16MnDR与ZG20SiMn铸钢焊接接头的微观组织与低温性能
2010-11-14包晔峰张国伟
崔 琦,包晔峰,张国伟,杨 可
(1.洛阳理工学院 机电学院,河南 洛阳 471023,2.河海大学 机电学院,江苏 常州 213002)
16MnDR与ZG20SiMn铸钢焊接接头的微观组织与低温性能
崔 琦1,包晔峰2,张国伟2,杨 可2
(1.洛阳理工学院 机电学院,河南 洛阳 471023,2.河海大学 机电学院,江苏 常州 213002)
采用药芯焊丝气保焊方法焊接了压力容器用低温钢16MnDR和塑性、低温冲击韧性良好的ZG20SiMn铸钢。试验了焊接接头的低温拉伸、弯曲和冲击性能,结果为:焊缝和ZG20SiMn铸钢的低温强度都大于16MnDR,-40℃拉伸试验都断于16MnDR母材;-40℃侧弯试验弯曲角为90°时,在ZG20SiMn铸钢侧出现了大于3mm的裂缝;-40℃焊缝、16MnDR侧和ZG20SiMn侧热影响区的冲击值都大于标准要求的34 J,-50℃时ZG20SiMn侧热影响区的冲击韧性已不足。焊缝金属中C、Si和Mn含量合适,并含有对提高低温性能有益的Ni和微量V,微观组织细小,有大量针状铁素体,故焊缝区域有很好的低温塑性和韧性。ZG20SiMn过热区的组织以贝氏体为主,有细小的缩松缺陷,故有较高的强度,弯曲试验在ZG20SiMn侧出现裂纹。
16MnDR;ZG20SiMn焊接接头;低温性能
0 前言
16MnDR在主要强化元素Mn、Si的基础上,通过添加微量合金元素Ni、Nb和V,采用高纯洁度钢的冶炼方法,优化的热处理工艺,得到的一高韧性钢种,其最低工作温度可达-40℃[1],是我国开发的一种压力容器用低温钢。16MnDR逐步在压力容器、化工设备、车辆等行业得到了推广应用[2]。ZG20SiMn铸钢具有较高的强度、良好的塑性和低温冲击韧性,广泛应用于水压机立柱、横梁,水轮机叶轮与导杆、铁道车辆转向架的侧架与摇枕等零件[3-4]。铸焊联合工艺是节约原材料、提高生产效率的有效方法,开展铸钢与钢板的焊接工艺和接头性能研究是铸焊联合工艺能否成功应用的前提。在此选用药芯焊丝气保焊方法进行了16MnDR与ZG20SiMn铸钢的焊接,根据接头的实际服役情况,试验分析了焊接接头的低温拉伸、低温弯曲和低温冲击性能以及微观组织。
1 试验材料与方法
试板材料为16MnDR和ZG20SiMn,尺寸340mm× 100 mm×12 mm,开60°V型坡口,钝边留2.5 mm,组对间隙1.0~1.5 mm。焊材为TWE-711Ni药芯焊丝,焊丝和熔敷金属的化学成分如表1示,焊丝直径为φ 1.2mm。采用气体保护焊方法,直流反接,保护气体φ(Ar)80%+φ(CO2)20%,层间温度小于等于100℃,为保证焊接过程的稳定,采用Motoman UP6机器人施焊,焊接工艺参数如表2所示。

表1 TWE-711Ni焊丝和熔敷金属的化学成分Tab.1 Composition of the wire of TWE-711Ni and its deposition metal %

表216 MnDR和ZG20SiMn试板焊接工艺参数Tab.2 Parameters used for welding samples of 16MnDR and ZG20SiMn
16MnDR和ZG20SiMn的焊接试板按照国标“焊接接头力学性能试验取样方法”(GB2649-89)规定的方法取样,按“焊接接头冲击试验方法”(GB2050-89)“焊接接头拉伸试验方法”(GB2651-89)“焊接接头弯曲及压扁试验方法”(GB2654-89)分别制备冲击、拉伸、侧弯试样,并按照上列标准在-40℃低温下进行拉伸和弯曲试验,在-40℃和-50℃低温下进行焊缝金属和热影响区冲击试验。
16MnDR和ZG20SiMn的焊接接头经切割、平磨、抛光、4%硝酸酒精腐蚀,然后在NEPHOT-21显微镜上观察微观组织。
2 试验结果与分析

表316 MnDR与ZG20SiMn焊接接头低温拉伸性能(-40℃)Tab.3 Tensile test results of 16MnDR and ZG20SiMn welding joint at-40℃

表4 16MnDR与ZG20SiMn焊接接头低温侧弯曲性能(-40℃)Tab.4 Side bent test results of 16MnDR and ZG20SiMn welding joint at-40℃
16MnDR和ZG20SiMn的焊接接头-40℃低温拉伸试验结果见表3,-40℃低温弯曲试验结果见表4,焊缝金属和热影响区-40℃和-50℃低温冲击试验结果见表5。图1、图2分别为16MnDR和ZG20SiMn母材金相照片,图3~图6分别为焊缝顶层、根部、ZG20SiMn侧过热区和16MnDR侧过热区的金相照片。
由表3可见,拉伸试样断裂位置位于16MnDR侧母材,说明在-40℃试验条件下,焊缝和ZG20SiMn母材强度高于16MnDR母材,拉伸试验时大部分的塑性变形在16MnDR母材上出现,造成在焊缝区以外的颈缩和破坏。低温(-40℃)侧弯试验结果为:所有试样弯角达到90°后,弯曲凸面焊缝上没有出现开裂,而ZG20SiMn侧上出现了大于3 mm的裂纹,其原因是ZG20SiMn铸钢件试板中存在缩孔和疏松等缺陷,这些缺陷在弯曲试验的拉应力作用下,因应力集中而导致开裂,严重时发生断裂。弯曲试验焊缝上没有出现裂纹,说明焊缝塑性较好,没有尺寸较大的非金属夹杂。-40℃和-50℃焊缝区的冲击试验平均值分别为79J和47.7J,都大于标准要求的34 J;-40℃热影响区冲击试验16MnDR侧和ZG20SiMn侧的平均值分别为58.7J和34J,达到了标准要求的34J;-50℃热影响区冲击试验16MnDR侧和ZG20SiMn侧的平均值分别为47.7 J和25.3 J,ZG20SiMn侧的冲击功没有达到标准要求值。试验结果表明16MnDR与ZG20SiMn的焊接接头可在-40℃时服役,但-50℃时韧性已不足。
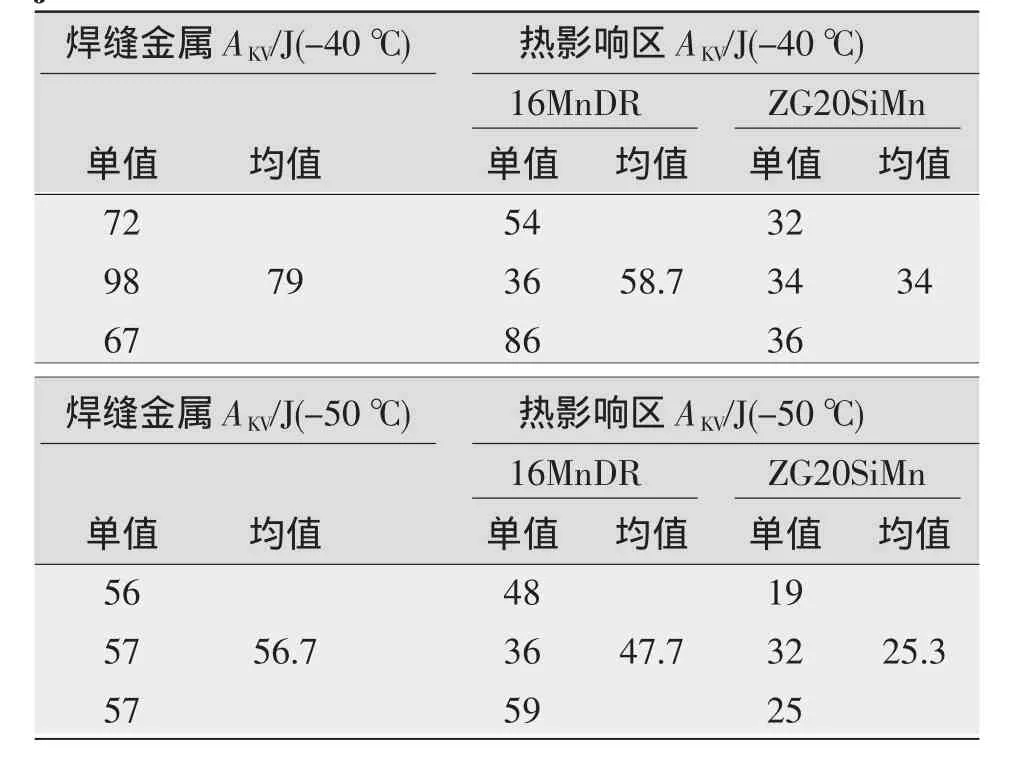
表516 MnDR与ZG20SiMn焊接接头横向低温冲击性能Tab.5 Impact test results of 16MnDR and ZG20SiMn welding joint
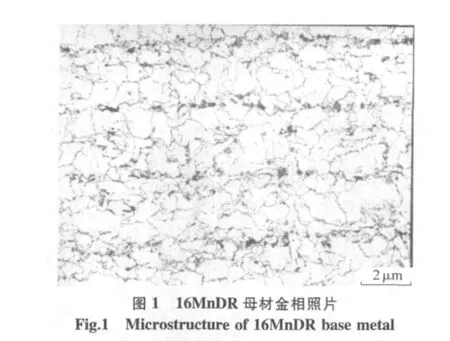
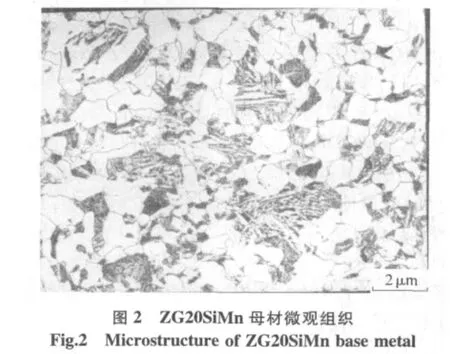
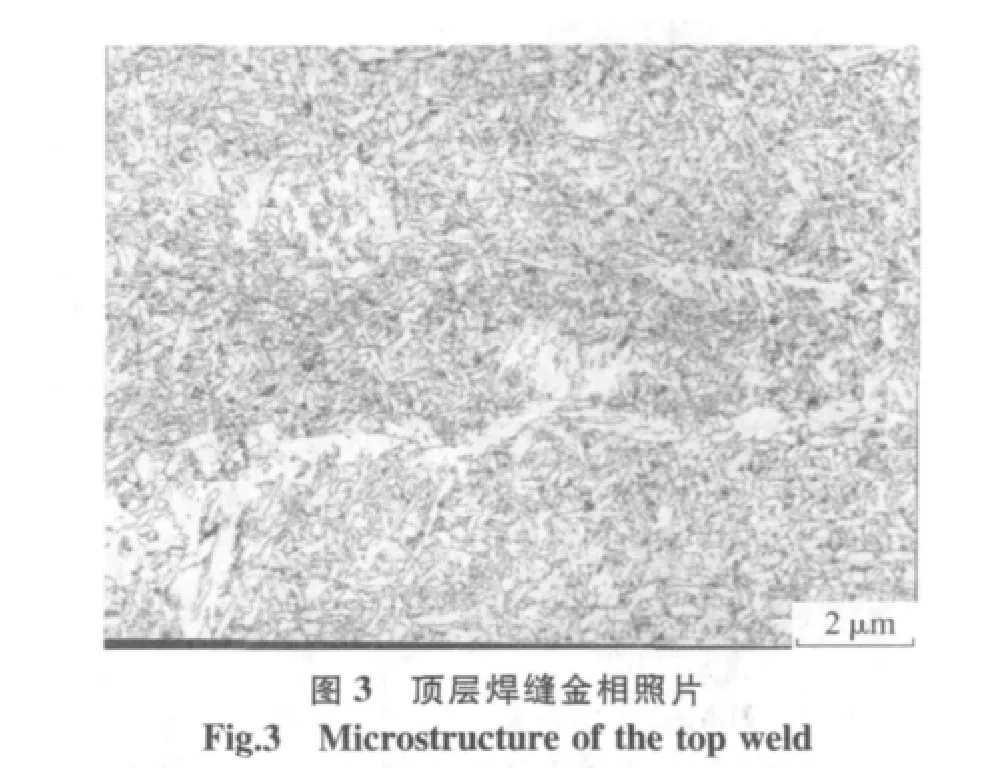

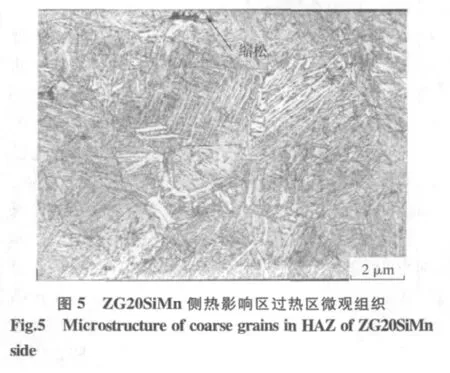
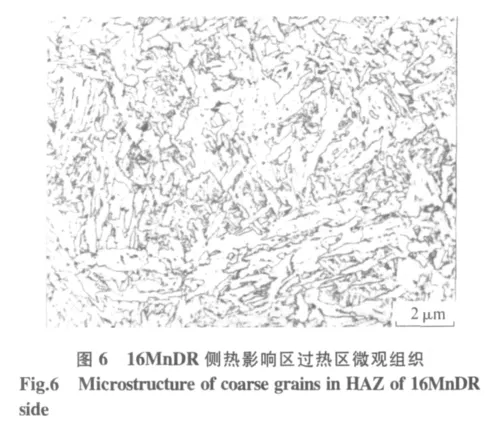
图1为16MnDR母材的金相照片,组织为铁素体和珠光体,珠光体以带状结构分布。图2为ZG20SiMn母材的金相照片,组织为铁素体、珠光体和少量贝氏体。图3为顶层焊缝的金相照片,组织为先共析铁素体、针状铁素体和少量粒状贝氏体。图4为根部焊缝的金相照片,组织仍为先共析铁素体、针状铁素体和少量粒状贝氏体,但晶粒形态与图3相比有了较大的变化,图4中的先共析铁素体晶粒很小,已不是图3中的大块状了,图4中针状铁素体晶粒比图3中的小。图5为ZG20SiMn侧热影响区过热区的金相照片,组织为贝氏体和少量铁素体,还能看到一些缩松,这正是弯曲试验时,在ZG20SiMn侧出现裂纹的原因。图6为16MnDR侧热影响区过热区的金相照片,组织为铁素体和粒状贝氏体。化学成分与受热经历是造成焊接接头不同位置的组织产生差异的根本原因,顶层焊缝为最后一道焊缝,焊后随即自然冷却,没有经历其他热过程,冷却速度快,温度梯度大,先共析铁素体沿原奥氏体析出,保留了柱状晶的特征,原奥氏体晶内生成的针状铁素体细小。根部焊缝最先施焊,其后又焊了4道,这4道焊接的热过程对根部焊缝也有影响,使得原奥氏晶界的块状先共析铁素体分解后再结晶,晶粒变小,柱状晶边界变模糊,而原来晶内细小的针状铁素体在多次受热后有所长大。
化学成分、组织形态和种类决定了材料的性能。由图3、图4可见,无论是顶层焊缝、还是根部焊缝,其微观组织中都存在大量的细针状铁素,少量小颗粒的粒状贝氏体。针状铁素体存在于原奥氏体晶粒内部,晶粒位向以大角度分布,可以向任何方向生长,故其强度高,塑韧性较好,在各类铁素体中性能最好,焊缝组织中希望得到针状铁素体,这种组织形态有利于焊接接头的低温力学性能,尤其是低温冲击韧性[5]。另一方面,试板采用药芯焊丝施焊,药剂氧化较强,焊接过程中,焊丝钢皮中的部分C因氧化而烧损,故其焊缝熔敷金属中的C含量比焊丝金属中的少。碳是扩大γ相区的元素,研究认为适当降低碳含量可抑制焊缝中碳化物的大量析出,有利于改善凝固一次结晶组织。Mn和Si是低碳低合金钢的主要强化元素,Mn和Si同时存在时,可作为脱氧剂,对焊缝组织和性能都有重大影响,研究表明随Mn、Si含量增加,可逐渐降低连续冷却时的相变温度、组织细化。当w(Si)=0.1%~0.5%和w(Mn)=0.8%~1.5%时,焊缝组织可得到中等粒度的先共析铁素体和晶内细针状铁素体,是期望的焊缝组织,可获得最佳韧性[6-7]。本试验焊缝熔敷金属中w(Mn)=1.23%,w(Si)=0.41%(见表1)都在较合理的范围内,而且含有提高低温韧性的Ni(0.48%)和微量的V,Ni是弱合金元素,其作用与Mn相似,但较Mn的作用弱。在焊缝金属的整个冷却速度范围内,Ni都可以使相变温度降低,使侧板条铁素体开始转变温度降低的程度明显大于针状铁素体开始转变温度的降低,有Mn存在时,Ni的这种效果有利于针状铁素体形成。V有细化晶粒的作用。因此焊缝的低温冲击韧性比焊接热影响区的好。
3 结论
(1)采用TWE-711Ni药芯焊丝φ(Ar)80%+φ(CO2) 20%气保焊方法焊接了16MnDR和ZG20SiMn铸钢试样,所用规范为焊接电流190~290 A,焊接电压27~29 V,焊接速度400~450 mm/min。
(2)16MnDR与ZG20SiMn铸钢焊接接头的低温力学性能试验结果为:-40℃拉伸试验都断于16MnDR母材;-40℃侧弯试验,弯曲90°时在ZG20SiMn铸钢出现大于3 mm的裂纹;-40℃焊缝、16MnDR侧和ZG20SiMn侧热影响区的冲击值都大于标准要求的34 J,-50℃时ZG20SiMn侧热影响区的冲击韧性已不足。
(3)焊缝金属中C、Si、Mn含量合适,并含有对提高低温性能有益的Ni和微量V。焊缝的微观组织细小,有大量针状铁素体,是16MnDR与ZG20SiMn铸钢焊接接头具有优良低温力学性能的原因之一。ZG20SiMn过热区的组织以贝氏体为主,而且有细小的缩松缺陷,故其强度比16MnDR侧热影响区高,拉伸试验断于16MnDR侧,而弯曲试验在ZG20SiMn侧出现裂纹。
[1]陈 晓,董汉雄.高韧性-40℃低温钢WHD1(16MnDR)的性能及应用[J].压力容器,1998(2):17-21.
[2]徐祖耀.低锰钢的锰偏析[M].北京:冶金工业出版社,1979.
[3]龙喜宝.O′ZBEKISTON型机车轮芯低温材料的试验开发[J].电力机车与城轨车辆,2006,29(6):32-33.
[4]孙 江,韩学翠,郭士正.ZG20SiMn焊接接头裂纹扩展速率影响因素的分析[J].机械设计与制造,1997(4):40-41.
[5]Wang G Z,Wang J G,Chen J H.Effects of geometry of notched specimens on the local cleavage fracture stress σ f of C-Mn steel[J].Engineering Fracture Mechanics,2003(70):2499-2512.
[6]Santos D B,Bruzszek R K,Rodrigue P C M,et al.Formation of ultra-fine ferrite microstructure in warm rolled and annealed C-Mn steel[J].Materials Science and Engineering 2003,A346:189-195.
[7]Roelof,Hattingha J,Gert Pienaar.Weld HAZ embrittlement of Nb containing C-Mn steels[J].International Journal of Pressure Vessels and Piping,1998(75):661-677.
Micro-structure and cryogenic mechanical properties for welding joint of 16MnDR steel and ZG20SiMn cast steel
CUI Qi1,BAO Ye-feng2,ZHANG Guo-wei2,YANG Ke2
(1.Dep.of Mechanical and Electrical,Luoyang Institute of Science and Technology,Luoyan 471023,China;2.School of Mechanic and Electric Engineering,Hohai University,Changzhou 213022,China)
Welding joint of 16MnDR steel,one kind of cryogenic steels and ZG20SiMn cast steel which owns perfect cryogenic plasticity and toughness property was prepared by gas shielded metal arc welding with flux-cored wire.Tensile test,bend test and impact test of the joints were carried out at low temperature.The result showed that all of the tensile samples tested at-40℃were broken at the side of 16MnDR base metal,which meant that the strength of 16MnDR steel was lower than the weldmetal and the ZG20SiMn;Cracks longer than 3 mm were observed at the side of ZG20SiMn when side bent tests at-40℃ were carried to 90° angles.The values of impact tests at-40℃either located at weldmetal or located at HAZs of 16MnDR and ZG20SiMn were larger than 34 J,required by the code.While the impact values at heat affect zone(HAZ)of ZG20SiMn at-50℃were lower than the code required.With OM and chemical composition analysis,it showed that there were suitable contents of C,Si,Mn,Ni and micro V,and the microstructure of weldmetal was fined,so that the cryogenic mechanical properties were improved.The microstructure of over heated zone in ZG20SiMn HAZ was Bainite and shrinkage porosity was found,caused to high tensile strength of ZG20SiMn and easy to crack when be bent.
16MnDR;ZG20SiMn;Welding joint;cryogenic property
TG407
B
1001-2303(2010)01-0075-05
2009-11-30
崔 琦(1968—),男,河南渑池人,高级工程师,硕士,主要从事自动焊接设备、焊接工艺方面研究工作。