焊工的技能熟练程度要求高,因此参加该工程球罐焊接的焊工必须通过国质检[2002]109号《锅炉压力容器压力管道焊工考试管理规则》规定的考试,焊工资格经业主组织焊工培训且考核合格后,方能参加球罐的焊接工作。
3.2 严格控制焊接线能量为了使15MnNiNbDR焊接接头具有良好的低温韧性,应尽量使钢材原有的热处理效果不受到较大的损伤,必须严格控制线能量。焊接线能量增大,冷裂纹倾向减小,但线能量过大,热影响区易产生过热组织,裂纹倾向也会增大;焊接线能量过小,热影响区易产生马氏体组织,冷裂纹倾向增大,因此现场焊接时,平焊、立焊和仰焊要求焊接线能量在12~35 kJ/cm,横焊要求焊接线能量在12~
30 kJ/cm。
3.3 加强对焊接裂纹的控制
据有关资料统计,球形储罐焊缝表面裂纹发生概率为78%。裂纹长度小于等于10 mm、深度3 mm左右的小裂纹大多发生在夹具定位焊以及补焊部位,因此在焊接夹具定位焊和补焊时,夹具定位焊必须将球壳板表面油漆彻底清除,引弧点和熄弧点应在夹具焊道上,以免损伤母材,同时应采用与球壳焊缝相同的焊接材料和焊接工艺。
3.4 采用多层焊道和回火焊道
采用多层多道焊可提高焊接速度,从而降低焊接线能量。多层焊时,后层对前一层有消氢和改善热影响区组织的作用,前层焊道对后层焊道有预热作用,这样除了盖面焊道和底层焊道的热影响区具有较高的冷却速度外,中间各层焊缝施焊时,热影响区的冷却速度均较低。因此只要控制好盖面焊道和底层焊道不出现裂纹,中间焊接时也不会出现裂纹,为防止底层出现裂纹,要控制好预热,同时增加底层焊的厚度。为防止盖面焊道出现裂纹以及产生淬硬组织,则需要在盖面焊道上加焊一道回火焊道。
4 焊后无损检测和焊后热处理
焊接结束36 h后,对球罐对接接头进行100% X射线检测,为避免焊后应力集中,将全部对接焊缝内外表面均打磨至与母材齐平(不低于母材),角焊缝需打磨圆滑过渡,检测底片采用细晶粒度T2胶片,按JB/T4730.2-2005《承压设备无损检测》要求,Ⅱ级合格。现场合格率99%以上,没有出现裂纹片。
为了消除焊接应力,进一步改善焊接接头性能,焊后进行了高温回火处理,焊后整体热处理温度为585℃±15℃,恒温时间2 h。当温度处于400℃以上,升温时速度控制在50℃~80℃/h,降温时速度控制在30℃~50℃/h,且升降温期间任意两热电偶的温差不得大于130℃;当温度处于400℃以下降温时,自然冷却。
5 产品试板力学性能试验
按JB4708-2000《钢制压力容器焊接工艺评定》和技术规范要求,每台球罐需要焊制3块产品试板,包括横焊、立焊和仰焊各一块。根据技术要求,对焊接工艺试板进行585℃±15℃焊后热处理,保温时间2 h。
按照JB4744-2000《钢制压力容器产品焊接试板的力学性能检验》进行力学性能检测,其拉伸、弯曲实验结果如表6所示。

表6 焊接产品试板的力学性能检测结果
低温冲击按照GB/T229-1994《金属夏比冲击试验方法》进行试验,结果如表6所示。从表6可以看出,-50℃下V型冲击功均值,横焊的焊缝和热影响区分别为78 J、158 J,立焊的焊缝和侧热影响区处为70 J、146 J,平仰的焊缝和侧热影响区处为82 J、165 J,均满足技术条件要求。
6 结论
(1)15MnNiNbDR钢具有良好的焊接性,预热温度达到125℃,严格控制层间温度,不会产生冷裂纹。
(2)焊接线能量和焊后热处理对材料的性能尤其是低温冲击韧性有一定的影响,因此在施工过程中应加强对工艺措施的控制。
(3)热处理后的产品试板力学性能和焊后的磁粉检验满足设计和规范要求,说明此工艺的可行性,为以后此类低温球罐的热处理提供了借鉴。
[1] 苏 立,苑宏智.1 000 m3球形氧气储罐现场组焊技术[J].包钢科技,2008,38(3):67-69.
Welding technology of 15MnNiNbDR steel alloy th ethylene spherical tank
WANG Chuan-biao
(Hefei General Machinery Research Institute,Hefei 230088,China)
-50℃15MnNiNbDR steel alloy was applied the 2 000 m3ethylene spherical tank.Through the analysis of weldability,welding procedure qualification,as well as the application of actual production.The welding process and the key point of welding were summed up.The practice shows that the welding process in line with relevant technical standards can be used to guide welding of the spherical tank and ensure product quality.While the article has some referential significance to the steel alloy with the spherical tank welding.
15MnNiNbDR steel alloy;weldability;welding process
TG406
B
1001-2303(2010)02-0081-03
2009-12-15
王传标(1981—),男,安徽太和人,在读硕士,主要从事压力容器的焊接、制造、安装等相关研究。
