一种相贯线曲线通用切割机的研制
2010-11-14张格睿张忠厚
张格睿,张忠厚
(1.山东鲁能建设集团,山东 济南 250001;2.山东大学 材料学院,山东 济南 250061)
一种相贯线曲线通用切割机的研制
张格睿1,张忠厚2
(1.山东鲁能建设集团,山东 济南 250001;2.山东大学 材料学院,山东 济南 250061)
大直径筒体的相贯线曲线焊接,为了得到高精度的切割尺寸,保证焊接质量,提高切割效率,降低成本。利用正弦曲线机构将简单的机械运动变为割矩端部复杂的曲线运动,实现了相贯线曲线运动轨迹的自动切割,只需改变正弦曲线运动机构的偏心机构回转半径e就可实现不同直径的筒体与接管相交所形成的相贯线曲线的自动切割。该割炬绕工件的转动与上下的同步移动采用直接传动,动作协调、传动平稳,避免了传动积累误差,可在多种位置点火切割,结构简单,操作方便,工作可靠。通过应用,取得了明显的经济效益,降低了成本,提高了效率3~5倍,切割质量稳定可靠。是一种低成本自动化相贯线曲线的自动切割通用设备。经过改进,用焊枪代替割矩,还可对相贯线曲线实现自动焊接。
相贯线曲线;自动切割机;大直径筒体
0 前言
在石油、纺织、轻工、化工、核能和机械制造等行业的各种锅炉汽包、罐体以及大直径筒体的生产中,经常遇到大型筒体与接管的焊接。焊接前必须先将筒体下料切割成相贯线曲线,然后再与接管组装焊接。为了保证焊接质量,对相贯线曲线要求下料切割成规则的形状,虽然用机械加工的方法像搪孔、钻孔等能获得精度较高的切割下料尺寸,但生产率低,成本高,生产周期长。厂家受财力、设备规格、辅助工具的限制也不能大量采用。对于大尺寸的相贯线曲线,有些厂家先用手工切割再进行机械加工,这又增加了生产工序和制造成本。还有的厂家从国外引进数控切割机,由于数控切割机价格昂贵,使用者又没有能力编制复杂的程序,所以大部分厂家不愿从国外购买。由于以上原因,目前大多数厂家都使用手工切割。由于其形状不规则,切割质量达不到要求,圆度超差,或者间隙太大,不但效率低,质量差,而且劳动强度大,严重影响了焊接质量和生产效率,特别是当使用弧焊机器人或者专用自动焊机焊接这种接缝时更达不到质量要求,使引进的弧焊机器人也不能很好的用于生产[1]。在此研究设计了通用型相贯线曲线自动切割机。
1 切割机的结构、组成和工作原理
一般的大直径筒体与其接管焊接大多都是正交形呈相贯线曲线,这种曲线大多为轴对称,其展开形状为一正弦曲线形状,所以可利用正弦曲线机构实现其运动轨迹。
该自动切割机的结构、组成和工作原理示意如图1所示。整个切割机主要由电动机、变速机构、传动主轴、大小圆锥齿轮(大齿轮和小齿轮的齿数比为2∶1)、偏心机构、导向机构等几部分组成。
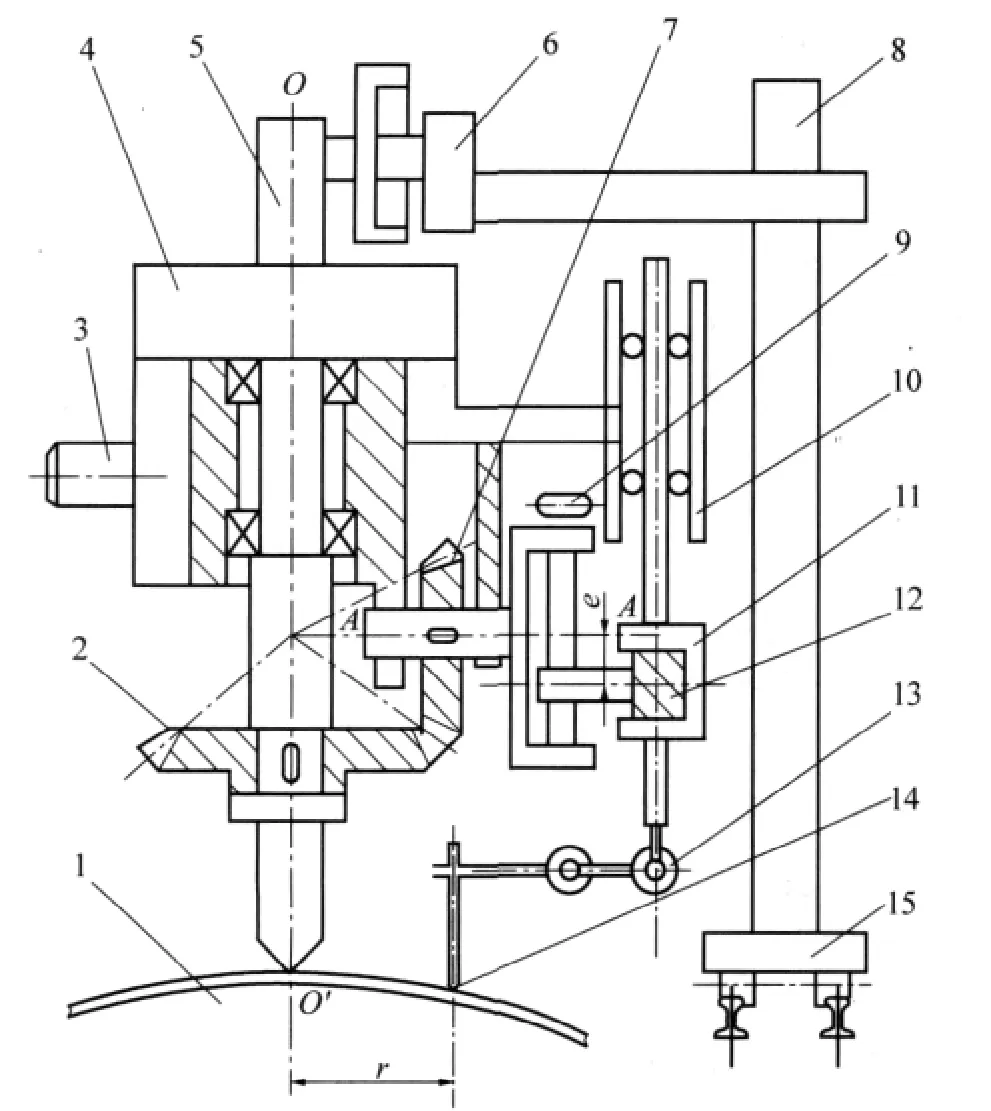
图1 大直径筒体相贯线曲线自动切割机的结构、组成和工作原理示意
1.1 工件的安装与调整
筒体1由焊接滚轮架(外购件)支撑,通过调整滚轮架的正反转使工件被切割部位处于滚轮架的最上方,并在被切割部位打中心孔。
1.2 割炬初始位置的确定
整个自动切割系统固定在操作机8上,操作机固定在行走小车15上,通过调整行走小车和操作机,使传动主轴5的下端靠近被切割的工件1,再通过上微调机构6的三个坐标使传动主轴的下端对准工件的中心孔。根据筒体和接管的半径所确定的相贯线曲线形状,调整偏心机构9的偏心量e,使滑块体11的中心与小齿轮7中心轴线的中心距e等于回转半径ri。再借助于下微调机构13使割炬14的割嘴与工件的距离满足切割要求,并使割嘴的回转半径等于接管外径 (或者等于相贯线孔的设计尺寸)。操作机可在导轨上前后大范围移动使工件装卸方便。
1.3 割炬运动轨迹的控制
传动主轴的下方固定有大圆锥齿轮2,当主电机3转动时,它就和减速机构4、小锥齿轮7、偏心机构9、割炬14等一起围绕着大锥齿轮2公转,此时的小齿轮7又和偏心机构9、滑快12一起绕AA轴自转,与偏心机构连在一起的滑块12在自转的同时就在滑块体11中间做相对滑动,并推动滑块体沿着导向机构10上下运动,与滑块体连在一起的割炬14也同步按正弦曲线规律上下运动。当大齿轮转动一周时,小齿轮就带动割炬做上下两次往复运动。正好符合相贯线曲线形状的要求。如果切割过程由于某种原因使割炬的回转半径发生变化时,还可通过下微调机构13进行修正。对于不同的相贯线曲线只要改变偏心机构的回转半径r即可进行相贯线曲线的正常切割。
1.4 动作程序
被切割的工件安装调整好以后,确定好割炬的初始位置,接通电源,点火,主电机3、割炬14等通过变速机构4绕着传动主轴按预定的切割速度转动,并通过大小齿轮的啮合以及偏心机构的回转,使割炬按正弦曲线规律做上下运动,按调好的切割规范参数切割工件,当割炬绕着传动主轴回转一周后,割炬便上下往复运动二次,完成一条相贯线曲线的自动切割。
2 切割机的运动轨迹分析
为了使所设计的切割机具有通用性,能切割不同的筒体和接管相交所形成的相贯线曲线,必须使正弦曲线机构的实际运动轨迹与相贯线曲线的理论轨迹重合,下面对两者的运动轨迹进行分析。
2.1 相贯线曲线的理论轨迹
对于不同直径的筒体与不同直径的接管相交所形成的相贯线曲线的理论轨迹,可表示为[2]

式中 Z1为相贯线曲线理论轨迹的纵坐标;R为大筒体半径;r为接管半径;α为接管与筒体的交角;φ为决定相贯线曲线纵坐标的参数即为公转的转角(0°≤φ≤360°)。
当接管与筒体的交角α=90°时,为正交相贯线曲线,式(1)变为

2.2 正弦曲线机构的实际相贯线曲线轨迹
两管相交示意如图2所示。切割机实际的相贯线曲线轨迹是由偏心机构的回转半径ri决定,ri=[R-(R2-r2)1/2]/2;由偏心机构的工作原理得知,切割机实际的相贯线曲线轨迹Z2表示为

式中 Z2为相贯线实际曲线轨迹的实际纵坐标;ri为偏心机构的回转半径。
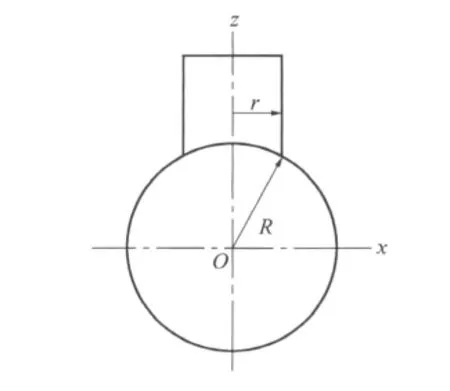
图2 筒体与接管相交示意
现以三组筒体和接管为例,由式(2)和式(3)分别求出相贯线曲线轨迹的理论值和正弦曲线机构运动轨迹的实际值列于表1中。
由表1可见,对于不同直径的筒体与接管,其相贯线曲线的理论值和该切割机的实际相贯线曲线相差极少,最大误差也只有0.227 2 mm,筒体直径越大其误差越少,对于切割过程,焊炬与工件的距离变化这点数值是微不足道的。
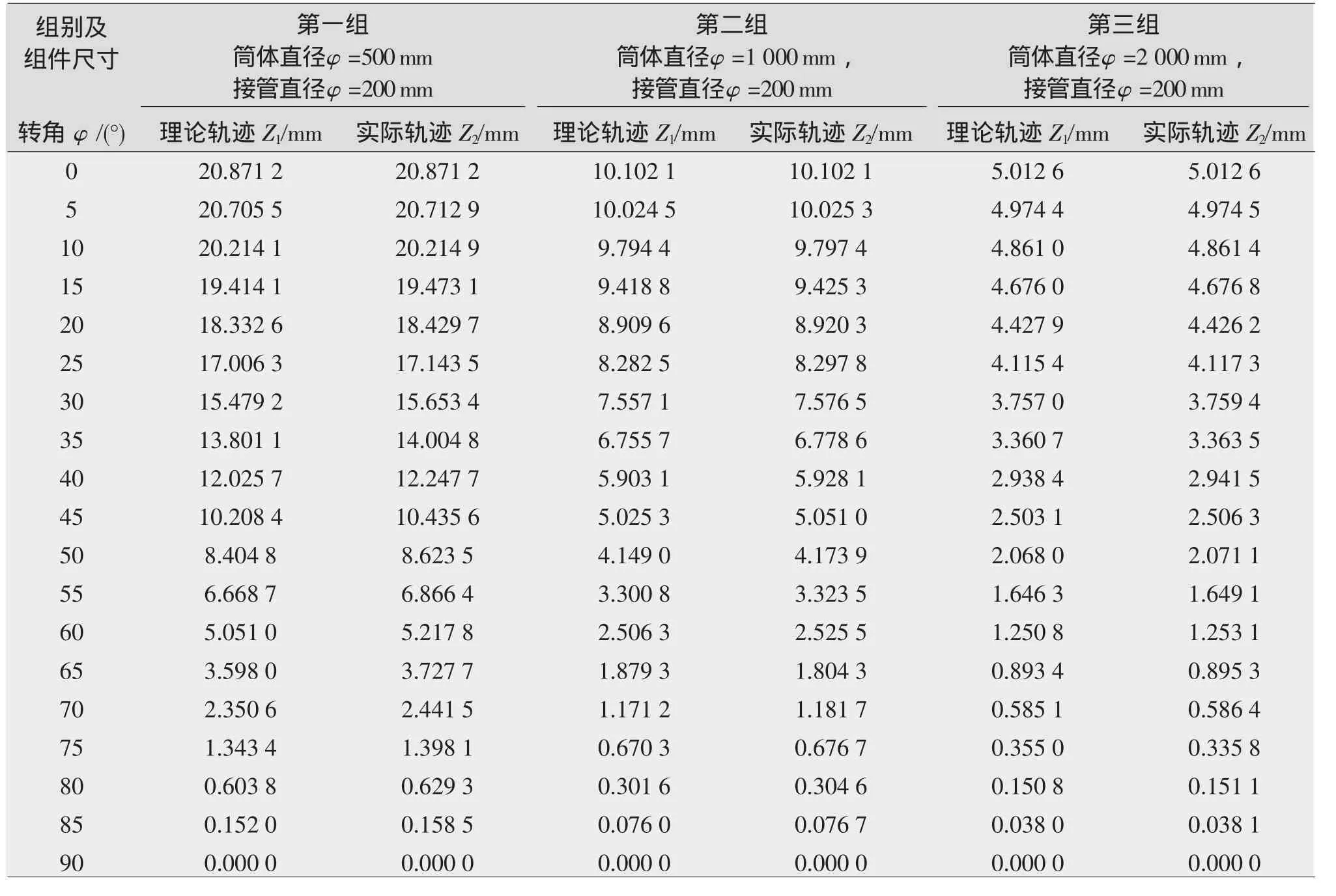
表1 三组筒体相贯线曲线的理论值和实际值比较
3 切割机的主要设计特点
该自动切割机利用简单的正弦曲线运动机构控制割炬的复杂运动,只要改变偏心机构的回转半径e就可实现不同直径的筒体与接管相交所形成的相贯线曲线的自动切割。给出了偏心机构的回转半径的计算公式,为该机调试提供了方便。
所设计的自动切割机,割炬的转动与上下的同步运动采用直接传动,动作协调、传动平稳,避免了传动积累误差,提高了割炬运动重现性的精度,可在多种位置点火切割。该切割机切割的相贯线曲线展开示意如图3所示。
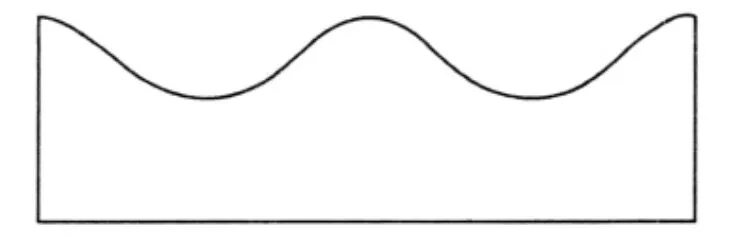
图3 相贯线曲线展开长度示意
该切割机使用的操作机、行走小车、滚轮架等都可直接向专业生产厂商购买对应型号的产品,简化了设计过程,缩短了生产周期,降低了生产成本。
该切割机利用正弦曲线机构将简单的机械运动变为割炬端部复杂的曲线运动,实现了相贯线曲线运动轨迹的自动切割,简化了电器控制线路,使切割机的结构简单,操作方便。
该机设计成手动和全自动两套控制系统,对于单件、少批生产或新产品试制,通过硬件程控电路,控制割炬切割,操作调整方便,降低了生产成本。对于大批量生产,通过单板机控制,实现了切割过程自动控制,保证了质量,提高了生产效率。
4 应用效果
该机研制成功之后,通过对筒体切割的实际应用,取得了明显的经济效益,降低了切割成本,提高了切割质量,比手工切割的效率高3~5倍,切割质量稳定可靠。用该切割机切割的相贯线曲线,经焊接工艺试验焊缝表面光滑,成形良好,焊接质量完全满足要求。
5 结论
(1)所研制的大直径筒体相贯线曲线切割机,结构简单,传动平稳,运行可靠,特别适合大直径筒体相贯线曲线的自动切割。
(2)割炬的转动与上下移动,两者同步、协调,可在工件的任意位置点火、切割,不存在传动积累误差,结构简单,操作调整方便,工作可靠。
(3)实际应用证明该机可大大提高生产效率,切割质量稳定可靠。
(4)经进一步改进,用焊枪代替割矩,还可对相贯线曲线自动焊接。
[1]林尚扬.关于弧焊机器人的应用[R].合肥:在全国机械行业焊接自动化研讨会上的工作报告,1995.
[2]张忠厚,孙俊生.管连接自动焊接机凸轮设计主要参数的计算[J].山东工业大学学报,1992,22(4):77-81.
Development of an automatic cutting machine for intersection curve-
ZHANG Ge-rui1,ZHANG Zhong-hou2
(1.Department of Engineer,Shandong Luneng Construction Group,Ji'nan 250001,China;2.School of Material Institute,Shandong University,Ji'nan 250061,China)
For the automatic cutting machine for intersection curve of large-diameter cylinders,to achieve the high accuracy of cutting dimension,to guarantee the welding quality and to lower the cost,automatic cutting of motion locus of intersection curve can be realized by means of sinusoidal mechanism.The cutting machine can control the complicated moving locus with simple sinusoidal curve moving mechanism.By adjusting the gyration radii of the eccentricity mechanisme,automatic cutting for intersection curves of pipes and cylinders with different diameters can be realized easily.Direct transition is applied for cutting torch rotation and simultaneous to and from motion with the harmonious action and smooth transition and avoiding accumulating errors,improving the precision of cutting torch moving repeatability and cutting can be made at different positions.The machine with simple structure and easy to operate.Profound economic effect is gained in practice after the cutting machine is used in production.Cutting efficiency is 3~5 times than that when the manual cutting was adopted and the cutting quality is stable and reliable.The cutting machine is of automatic,universal and low cost type for intersection curve cutting.If modified,with welding torch instead of cutting torch,the machine can also be used for automatic welding of intersection curve.
intersection curve;automatic cutting machine;large-diameter cylinder
TG48
A
1001-2303(2010)02-0091-04
2009-08-06
张格睿(1973—),女,山东蓬莱人,工程师,学士,主要从事不规则焊缝焊接自动化的研究工作。
