高温下16Mn钢双丝自动埋弧焊接头性能分析
2010-11-14屈金山韩志伟
闫 霞,屈金山,韩志伟,黄 峰
(西华大学 材料科学与工程学院,四川 成都 610039)
高温下16Mn钢双丝自动埋弧焊接头性能分析
闫 霞,屈金山,韩志伟,黄 峰
(西华大学 材料科学与工程学院,四川 成都 610039)
以厚20 mm的16Mn钢为母材,采用双丝自动埋弧焊工艺,在相同焊接速度和焊接线能量的条件下进行焊接。并在500℃、600℃、700℃进行了高温拉伸试验。分别对相应温度下热处理后的接头金属组织进行分析和硬度测试,研究了高温下焊接接头的力学性能。结果表明,高温拉伸试验中,随着温度升高,接头金属的抗拉强度下降,而延伸率和断面收缩率随温度的升高而增加。比较热处理后与常温下的焊接接头金属组织,发现热处理后铁素体组织减少,珠光体组织增多,铁素体组织的形态发生了变化。焊接接头金属硬度随着热处理温度的提高而增加。
埋弧焊工艺;高温拉伸试验;拉伸强度;硬度
0 前言
随着现代工业的发展,对焊件性能的要求也越来越高。16Mn钢是我国应用最广的热轧钢,主要用于锅炉制造、高压容器、桥梁、船舶、车辆、输油输气管道、大型钢结构等设备。有些零件需要长期在高温条件下工作,对于制造这类零件的金属材料,如果仅考虑常温短时静载下的力学性能,显然是不够的,因为温度对金属材料的力学性能影响很大[1]。双丝埋弧焊是一种先进高效的焊接方法,双丝的引入减少了焊接道次,焊接生产效率得到显著提高,通过调节前、后丝的焊接电流,能够在较宽的范围内控制焊接线能量的输入,从而满足不同使用条件下的性能要求[2]。采用双丝埋弧焊可节省焊接材料和电能,提高焊接生产效率,且改善了劳动条件,能够获得高质量的焊接接头。因此,研究16Mn钢高温下双丝埋弧焊接头的性能对我国工业的发展具有重大意义。
在此采用成都华远电器设备有限公司生产的MZS-1250型通用型双丝自动埋弧焊设备,在板厚20 mm的16Mn钢母材上进行了双丝埋弧焊工艺试验。金属的强度、弹性、塑性是金属性能指标,金属组织和组织形态也影响工件的性能,这些性能决定了工件工作是否安全以及工件的寿命,因此,通过高温拉伸试验和硬度测试分析了双丝自动埋弧焊焊接接头的高温相变和高温力学性能,为生产实践提供试验依据。
1 试验
1.1 试验材料
试验母材选用厚20 mm的16Mn钢板,16Mn属于低合金高强钢中的热轧钢,一般在热轧状态下使用,强化机理是沉淀强化和细晶强化。其化学成分和力学性能如表1和表2所示[3]。

表116 Mn钢的化学成分Tab.1 Chemical constitution of 16Mn %

表216 Mn钢的力学性能Tab.2 Mechanical property of 16Mn
焊材选用H08MnA,焊丝直径4 mm,焊剂采用SJ301。由于双丝埋弧焊时焊接电流超过了1 000 A,若采用熔炼型焊剂,则熔池上部熔化的焊剂呈剧烈的翻腾状态,焊剂不能很好地覆盖弧光,熔池保护效果不理想,将出现夹渣、气孔、裂纹等焊接缺陷[4]。采用烧结焊剂SJ301即可避免上述情况的发生。
1.2 试验条件及方法
焊接时将母材加工成60°带钝边的V型坡口,钝边高度8 mm,装配间隙0~1 mm。采用双面焊接工艺,第一面施焊时背面采用焊剂衬垫。焊前仔细清理接头坡口周围两侧30 mm范围内的铁锈、油污、水分等。双丝埋弧焊时前导焊丝使用直流,后续焊丝使用交流,前后丝间距25~30 mm,焊丝间夹角约10°。双丝埋弧焊接过程中,前丝和后丝使用的焊接电流共同决定了热输入、最终组织形态和接头性能。前丝和后丝的作用不同,一般前丝的电流较大而电压较小,影响焊道的熔深;后丝电流较小而电压较大,可保证一定的熔宽和焊缝成形。具体工艺如表3所示。
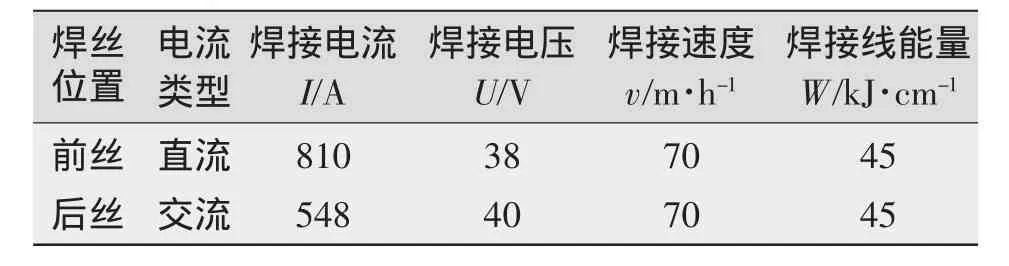
表3 双丝埋弧焊焊接参数Tab.3 Welding procedure parameters of double submerged arc welding
2 结果与分析
2.1 高温下焊接接头金属组织
采用配制的4%硝酸酒精腐蚀剂擦蚀出双丝埋弧自动焊接头组织,并采用OLYMPUS-TOKYO型金相显微镜观察焊缝金属显微组织。16Mn母材组织在常温下为大块状铁素体与片状珠光体组织呈带状分布,对于母材组织来说,将其分别加热到500℃、600℃、700℃,这三个温度没有达到A1线,所以相对于常温下的母材来说,组成相没有太大变化,仍以铁素体和珠光体为主。随着温度的提高,16Mn钢中铁素体减少,珠光体增加。700℃热处理后的组织分布与前两个温度的差异较大,其珠光体显著增多,铁素体呈网状分布,组织晶粒明显细化。
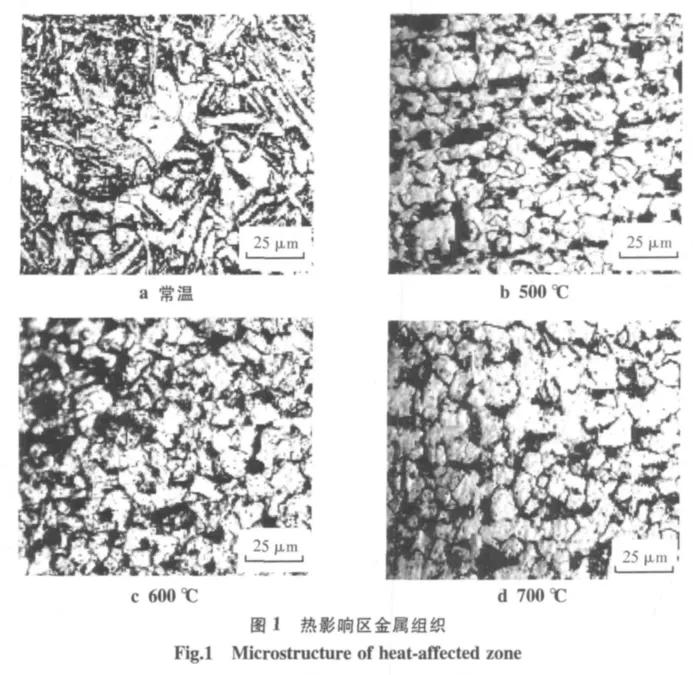
2.1.1 热影响区金属组织
同一焊接工艺条件下接头热影响区显微组织如图1所示。图1a为常温下接头金属热影响区组织,其中过热区组织为块状先共析铁素体,呈网状沿原奥氏体晶界分布,铁素体附近有少量珠光体(黑色),晶内有针状铁素体,个别地区有针状铁素体出现,且由晶界向晶内生长;正火区组织为细小铁素体与珠光体,略呈带状组织混杂分布,不完全重结晶区组织为细小块状铁素体与因重结晶而细化的珠光体块,稍呈带状组织分布,个别部位有粗片针状铁素体。500℃、600℃时的接头热影响区组织与常温下组织基本一致,铁素体块体变小,珠光体稍有增加,且组织较均匀,略呈带状分布。由于铁素体和珠光体交替层状分布的组织为带状组织,使钢的机械性能产生各向异性,即沿带状纵向的强度高,韧性好,横向的强度低,韧性差,热处理时容易产生变形,甚至出现热裂纹[5]。700℃时与前两种温度下热影区组织相比,差别较大,铁素体块体变大,且出现粒状贝氏体,少量粒状珠光体镶嵌其中。
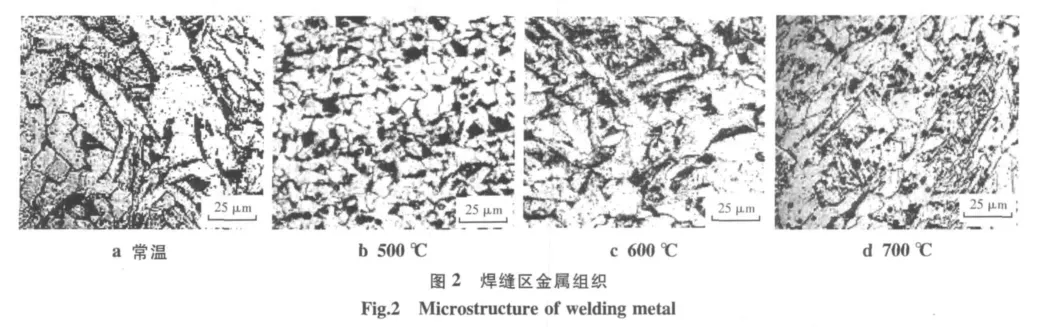
2.1.2 焊缝区金属组织
在上述焊接工艺条件下,不同温度下双丝埋弧焊焊缝组织如图2所示。常温下埋弧焊焊缝组织均为铁素体+少量珠光体,珠光体分布于大块状铁素体之间。500℃时焊缝组织与常温下基本一致,铁素体呈均匀的小块状,少量珠光体分布其间;600℃焊缝组织尺寸较500℃时明显增大,有侧板条铁素体形成,片状珠光体镶嵌其中,表明其强度和硬度提高,因此,焊缝的塑性和冲击韧性均降低,脆性转折温度也升高[5]。700℃焊缝组织形态有了明显变化,粗大先共析铁素体呈块状,晶内为针状铁素体,球状珠光体镶嵌于铁素体中,与图1d中热影响区组织相比较,组织呈不均匀性且晶粒度大,说明焊缝塑性及韧性降低,此时焊缝是焊接接头的薄弱环节。
2.2 焊接接头的硬度
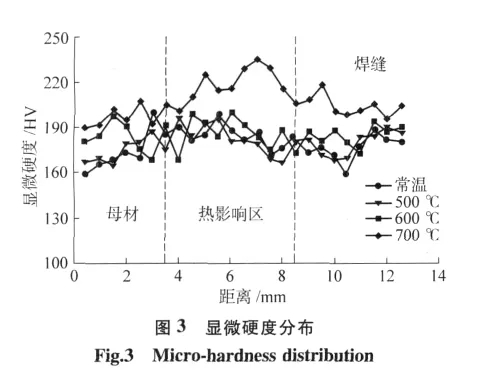
焊接接头力学性能的不均匀性及软化情况可以通过其硬度分布得到反映,硬度与强度有一定的对应关系[6]。因此,焊接接头的硬度分布情况也反映了接头各部分强度的大小。采用HVS-1000型显微硬度计测量焊缝硬度,施加载荷F=0.98 N,从母材向焊缝中心测试硬度,其中三个区域均匀的测点间距为0.5 mm,硬度值分布曲线如图3所示。
随着温度的变化,与常温相比,焊接接头各区域的硬度发生了变化。在500℃时接头部分区域的硬度值比常温下小,由于低碳合金钢中珠光体的转变温度约在A1~550℃,组成相没有变化,经过加热使组织均匀化,使接头强度、硬度稍有提高;600℃时的接头组织中珠光体增多,其硬度与前两种情况相比有所提高;700℃时焊接接头金属因组成相及组织形态发生了很大变化,与前三种情况相比,硬度明显升高,这说明了提高温度对焊接接头的硬度有一定的影响。随着硬度的升高,强度也随之升高,但延性和韧性下降。
2.3 焊接接头的高温力学性能
分别在500℃、600℃、700℃下对双丝埋弧焊焊接接头取样并进行拉伸试验。高温拉伸试验结果见表4。
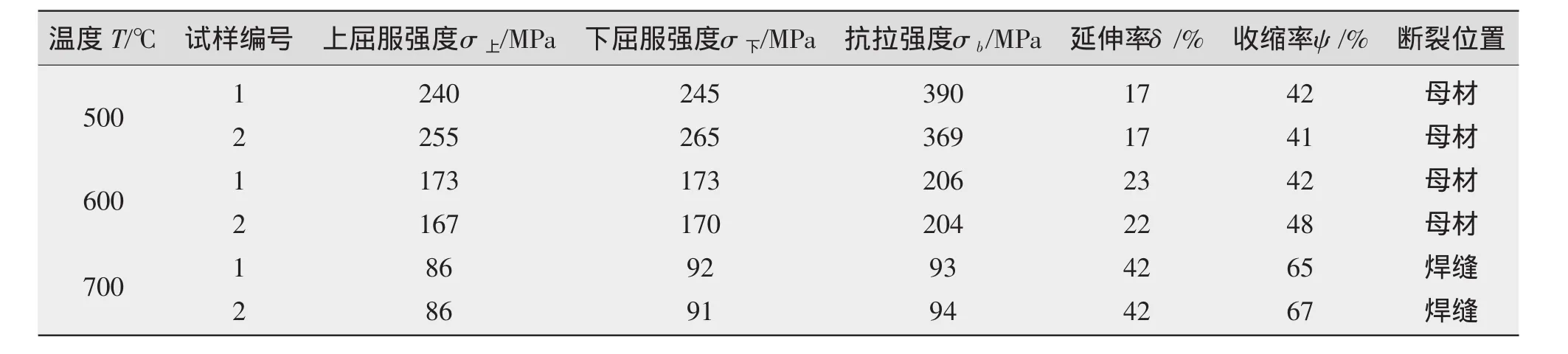
表4 高温拉伸实验结果Tab.4 The result of the high-temperture tensile test
500℃、600℃时焊接接头母材的屈服强度平均值分别为251 MPa和171 MPa,抗拉强度平均值分别为380MPa和205MPa,延伸率平均值分别为17%和22%,断面收缩率平均值分别为41%和45%。表明在高温状态下随着温度的提高,接头母材的屈服强度和抗拉强度明显减小,同时延伸率和断面收缩率略有增大。在700℃时焊缝金属的屈服强度(平均值为89 MPa)、抗拉强度(平均值为93 MPa)比以上两者更小;而其延伸率、断面收缩率与以上两者相比显著增大,表明温度对焊接接头的力学性能影响比较显著。500℃、600℃焊接接头拉伸断裂位置发生在母材,焊接接头屈服强度和抗拉强度大于母材。700℃时断裂位置发生在焊接接头,说明焊接接头的屈服强度和拉伸强度低于母材,随着温度的提高抗拉强度降低,但随着温度的提高焊接接头金属的延伸率和断面收缩率明显增大。
3 结论
(1)常温下埋弧焊焊缝金属组织为铁素体和少量珠光体,500℃时组织最为细小,600℃、700℃焊缝组织形态明显变化,700℃时,焊缝塑性及韧性降低。焊缝区成为焊接接头最薄弱环节。
(2)高温下热影响区金属组织较均匀,随着热处理温度的提高,组织晶粒越来越粗大。700℃组织的带状分布消失。
(3)随着温度的提高硬度升高,说明提高温度对焊接接头的硬度有一定影响。为保证其使用性能,焊后热处理温度不能高于700℃。
(4)在500℃、600℃、700℃的高温拉伸试验中,500℃、600℃时断裂发生在母材金属上,而700℃时试样断裂发生在焊缝区金属上。
[1]束德林.工程材料力学性能(第一版)[M].北京:机械工业出版社,2003:182-183.
[2]王宗杰.熔焊方法及设备(第一版)[M].北京:机械工业出版社,2006:97-99.
[3]钱在中.焊接技术手册[M].太原:山西科学技术出版社,2001:495-498.
[4]Wang Y,shi Q,Tsai HL.Modling of the Effects of Surfaceactive Elements on Flow Pattern and Weld Penetration[J].Metallurgical and Materials Transactions B,2001(2):145-161.
[5]陈平昌,朱六妹,李 赞.材料成型原理(第一版)[M].北京:机械工业出版社,2005:118-123.
[6] Alex.E Javitz.Materials Science and Technology for Design Engineers[S].Hayden Book Company Inc.,1972.
Property analysis of welded joint of 16Mn alloy steel by automatic double wire submerged arc welding process in high temperature
YAN Xia,QU Jin-shan,HAN Zhi-wei,HUANG Feng
(School of Materials Science and Engineering,Xihua University,Chengdu 610039,China)
The welding of 20 mm thick base metal 16Mn alloy steel is performed at the same welding speed and engery input by using the double wire automatic submerged arc welding process.The high temperature tensile tests of welded joint obtained are conducted at 500℃,600℃ and 700℃,respectively.The microstructure of these welded joints with heat-treatment at the relavant temperature chosen are analyzed,and the hardness of these welded joint metals are measured and studied.The results show that the high temperature tensile strength of these joints is decreased when the temperature is increased,but both the elongation percentage and rate of contraction of crose-section are augmented.The microstructure of the welded joints under high temperature are compared with the microstructure of the welded joint at ambient temperature.The amount of reduced ferrite and increased pearlite microstructure is found,the morphology of ferrite microstructure is changed.As the temperature of heat-treatment rises the hardness of these welded joint metals is increased.
submerged arc welding process;high temperature tensile test;tensile strength;hardness
TG445
B
1001-2303(2010)01-0086-04
2009-03-26
闫 霞(1983—),女,河南周口人,硕士,主要从事新材料焊接工艺及焊接接头质量控制方面的研究工作。