马氏体/贝氏体异种耐热钢接头焊接应力数值模拟
2010-11-14张建强张国栋郭嘉琳罗传红章应霖
张建强,张国栋,郭嘉琳,罗传红,章应霖
(1.哈尔滨工业大学 现代焊接生产技术国家重点实验室,黑龙江 哈尔滨 150001;2.武汉大学 动力与机械学院,湖北 武汉 430072)
马氏体/贝氏体异种耐热钢接头焊接应力数值模拟
张建强1,2,张国栋2,郭嘉琳2,罗传红2,章应霖2
(1.哈尔滨工业大学 现代焊接生产技术国家重点实验室,黑龙江 哈尔滨 150001;2.武汉大学 动力与机械学院,湖北 武汉 430072)
采用热弹塑性有限元方法对马氏体耐热钢9Cr1MoVNbN(T91)与低合金贝氏体耐热钢12Cr2MoWVTiB (G102)异种钢接头的温度场、应力场进行了数值模拟;并比较了接头在不同焊接线能量条件下的温度场、应力场。模拟计算结果表明,由于异种钢接头热物理性能的差异,其焊接温度场和应力应变场均不对称。由于T91的导热系数小于G102,加热过程中,G102侧的升温速度较快。而在冷却过程中,T91侧的温度梯度较G102侧小,而热影响区更宽。焊后T91钢一侧的应力梯度小于G102,但高应力区域比G102一侧宽。通过对模拟结果的比较分析,从降低焊接残余应力的角度出发,采用小线能量可减少接头中的拉伸残余应力。
马氏体耐热钢;贝氏体耐热钢;焊接温度场;焊接应力;数值模拟
0 前言
异种金属焊接接头能够充分利用各种材料的优异性能,如强度、高温力学性能、耐磨、耐腐蚀性、比强度等,已广泛应用于机械、电力、化工、锅炉、压力容器、交通运输、航空及航天等领域。T91为高强马氏体耐热钢,其主要特点是降低了含碳量,同样是多元复合强化,但各合金元素含量控制极严格,从而改善了钢的塑韧性和焊接性,提高了钢的高温稳定性,其600℃时的持久强度比F11和F12提高了近70%;10万h条件下的持续强度达到100 MPa,韧性也较好,主要用于高压、超高压、亚临界电站锅炉过热器、再热器的高温部位。G102钢为贝氏体钢,生产工艺较简单,焊接性能良好,只要严格执行热处理工艺就能获得满意的综合性能和热强性能。G102主要用于温度小于等于600℃的高压锅炉过热器、再热器的低温段。因此必然形成大量的T91马氏体钢与G102贝氏体异种耐热钢焊接接头。我国电站锅炉中采用马氏体(T91)/贝氏体(G102)异种钢接头的历史较短,但此类接头早期失效的事故时有发生,经常迫使设备发生非计划性停机,造成重大经济损失[1-4]。
焊接接头的应力/应变状态是影响接头使用性能的主要原因之一。为了减少异种钢焊接接头的早期失效事故,应了解在实际运行条件下接头的应力/应变状态,但由于焊接过程的特殊性(不均匀、移动和高温差)和焊接结构的复杂性,导致焊接应力的求解十分困难。通过焊接工艺试验结合测试,探讨工艺因素及变化对接头应力乃至使用寿命的影响,费时费力。而数值分析方法和计算机技术的快速发展为焊接应力的研究提供了新的研究途径[5-6]。
基于以上原因,本研究采用热弹塑性有限元技术对T91/G102异种钢接头的应力进行有限元数值模拟,为合理制订焊接工艺、减小和控制焊接应力,防止该类异种钢焊接接头的早期失效提供了依据。
1 有限元模型
1.1 试验材料
母材为马氏体耐热钢T91和贝氏体G102钢,焊丝TGS-9cb。母材和焊丝的化学成分如表1所示。

表1 母材和焊丝的化学成分%
1.2 焊接工艺
试样由尺寸300 mm×100 mm×5 mm的T91钢和G102钢薄板对接而成,试样的形状、坐标系如图1所示,下半部分(y轴负半轴)为T91马氏体耐热钢,上半部分为G102贝氏体耐热钢。为了比较线能量的影响,采用大、正常、小三种不同规范参数,三种线能量的参数如表2所示。

图1 试样形状及采用的坐标系
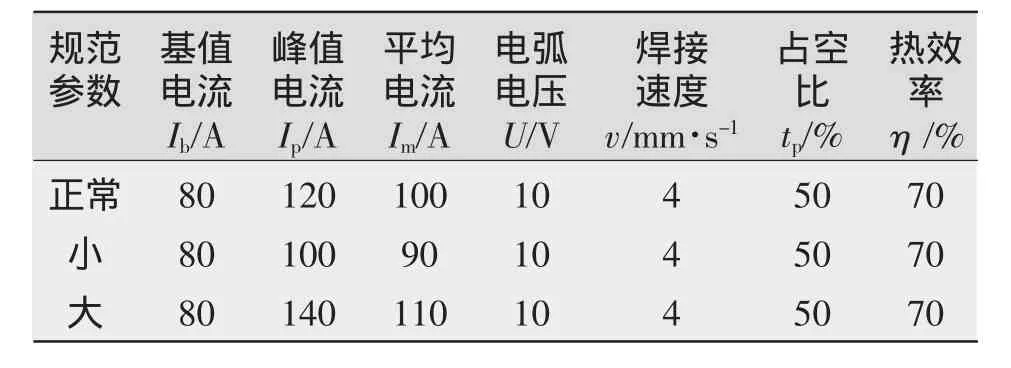
表2 焊接工艺参数
1.3 网格划分方案
焊缝中心为其几何对称面,焊缝及其附近温度和应力梯度高,焊缝及附近网格较密,最小网格为2 mm×2 mm×2.5 mm,然后逐步加粗,远离焊缝的试件边缘的网格尺寸最大,为8 mm×8 mm×2.5 mm,模型节点数10 947,单元数7 144,网格划分方案如图2所示。

图2 网格划分方案
1.4 边界条件
1.4.1 力学边界条件
为了保证模型与实际情况接近和数值模拟能正常进行,对模型施加适当边界条件。在焊缝左端中心线附近选取3点,固定x、y、z轴方向位移;选取右端表面角点和相邻的两点,固定x、z轴方向位移;焊缝中心截面y向位移为零。
1.4.2 热边界条件
散热是焊接过程数值模拟中的重要边界条件,焊接前预热至250℃,周围环境(空气)温度保持20℃。焊缝中心截面为绝热边界,焊件表面与空气的热传导为对流热交换,是温度的函数,通过用户子程序实现。
1.5 热源模型
热源采用高斯表面热流方式施加,加热斑点上的热流密度分布近似用高斯函数表示。距热源斑点为r的点的热流密度q(r)为

热源中心的最大热流密度qm为

式中 Q为热源的有效热功率,Q=ηIU[η为电弧功率有效利用系数或焊接热效率,与焊接方法、焊接规范、焊接材料有关,η=0.7;I为焊接电流(连续TIG焊),对于脉冲TIG焊,取平均焊接电流;U为电弧电压;R为焊接电弧的有效加热半径。
1.6 材料热物理参数
计算中使用的热物理性能参数取自参考文献,高于700℃的数据用外推法获得。不同温度情况下T91的比热容、热膨胀系数、导热系数分别如图3所示,屈服强度和杨氏模量如图4所示。

图3 T91钢比热容、热膨胀系数、导热系数与温度的关系
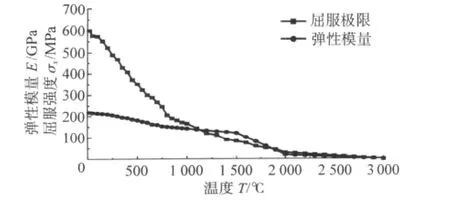
图4 T91钢杨氏模量、屈服强度与温度的关系
G102钢的杨氏模量、热膨胀系数、屈服极限度随温度的变化曲线如图5所示,导热系数和比热容随温度的变化曲线如图6所示。
T91的泊松比取0.3,密度7 770 kg/m3;G102的泊松比取0.31,密度7 800 kg/m3。

图5 G102杨氏模量、热膨胀系数、屈服强度与温度的关系
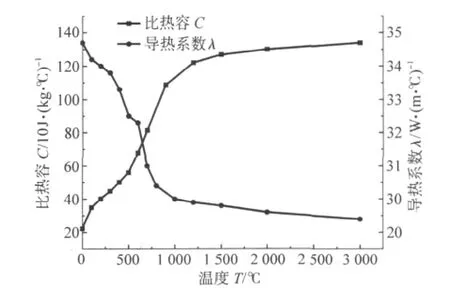
图6 G102导热系数和比热容与温度的关系
2 模拟结果和分析
2.1 温度场模拟结果
提取x=200 mm,z=5 mm线上焊缝中心及距焊缝中心不同距离的点在焊接过程中的热循环。三种线能量下各节点热循环曲线如图7~图9所示。由图可知,热源未到达该点时,该点温度几乎始终为室温,当热源到达x=200 mm处时,其温度由接近室温的状态迅速上升到较高温度。离焊缝中心越近,上升速度越快,上升幅度也越大。在t=50 s时刻,焊缝中心点达到了最高温度。随着热传导的进行,截面上其他各点也先后迅速达到最高温度。距离焊缝中心越近的点,最高温度越高;距离越远则温度越低。而且越靠近焊缝中心,温度梯度越大。距离焊缝中心4 mm的节点,最高温度下降了3/4;距离焊缝中心10 mm的节点,最高温度下降到1/18。随着热源向前移动,焊缝中心温度很快下降。由于余热的存在,此时温度下降曲线较之温度上升曲线要缓慢。t=76 s时,截面上各点的温度回到100℃以下,且各点都趋于相同。随着线能量的减小,各点所能达到的最高温度也是随之降低。如当Ip=100 A时,焊缝中心最高温度达到1 991℃;采用正常焊接规范时,焊缝中心最高温度为2 293℃;而采用大规范焊接时,焊缝中心最高温度为2328℃。在相同的时间点,距离焊缝中心相同距离的点的温度不同,T91(y轴负半轴)的温度略高于G102(y轴正半轴)。这是因为T91的导热系数和比热容较G102小,散热导致的热量损失慢。这一特点在距离焊缝中心较远的区域尤为显著,Ip=100 A时远离焊缝中心温度曲线如图10所示。

图7 U=10 V,I=100 A,R=3.0 mm时温度随时间的变化
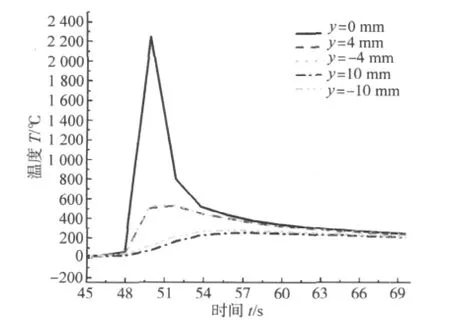
图8 U=10 V,I=120 A,R=3.5 mm时温度随时间的变化

图9 U=10 V,I=140 A,R=4 mm时温度随时间的变化

图10 x=200 mm,z=5 mm截面距焊缝中心较远节点的温度分布
以焊缝中心为对称中心,不同线能量下同一截面各点的温度不对称。取Ip=100 A下x=200 mm位置截面在不同时刻的温度场分布,如图11所示。由图11可知,在热源到达x=200 mm处时,T91(y轴负方向)一侧的温度梯度比G102一侧(y轴正方向)的温度梯度小。因为升温过程中,T91的导热系数小于G102,热源到达该点时,G102侧的升温快。热源远离x=200mm截面较长时间的冷却阶段,T91的高温区域要比G102宽,且冷却速度较慢,而边界处的温度依然很低。这是因为T91更小的导热系数和比热容共同作用的结果。
2.2 焊接应力模拟结果
2.2.1 U=10 V,Ip=120 A(正常焊接条件下)时的模拟结果
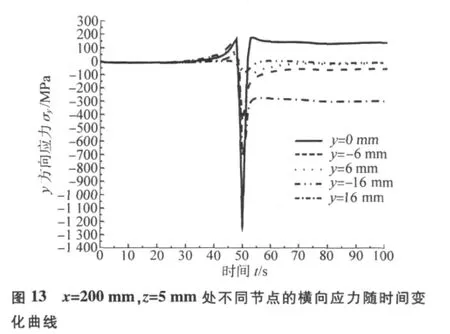
现选取同一截面x=200 mm,z=5 mm处在不同节点的应力随时间变化的曲线,如图12、图13所示。由图可知,距离焊缝中心越近,应力梯度越大。且y轴负半轴区域(T91钢)的x方向和y方向压应力都小于y轴正半轴(G102钢),而其拉应力则更大。这种不对称的应力分布是异种钢焊接过程中的一个重要特点,主要是不对称温度场分布所造成。在焊缝中心区域(y=0 mm),除热源到达该截面前极短时间内压应力达到很高数值外,热源离开后主要表现为拉应力。而在距离焊缝中心较远的区域(y=16 mm)最后仍然残留着很小的压应力。
焊缝中心纵向截面(y=0 mm)、t=50 s时的焊接应力分布如图14、图15所示。由图14可见,熔池附近存在着很大的应力梯度,与熔池附近的温度场梯度相对应,而在距离熔池较远的前方应力接近零。图15为t=50s时焊缝中心线上的横向应力分布,同样,熔池附近也存在着很大的应力梯度,熔池附近区域受压,压应力区域外为拉应力。

图11 U=10 V,Ip=100 A时x=200 mm,z=5 mm处不同时刻温度分布

2.2.2 不同线能量下的焊接应力比较
热输入不同导致焊接温度场不同,进而应力场也存在着差别。残余应力也和焊接线能量有关系。图16和图17分别是在不同线能量下t=50 s时焊缝中心x和y方向的应力分布。
t=50 s时,热源中心位于x=200 mm截面。随着热源的离开,热源后方的焊缝金属从先前的热膨胀状态转为冷却收缩。热源前方由于金属的热膨胀对其产生x方向的较大挤压作用,形成一个梯度极大的压应力区域。焊接线能量不同,热源中心部位的温度不同,产生的热膨胀速率和熔化区域也不同,因而导致应力梯度存在差别。

图14 t=50 s时的纵向应力分布
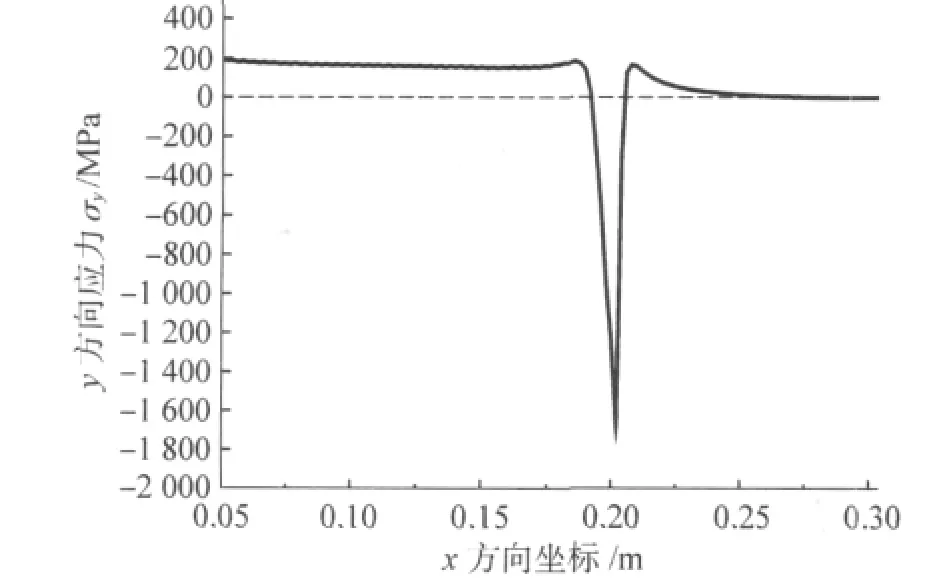
图15 t=50 s时的横向应力分布
与图16相似,不同线能量下的y向应力水平差距并不大。从图17可以看出,线能量依次增大,三种线能量下x和y方向的应力都是从小变大。可以得出在合理的焊接功率下,线能量越小,其应力水平也就越低。
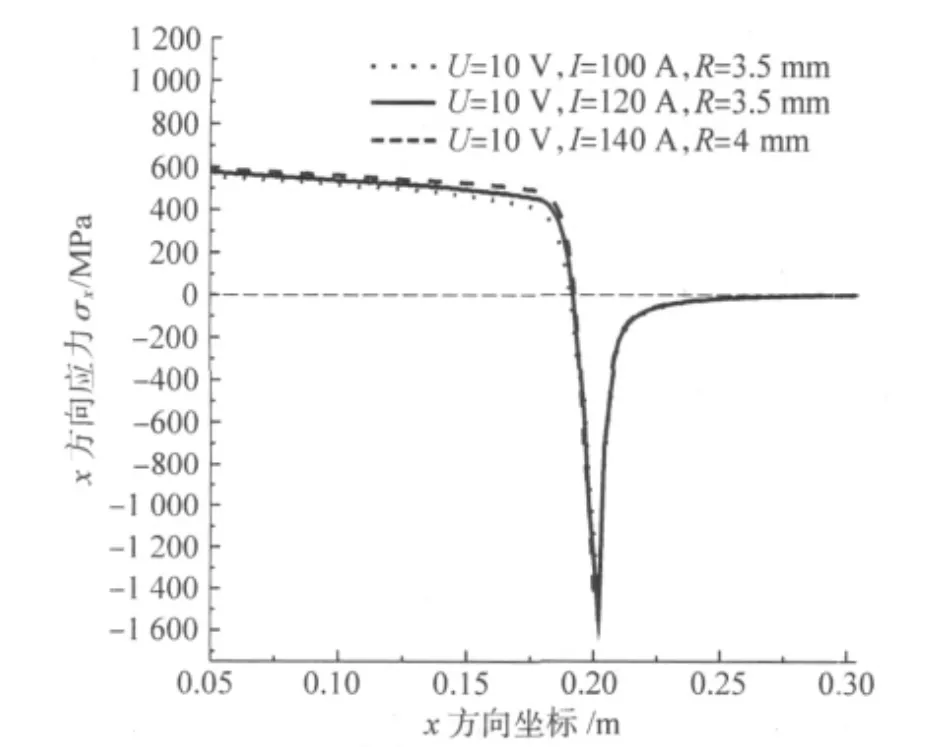
图16 t=50 s时焊缝中心的纵向应力分布
选取x=200 mm,z=5 mm的上表面处的线,三种线能量下x和y方向残余应力分布如图18、图19所示。由图可知,纵向和横向残余应力关于焊缝都是不对称的。焊缝中心为高的拉应力,而热影响区主要为压应力。焊缝中心纵向残余应力(x方向)的峰值要比横向残余应力(y方向)峰值高得多。而热影响区的残余压应力则主要以y方向应力为主。T91侧残余应力梯度小于G102侧,但高残余压应力区域宽。比较不同线能量条件下残余应力发现,其x和y向残余应力都随焊接线能量的增加而增大,说明了小的焊接能量有利于降低焊接残余应力。
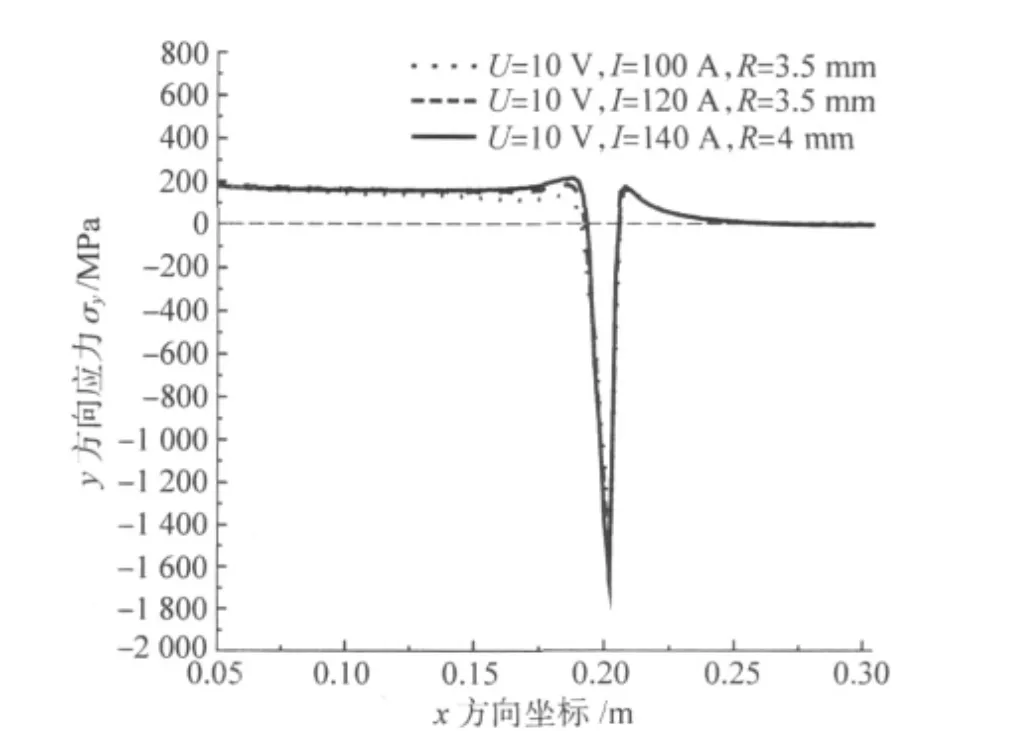
图17 t=50 s时焊缝中心的横向应力分布

图18 x=200 mm截面表面纵向残余应力
4 结论
(1)T91和G102的热物理参数不同导致焊接接头中温度场和应力场均不对称。T91的导热系数小于G102,加热过程中,G102侧的升温速度较快。而在冷却过程中,T91侧的温度梯度较G102小,而热影响区更宽,T91侧的应力梯度小于G102。
(2)焊接线能量不同,焊接温度场和应力场分布规律类似。焊缝中心附近区域的纵向应力要比横向应力大得多。焊接线能量增大,焊接温度场和应力场的峰值增大,梯度也有所增加,小线能量所产生的残余应力峰值小,高应力区宽度小。对于T91/G102异种钢接头,宜采用较小的焊接线能量。

图19 x=200 mm截面上表面横向残余应力
[1]杨 富,章应霖,任永宁,等.新型耐热钢焊接[M].北京:中国电力工业出版社,2006.
[2]宁保群,刘永长,殷红旗,等.超高临界发电厂锅炉管用铁素体耐热钢的发展现状与研究前景[J].材料导报,2006,20(12):83-86.
[3]朱丽慧,赵钦新,顾海澄,等.10Cr9Mo1VNbN耐热钢强化机理研究[J].机械工程材料,1999,23(1):6-26.
[4]张建强,吴 苏,赵海燕,等.马氏体/贝氏体异种耐热钢焊接接头的力学性能及界面失效[J].机械工程学报,2003,39 (2):58-61.
[5]鹿安理,史清宇,赵海燕,等.焊接过程仿真领域的关键技术问题及其探索性研究[J].中国机械工程,2000,11(1-2):201-206.
[6] Lindgren L E.Finite modeling and simulation of welding.Part 1:Increased complexity[J].Journal of Thermal Stress,2001,24(2):141-192.
Simulation of welding stress of dissimilar welded joint between martensitic and bainitic heat-resistant steel
ZHANG Jian-qiang1,2,ZHANG Guo-dong2,GUO Jia-lin2,LUO Chuan-hong2,ZHANG Ying-lin2
(1.State Key Lab of Advanced Welding Production Technology,Harbin Institute of Technology,Harbin 150001,China;2.School of Power and Mechanical Engineering,Wuhan University,Wuhan 430072,China)
The welding temperature and stress field have been simulated dynamically with thermal elasto-plastical finite element analysis method for dissimilar welded joints between martensitic(9Cr1MoVNbN)and bainitic heat-resistant steel(12Cr2MoWVTiB),and compared with different welding inputs.The results of numerical simulation shows that the welding temperature and stress field are asymmetrical in the direction of perpendicular to heat resource moving,due to the differences of thermal physical properties of dissimilar metal welding joint.The stress gradient in the side of T91 steel is less than that of G102 steel.However,the region of high stress in the side of T91 steel is larger than that of G102.Through the comparison of the results of numerical simulation,the tensile welding residual stress can be reduced with low welding heat input.
martensitic heat-resistant steel;bainitic heat-resistant steel;welding temperature field;welding stress;numerical simulation
TG407
A
1001-2303(2010)02-00121-07
2009-08-18;
2010-01-28
现代焊接生产技术国家重点实验室开放课题研究基金资助项目;湖北省自然基金资助项目(2007ABA040)
张建强(1964—),男,湖南长沙人,副教授,博士,主要从事焊接数值模拟和异种耐热钢焊接的研究工作。
