计量段结构对注塑螺杆建压能力的影响
2010-11-04信春玲李庆春闫宝瑞周雅文何亚东
刘 迎,信春玲,李庆春,闫宝瑞,周雅文,何亚东,2*
计量段结构对注塑螺杆建压能力的影响
刘 迎1,信春玲1,李庆春1,闫宝瑞1,周雅文1,何亚东1,2*
(1.北京化工大学机电工程学院,北京100029;2.高分子材料加工装备教育部工程研究中心,北京100029)
采用IMP软件对不同结构形式的螺杆进行了模拟。针对该模拟软件的可靠性,设计了实验进行验证,并将实验结果与模拟结果进行对比,验证了该软件模拟的可靠性。然后采用该软件对不同结构注塑螺杆的塑化过程进行了模拟,该方法可以避免大量纷繁复杂的实验过程而获得规律性的结论。为了研究螺杆计量段槽深和导程对建压能力的影响,分别对不同槽深及不同导程的螺杆进行了模拟,得到不同螺杆结构的沿程压力,通过分析沿程压力曲线及压力梯度,得出螺杆计量段槽深和导程与建压能力的关系。结果表明,槽深和导程越小,螺杆的建压能力越强。
计量段槽深;计量段导程;IMP软件;建压能力
Abstract:In this paper,we use IMP software to simulate different screws.First,we have designed experiments to verify the reliability of the simulation software.And by the comparison between the experiment results and the simulation results,we have verified that the software is accurate and reliable,then we can use the software to simulate the plasticizing process of different screws,and we can avoid doing a great deal of complicated experiments to obtain regular results.For studying the effects of metering depth and metering pitch on building pressure of screws,we have simulated some screws which are different in metering depth or metering pitch.And we get the pressure along the screws.By analyzing the pressure curve along the screws or the pressure gradient,we get the relations between the metering depth and the pressure-developing capability,or the relations between the metering pitch and the pressure-developing capability.The results showed that the smaller depth or pitch gives the stronger pressure-developing capability.
Key words:metering depth;metering pitch;IMP software;pressure-developing capability
0 前言
在注射成型的塑化过程中,由于注塑螺杆的转动和螺杆转动产生的剪切热的共同作用,塑料开始塑化。经塑化后的塑料熔体通过螺杆头进入机筒的作用,来自料斗中的塑料被向前输送。在机筒的加热存料区。而积聚在存料区内的熔体压力 (其大小等于背压)会以一定的速度推动螺杆向后退。当注塑螺杆后退至计量值时,螺杆便停止转动,准备下一次注射。因此,在注射成型过程中,注射制品品质的好坏与熔体的密实均匀性有很大的关系,而影响熔体密实均匀性的主要因素是螺杆的建压能力。
国内对于建压能力的研究,大多数集中在挤出机的双螺杆或三螺杆上,而对注塑螺杆的研究主要是在产量及塑化能力上。郝金英[1]从螺杆直径、长径比、螺杆3段、螺槽深度、压缩比、螺杆与机筒的间隙、螺杆头等方面分析了螺杆设计对制品品质和产量的影响;张友根[2]也从螺杆的长径比、注射行程、螺杆计量段的长度和槽深,以及止逆环等方面对注射螺杆进行了分析和设计;王喜顺等[3]从3个方面研究了影响注塑螺杆塑化能力的因素:在螺杆几何参数方面分析了螺杆直径、计量段槽深、计量段长度与螺杆塑化能力之间的关系;在成型工艺参数方面研究了螺杆转速、螺杆背压及计量段成型温度的影响;在机器生产效率方面研究了螺杆塑化时间的影响。因此,对注塑螺杆的设计研究基本上均集中在如何提高产量与塑化能力上,而对螺杆的建压能力研究很少,对建压能力的研究多数是在挤出机的双螺杆或三螺杆上,如韩亚南等[4]对比分析了啮合同向双螺杆挤出机单头和双头螺纹元件的建压能力,结果表明双头构型的建压能力较强,并且得出元件的建压能力与其螺纹头数及自由体积有一定的关系。赵杨等[5]通过 Polyflow软件对聚丙烯(PP)熔体在双螺杆挤出机内不同螺杆元件所形成流道的流动进行了模拟,并根据模拟所得的压力场分析了这些螺杆元件的建压能力,然后结合Sc-CO2辅助挤出的螺杆组合原则,将这些螺杆元件组合成不同的螺杆结构进行挤出实验,分析了不同螺杆结构对熔体压力的影响。董磊[6]研究了单螺杆与熔体泵串联以提高单螺杆的建压能力。王丽等[7]应用有限元分析软件ANSYS对同向旋转双螺杆挤出机螺纹输送元件中的三维非牛顿流动进行了模拟,计量在一定转速和挤出量等工艺条件下螺纹元件的建压能力,确立了一定导程螺纹元件的特性曲线。马兴巍[8]分析了三螺杆挤出机螺纹元件的建压能力。因此,对于螺杆的研究,人们更多地关注螺杆尺寸对螺杆塑化能力及塑化品质的影响。而对于螺杆建压能力的研究,一方面,从研究的对象来看,人们关注更多的是双螺杆或三螺杆,以及螺纹元件和熔体泵,而对普通单螺杆的建压能力基本上是单纯依靠理论模拟来展开;另一方面,从研究的角度来看,加料段槽深、计量段槽深、计量段导程及长径比等对螺杆的建压能力均有影响。然而,长径比可以随加料段长度、压缩段长度及计量段长度的变化而变化,其对建压能力的影响较为复杂,可以作为一个专题进行研究,有针对性地从计量段的槽深和导程变化的角度来研究注塑螺杆的建压能力。
为了避免做大量实验,笔者采用加拿大Compuplast公司开发的一款注塑机螺杆塑化过程模拟软件Injection Molding Plastification6.2(简称 IMP软件)对不同计量段槽深及导程的螺杆进行了模拟。为了验证该软件准确可靠性,还设计了实验进行验证。结果表明该软件的模拟结果可靠。最后还分别研究了在不同计量段槽深和导程下螺杆的沿程压力变化,分析了槽深和导程对螺杆建压能力的影响。
1 实验部分
1.1 主要原料
高抗冲聚苯乙烯(PS-HI),476L,扬子巴斯夫乙烯系列有限公司。
1.2 主要设备及仪器
注塑机,HTF120X2,宁波海天塑机集团有限公司;
注塑机动态参数采集系统,自行开发的基于NI高速采集卡的高速采集系统,能够在线采集注塑机运行过程中各方面性能参数,包括扭矩、转速、功率及压力等参数;
压力传感器,4096A05AF0J,Kistler公司。
1.3 实验工艺条件
实验和模拟的螺杆类型为三段式螺杆(如图1所示),主要变化计量段槽深(H3)和计量段导程(S3)。
各螺杆的主要区别如表1所示。

表1 实验用螺杆的主要参数Tab.1 Main dimensions of screws used for the experiments
为了尽量减小工艺的影响,采用DOE设计的成型工艺参数,如表2所示。
1.4 实验方法
在图2所示位置安装压力传感器 P1、P2、P3、P4,再将压力传感器接入注塑机动态参数采集系统中在线测得的压力即为熔体输送段的沿程压力。每根螺杆在一种工艺条件下重复4次实验。
注塑机采用手动工作模式。将在线采集到的数据保存下来 ,分别取 25%L、50%L、75%L、100%L塑化位置各传感器所测得的压力值进行分析。将螺杆在塑化后退时的速度看成是匀速的,则塑化位置与塑化时间相对应,在处理数据时将整个塑化过程按时间分成4等份,则每个等份点即为各个塑化位置。
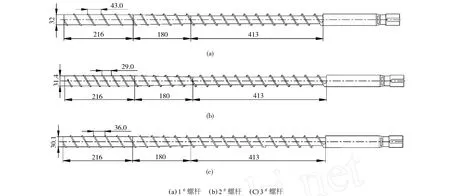
图1 螺杆类型Fig.1 Screw types
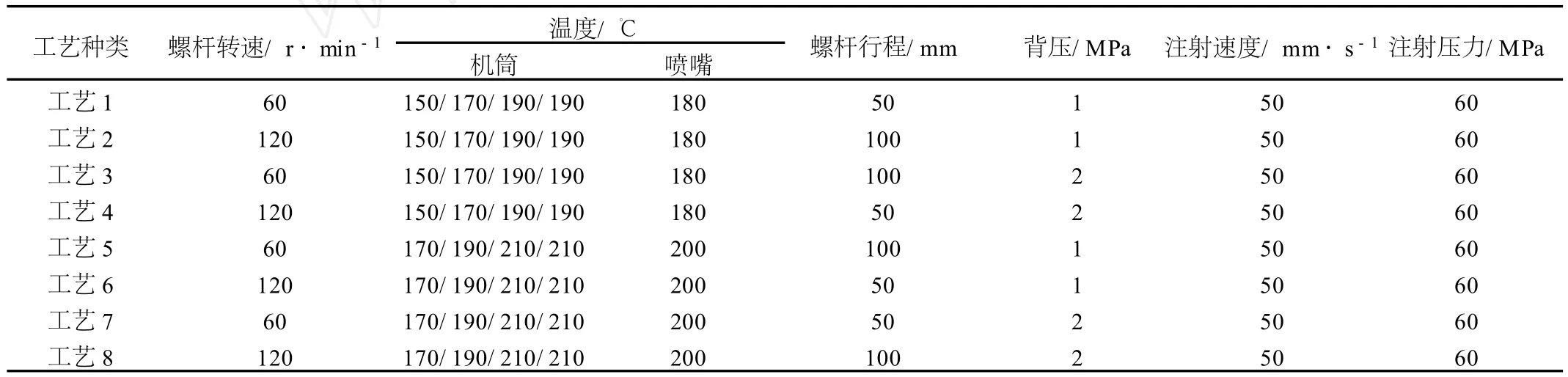
表2 实验工艺条件Tab.2 Process conditions of the experiments

图2 压力传感器的安装示意图Fig.2 Schematic diagram for the pressure sensor fixation
1.5 软件模拟
研究采用的IMP软件是基于经典的Danell-Mol固体输送、Tadmor熔融和经典熔体输送理论模型,并将3种模型进行有机结合,采用解析方法求解,通过后处理实现可视化的结果输出,可适用于多种类型注塑螺杆和机筒的分析和设计。通过输入螺杆和机筒的几何参数及加工工艺条件就可以预测固体床分布、压力和温度沿螺杆方向的变化、质量流率、局部流率、温度、应力、剪切速率等。
2 结果与讨论
2.1 软件模拟与实验结果对比
本文将模拟和实验得到的沿程压力数据进行对比以验证该软件模拟结果的可靠性。
相同工艺条件(转速60 r/min、背压1 MPa、加工温度190℃、螺杆行程50 mm)下,不同螺杆的模拟结果与实验结果对比如图3所示,L为储料长度,1/4L、1/2L、3/4L、L为螺杆后退的位置,即不同的塑化位置。
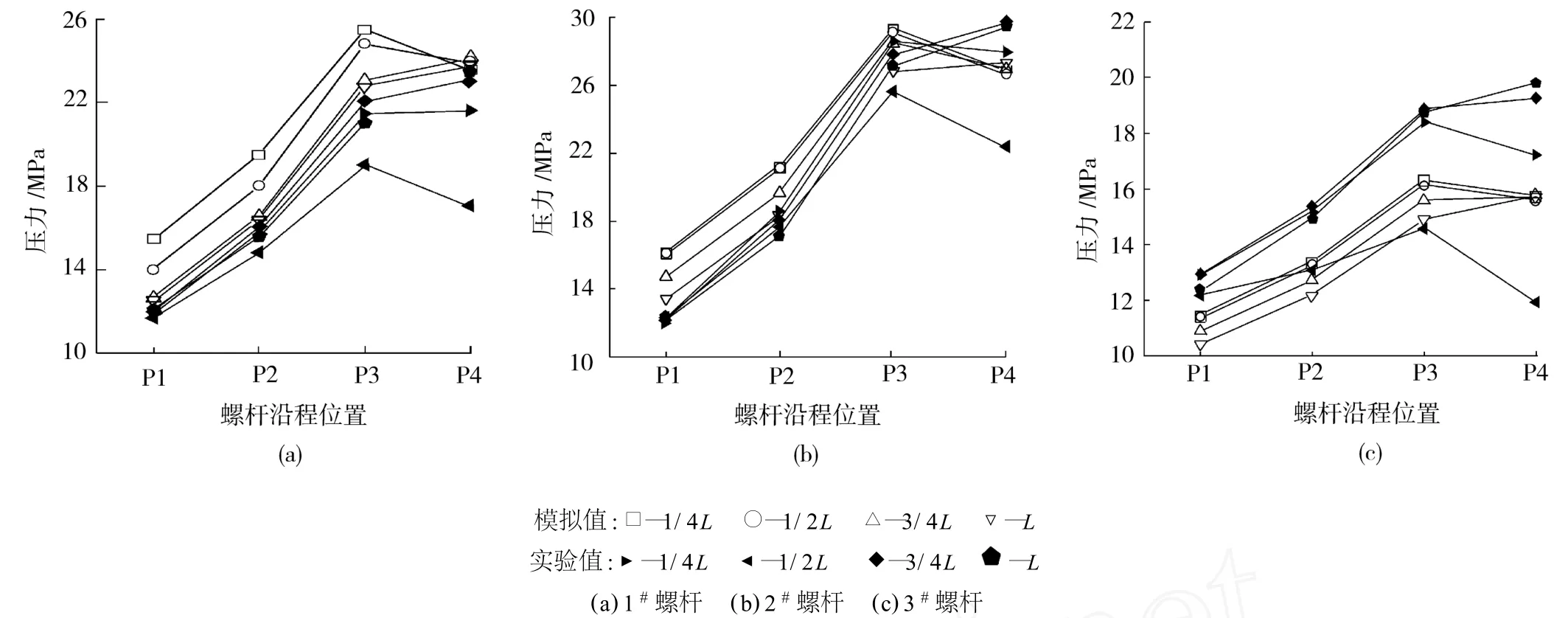
图3 不同螺杆在相同工艺条件下沿程压力的模拟值和实验值对比Fig.3 Comparison between the simulated and experimental pressure along the screw
从图3可以看出,不同螺杆在相同工艺条件下的沿程压力模拟值与实验值非常接近,因此可以看出,IMP软件模拟结果的准确性较高,能够反映真实的螺杆塑化过程的压力分布情况。从图3还可以看出,物料沿轴向的压力是先升高后降低,压力最高点均位于螺杆压缩段末端和计量段起始位置,表明螺槽容积的减小对物料的压缩作用是造成压力上升的主要原因。P1处的压力较低是因为其较接近储料室,其压力与设定的背压接近。以上结果表明对于不同类型的螺杆,IMP软件的模拟结果可靠、准确。
2.2 螺杆主要结构参数对建压能力的影响
笔者采用压力梯度来表征螺杆的建压能力。所谓压力梯度是指螺杆沿程压力函数的导数,也就是螺杆沿程压力曲线的斜率。沿程压力函数为:

式中x——螺杆沿程位置则压力梯度为:

式中 ΔP——位置x处的压力
ΔL——位置x与加料段起始点间的距离
压力梯度越大,即沿程压力曲线的斜率越大,曲线越陡,说明螺杆沿程的压力变化越快,则螺杆的建压能力越好。本研究从3个角度来研究螺杆沿程的压力梯度:螺杆沿程压力达到最大时的压力梯度(即ΔPmax/ΔL);不同螺杆在相同位置处(即ΔL相同)的压力梯度;不同螺杆在达到相同压力时(即ΔP相同)的压力梯度。
2.2.1 计量段槽深(压缩比)对螺杆建压能力的影响
在螺杆的其他结构参数不变以及工艺条件不变的情况下,只改变螺杆计量段槽深(压缩比),通过IMP软件模拟得到不同螺杆的沿程压力曲线及其压力梯度和扭矩。

图4 不同计量段槽深的螺杆沿程压力曲线Fig.4 Pressure curves for screws with different metering depths
从图4可以看出,计量段槽深H3越小,螺杆的沿程压力分布越高,沿程压力曲线越陡,则螺杆的建压能力越好。这是因为H3越小,其压缩比越大,压缩段阻力系统产生的阻力就越大,物料的轴向压力很快就能建立起来,则螺杆的建压能力就越强。在图5中,当H3较小时,不同H3的螺杆的压力梯度相差较大;而当H3较大时,不同H3的螺杆的压力梯度相差较小。这说明当H3较小时,改变H3对螺杆建压能力的影响更为明显。然而,H3不是越小越好,如图6、7所示,当计量段槽深低于1.8 mm(0.05D)时扭矩急剧增加,剪切速率也会随着槽深的减小而急剧增大,这样很可能会造成熔体破裂,从而影响制品品质。因此,根据软件的模拟结果,在设计计量段槽深时,在满足螺杆建压能力的情况下H3不得低于0.05D。
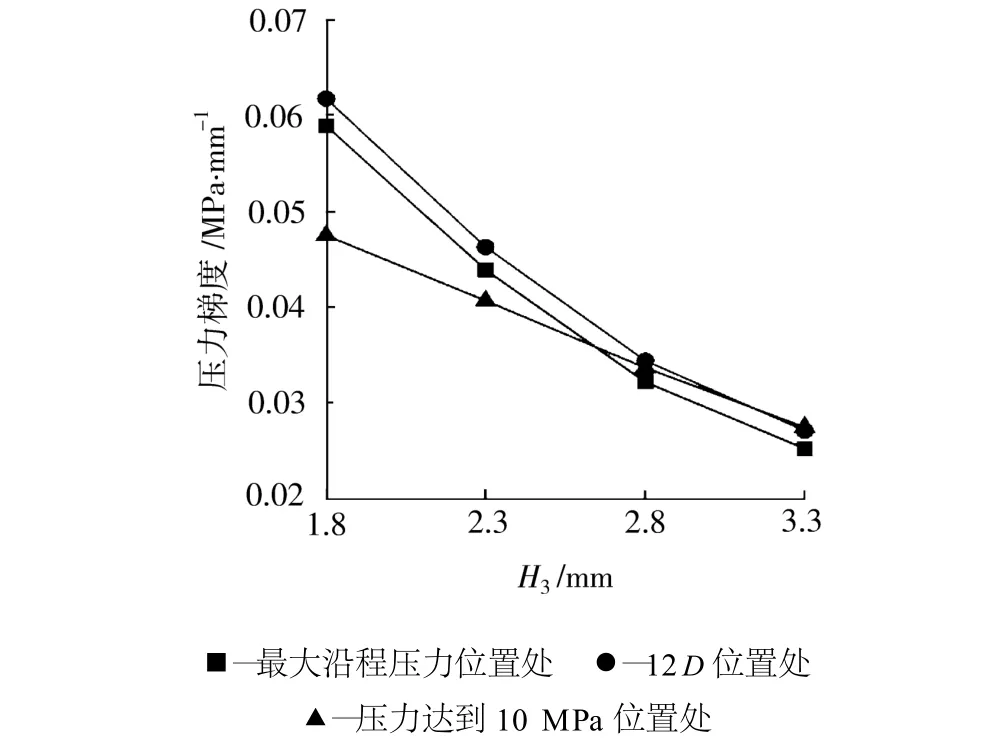
图5 不同计量段槽深的螺杆压力梯度对比Fig.5 Pressure gradient of screws with different metering depths
图6 螺杆扭矩与计量段槽深的关系Fig.6 Relationship between screw torque and metering depths
图7 剪切速率与计量段槽深的关系Fig.7 Relationship between shear rate and metering depth
2.2.2 计量段导程对螺杆建压能力的影响
在螺杆的其他结构参数不变以及工艺条件不变的情况下,只改变螺杆计量段的导程,通过 IMP软件模拟,得到不同螺杆的沿程压力曲线及其压力梯度和产量。
从图8、9可以看出,计量段导程S3越小,螺杆的沿程压力曲线越陡,螺杆沿程的压力梯度越大,则螺杆的建压能力越强。由熔体输送理论可知螺棱对熔体微元πDtanφ[10],因此导程S3越大,则螺纹升角 φ越大,从而使得Fd越大,即螺棱对熔体的阻碍作用增大,这样物料沿螺杆轴向的压力能很快建立起来。通过与图5进行对比,计量段导程对螺杆建压能力的影响不如计量段槽深显著。然而,S3也不是越小越好,如图10和图11所示,当计量段导程低于29 mm(0.8D,螺纹升角为14.38°)时,产量急剧下降,比能耗也会随着导程的减小而急剧增大。因此,在综合考虑螺杆的建压能力、产量及比能耗下,设计计量段导程时不应低于0.8D,螺纹升角不低于14.38°。
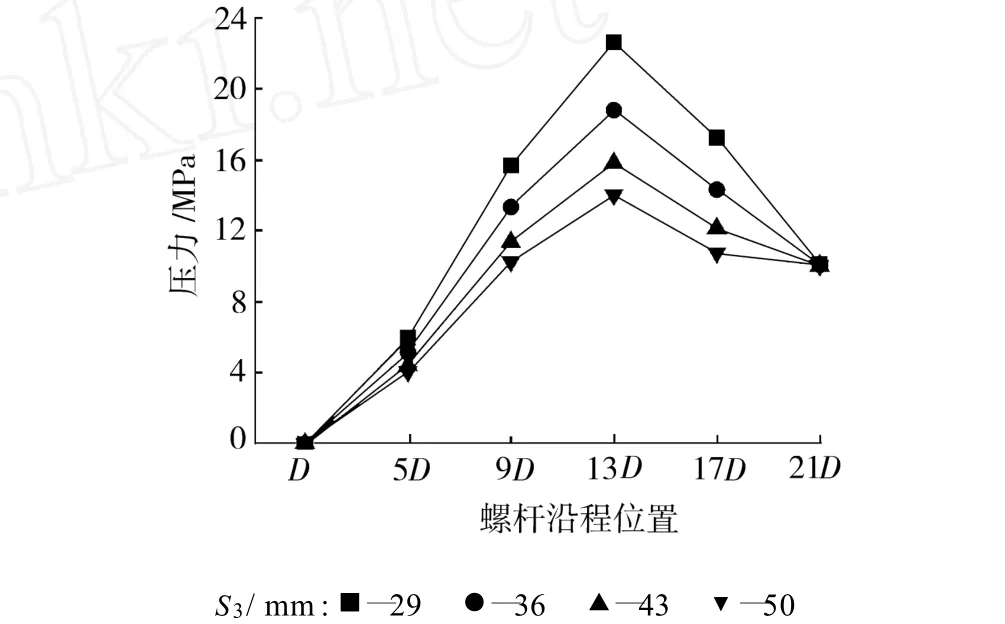
图8 不同计量段导程的螺杆沿程压力曲线Fig.8 Pressure curves for screws with different metering pitches
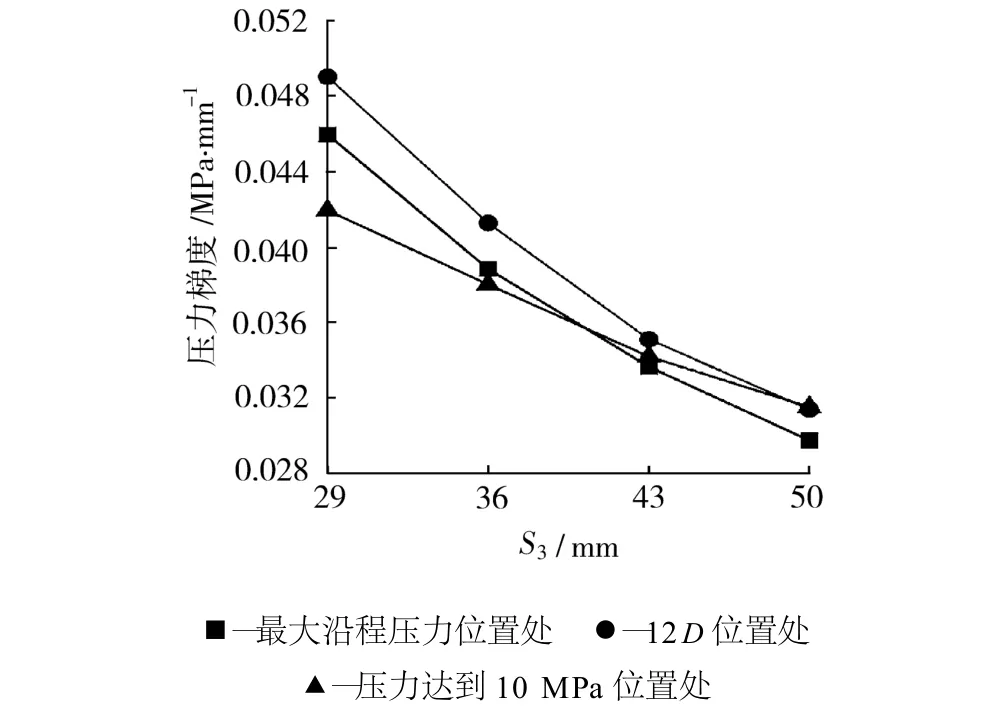
图9 不同计量段导程的螺杆的压力梯度对比Fig.9 Pressure gradient of screws with different metering pitches
3 结论
(1)通过将IMP软件模拟的结果与实验结果进行对比,表明该软件模拟的结果准确、可靠;

图10 产量与计量段导程的关系Fig.10 Relationship between the output and metering pitches
图11 比能耗与计量段导程的关系Fig.11 Relationship between the specific energy consumption and metering pitches
(2)计量段槽深(压缩比)对螺杆建压能力的影响很显著。槽深越小(压缩比越大),螺杆的建压能力越强。螺杆在槽深较浅时的影响尤为明显。但槽深不是越小越好,要综合其他方面考虑,如扭矩、剪切速率等,得出计量段槽深不得小于0.05D;
(3)计量段导程对螺杆的建压能力有一定影响,导程越小,螺杆的建压能力越强,但其影响的显著性不如槽深的大。导程的设计也需要综合考虑其他因素,如产量、比能耗等。在满足螺杆建压能力及产量的情况下,计量段导程不得低于0.8D,螺纹升角不得小于14.38°。
[1] 郝金英.浅谈螺杆设计对制品质量和产量的影响[J].塑料技术 ,2002,(2) :52-56.
[2] 张友根.注射螺杆的分析与设计[J].橡塑技术与装备,2007,33(11):19-25.
[3] 王喜顺,颜家华,彭玉成.影响注射螺杆塑化能力的因素[J].中国塑料 ,2001,15(8) :66-69.
[4] 韩亚南,罗 兵,江 波,等.啮合同向双螺杆挤出机单/双头螺纹元件熔体输送与混合特性的研究[J].化工机械,2009,36(5):411-417.
[5] 赵 杨,黄汉雄.Sc-CO2辅助聚合物挤出中螺杆结构对熔体压力的影响[J].塑料科技,2008,36(11):32-36.
[6] 董 磊.单螺杆-熔体泵串联挤出系统的研究[D].北京:北京化工大学机电工程学院,2004.
[7] 王 丽,王华倩.组合式同向旋转双螺杆特性曲线分析[J].塑料工业 ,2003,31(7) :27-30.
[8] 马兴巍.三螺杆挤出螺纹元件流场分析及其运作特性实验初探[D].北京:北京化工大学机电工程学院,2006.
[9] 朱复华.挤出理论及应用[M].北京:中国轻工业出版社,2000:148-172.
[10] 王兴天,何亚东,等.注塑工艺与设备[M].北京:化学工业出版社,2009:57-153.
Effects of Parameters of Metering Zone on Pressure-developing Capability of Injection Screws
LIU Ying1,XIN Chunling1,LI Qingchun1,YAN Baorui1,ZHOU Yawen1,HE Yadong1,2*
(1.College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Engineering Research Center of Polymer Processing Machinery of China Ministry of Education,Beijing 100029,China)
TQ320.66+2
B
1001-9278(2010)12-0107-06
2010-06-13
国家“十一·五”科技支撑计划项目(2007BAF13B02)
*联系人,heyd@mail.buct.edu.cn
