谷朊粉高水分挤压组织化工艺参数优化
2010-11-04张丙虎张波魏益民宁更哲
张丙虎张 波魏益民宁更哲,2
(中国农业科学院农产品加工研究所农业部农产品加工与质量控制重点开放实验室1,北京 100193)
(西北农林科技大学食品科学与工程学院2,杨凌 712100)
谷朊粉高水分挤压组织化工艺参数优化
张丙虎1张 波1魏益民1宁更哲1,2
(中国农业科学院农产品加工研究所农业部农产品加工与质量控制重点开放实验室1,北京 100193)
(西北农林科技大学食品科学与工程学院2,杨凌 712100)
以谷朊粉为原料,通过正交设计,使用双螺杆挤压机,研究谷朊粉高水分挤压组织化工艺。采用主成分分析方法,综合评价谷朊粉挤压组织化产品性状,优化谷朊粉挤压组织化工艺。结果表明:采用主成分分析法可进行谷朊粉挤压组织化产品质量的综合评价。挤压工艺参数对组织化产品综合得分影响的程度从大到小依次为:螺杆转速 >机筒温度 >喂料速率 >物料含水率。优化的谷朊粉挤压组织化工艺参数为:螺杆转速 160 r/min,物料含水率 45%,喂料速率 15 g/min,机筒温度 170℃。
谷朊粉高水分挤压正交试验工艺优化
挤压组织化技术是重要的食品质构重组技术,植物蛋白高水分挤压组织化是该技术发展的新兴领域。优化谷朊粉高水分挤压组织化工艺,对于拓宽谷朊粉的应用领域,开发谷朊粉产品具有较大的意义[1-2]。
植物蛋白高水分挤压组织化的研究包括工艺参数优化、产品特性评价和挤压机理探讨等,其中对工艺参数优化和产品评价的研究较多[3]。魏益民等[4]分别以脱脂大豆粕和脱脂花生粕为原料,综合评价了挤压组织化产品的特性,优化了挤压工艺参数。Lin等[5]研究了物料含水率 (60%~70%)和挤压温度(137.8~160℃)对高水分组织化大豆蛋白感官特性和产品质构的影响,结果显示较高的物料含水率导致产品变软;当物料含水率确定时,较高的挤压温度使产品咀嚼度变差。王洪武等[6]研究了工艺参数对脱脂大豆粉挤压组织化产品特性的影响,认为水分含量在 38%~44%之间,螺杆转速在 80~100 r/min之间,产品质量比较理想。
前人研究表明,植物蛋白挤压组织化主要以大豆、花生蛋白为主,谷朊粉多作为辅料进行挤压组织化。Yao等[7]将大豆分离蛋白、谷朊粉和小麦淀粉按照 6:4:0.5的比例混合作为挤压原料,研究了高水分挤压组织化产品纤维形成的程度。Lawton等[8]以谷朊粉为原料,添加一定比例(0~15%)的麦麸,研究了挤压温度(130~190℃)和物料含水率 (20%~29%)对挤压产品容积密度和复水率等物理特性的影响。挤压组织化产品评价指标众多,可以采用主成分分析方法,把多个指标转换为少数几个综合指标,对产品品质进行综合评价分析[9]。
以谷朊粉为原料,采用正交试验设计,通过主成分分析,综合评价谷朊粉挤压组织化产品特性,探讨谷朊粉高水分挤压组织化工艺。在高水分条件下,以产品特性为目标性状,优化谷朊粉高水分挤压组织化工艺参数。
1 材料与方法
1.1 试验材料
谷朊粉,购于河南华盛面业有限公司,基本理化指标如表1所示。

表1 谷朊粉理化指标
1.2 试验仪器与设备
DSE-25型双螺杆挤压实验室工作站(DSE-25 Twin-Screw Extruder Lab-Station):德国布拉本德仪器公司,主要技术参数:螺杆直径 25 mm,长径比20:1,螺杆转速 0~250 r/min,加热区 5段。试验采用模孔为 2×20 mm的方形模头;TA-XT2i物性测定仪:英国 Stable Micro Systems公司;2300型自动凯氏定氮仪、2010型半自动纤维测定仪、Soxtec Avanti 2050型自动索氏脂肪测定仪:瑞典 Foss公司; BF51794C-1型马福炉:美国 LindBerg/Blue M公司; DHG-9123A电热恒温鼓风干燥箱:上海精宏试验设备有限公司;CR-400色度色差仪:日本Minolta公司。
1.3 试验设计
参照魏益民等[4]对大豆、花生蛋白挤压组织化工艺的研究,采用L9(34)正交方法来进行试验设计。试验因素为机筒温度(Ⅲ区温度)、物料含水率、喂料速率和螺杆转速。因素水平如表 2所示。
1.4 谷朊粉挤压组织化产品质量评价指标的测定
1.4.1 拉伸力
拉伸力测定样品形状如图 1所示。采用质构仪测定,操作参数为:拉伸模式,探头 A/TG,测试前速度0.5 mm/s,测试速度 0.5 mm/s,测试后速度 5.0 mm/s。
1.4.2 组织化度
参照李里特等[10]仿肉制品组织化程度的测定方法,将样品裁成如图 2所示形状,采用质构仪测定。以横向剪切力(垂直挤出方向)与纵向剪切力 (平行挤出方向)的比值表示产品的组织化度,其比值越大,产品的组织化度越高。操作参数为:压缩模式,探头A/CKB,测试前速度 1.0 mm/s,测试速度 1.0 mm/s,测试后速度 2.0 mm/s,下压程度 75%。
1.4.3 硬度、弹性和咀嚼度
将样品切成边长为 1.5 cm的正方形,采用质构仪测定。质构仪的操作参数为:TPA模式,探头 P/35,测试前速度 2.0 mm/s,测试速度 1.0 mm/s,测试后速度 2.0 mm/s,下压程度 50%。
1.4.4 色差值△E
采用色度色差仪测定,采用 L3a3b3表色系测定。根据公式(1)计算色差值△E。

1.4.5 吸水率
10 g干燥后的样品 (质量计为W1),60℃复水 2 h,排水 5 min,称重 (质量计为W2)。根据公式 (2)计算吸水率。

1.5 挤压组织化产品综合评价方法
产品综合评价采用主成分分析法,首先对原始数据进行标准化处理,计算产品指标的相关系数矩阵,计算相关系数矩阵的特征值、特征向量、各主成分的方差贡献率及累计方差贡献率,按主成分累计方差贡献率大于85%的原则,选择主成分个数,根据主成分的方差贡献率确定主成分权重系数,不同处理样品的主成分得分乘以相应权重系数,得到综合得分[9]。
1.6 数据处理
采用 Microsoft Excel进行基本数据处理,采用DPS V7.55数据处理软件进行主成分分析。
2 结果与分析
2.1 数据转换
正交试验不同处理产品特性数据如表 3所示。为了使主成分得分与产品评价相一致,进行主成分分析前,需要将产品特性数据根据期望值进行转换。期望值是在消费者能够接受的产品指标范围内获得的优选值。在选取的性状中,组织化度、吸水率和弹性数值越大越好,无需进行转换;△E数值越小越好,按照公式(3)进行转换;

而拉伸力、硬度和咀嚼度 3个性状数值太大或太小,产品品质均不理想。参考大豆组织化蛋白产品评价标准以及对产品的感官评价结果,选择拉伸力为 1 500 g,硬度为 7 000 g,咀嚼度为 5 000 g为 3个指标的期望值,按照公式 (4)进行数据换算 (Y代表优化值)。转换后的数据如表 4所示。
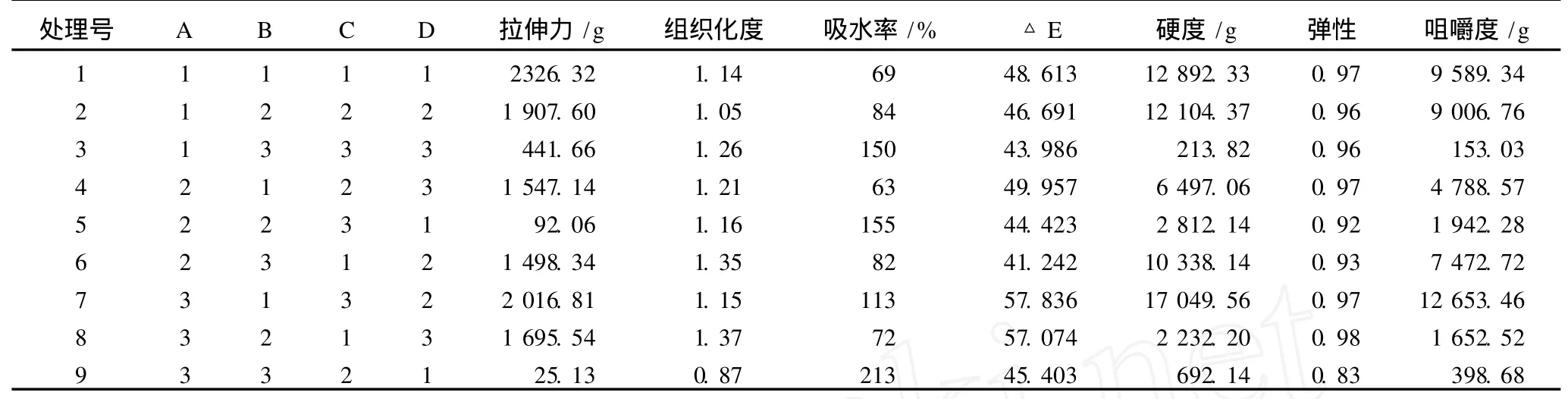
表3 正交试验不同处理产品评价性状数据
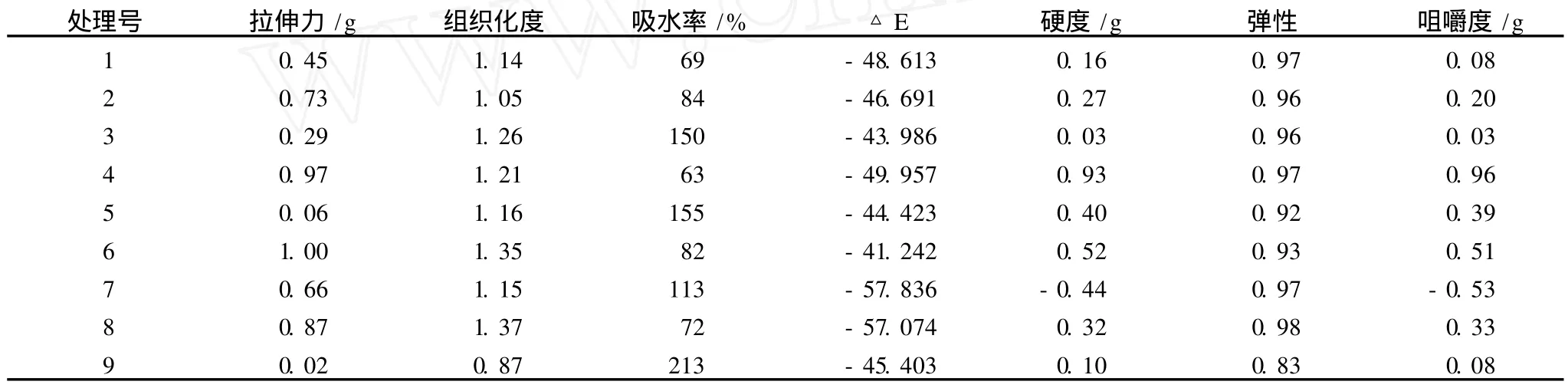
表4 正交试验不同处理产品性状数据转化结果

2.2 主成分分析
对表 4中的数据进行主成分分析(表 5),结果显示前3个特征根的累积方差贡献率已经达到90.13%,因此,保留前3个主成分。根据前 3个主成分的方差贡献率计算权重系数,不同处理样品的主成分得分乘以相应权重系数,得到相应的综合得分,如表 6所示。
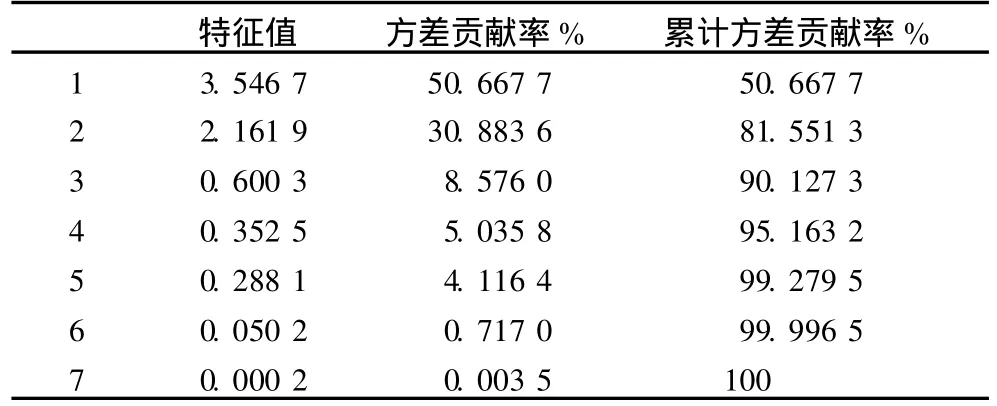
表 5 相关矩阵的特征值、方差贡献率和累计方差贡献率
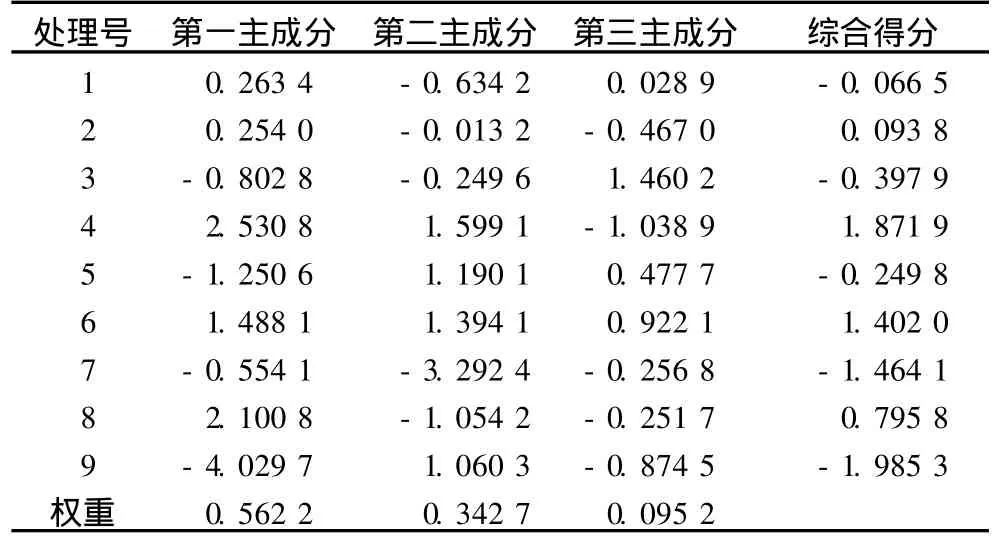
表 6 不同处理样品的主成分得分值以及综合得分
2.3 谷朊粉挤压组织化工艺优化
谷朊粉挤压组织化正交试验极差分析如表 7所示。从 9个处理中直观地找出较优处理组合为 4号和6号处理。由表7分析可知:影响产品综合评价结果的因素主次顺序为A>D>C>B,即螺杆转速 >机筒温度 >喂料速率 >物料含水率。得到优化参数水平组合为 A2B2C1D3,即螺杆转速 160 r/min,物料含水率 45%,喂料速率 15 g/min,机筒温度 170℃。
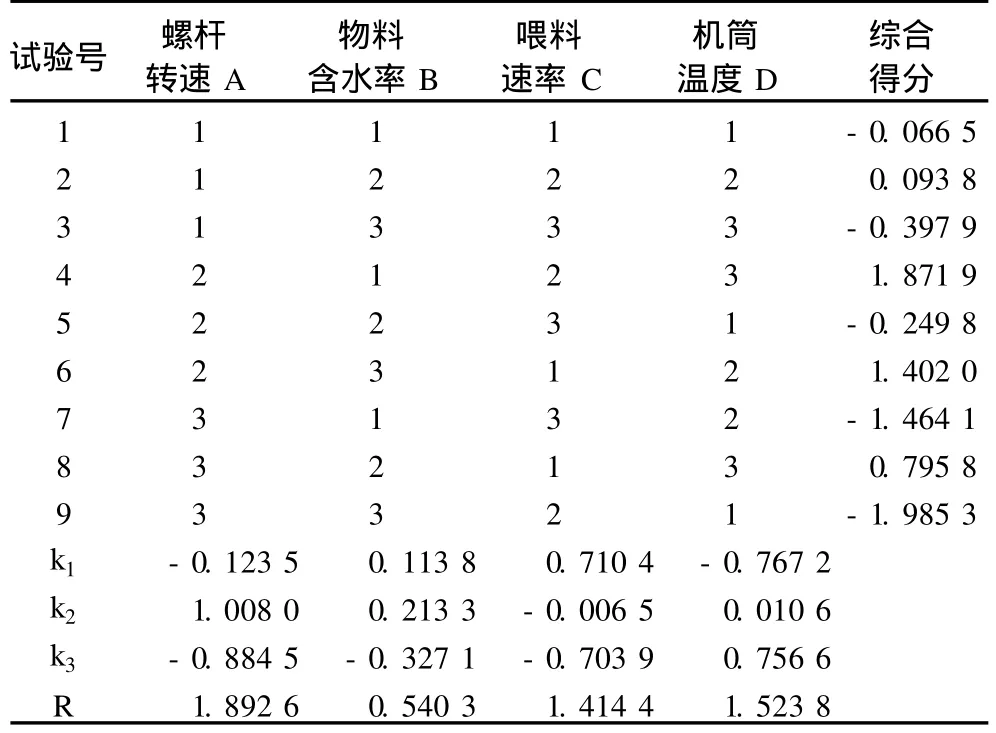
表 7 谷朊粉挤压组织化产品综合评价极差分析结果
2.4 验证试验
验证试验得到产品的特性为:拉伸力 1 645.17 g,组织化度 1.265,吸水率 58%,△E 38.246,硬度8 297.64 g,弹性 1.199,咀嚼度 7 720.77 g,代入上述产品评价体系中重新进行综合评价。获得验证试验产品综合得分为2.205 3,超过了 4号和 6号处理,证明挤压工艺得到了优化 (表 8)。说明利用主成分分析法综合评价挤压组织化产品是可行的。
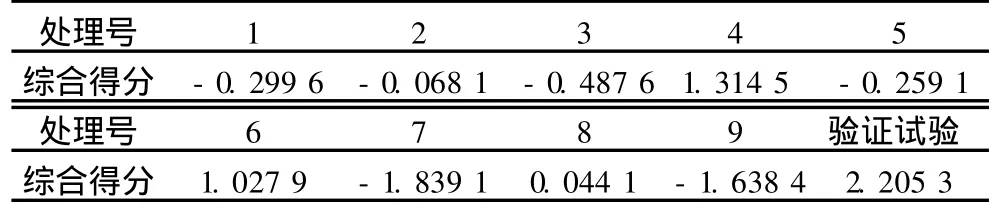
表8 验证试验组合的综合评分
3 结论
采用主成分分析法综合评价谷朊粉高水分挤压组织化产品特性,得到挤压工艺参数对产品综合得分影响程度从大到小依次为:螺杆转速 >机筒温度>喂料速率 >物料含水率。经优化的谷朊粉挤压组织化工艺参数为:螺杆转速 160 r/min,物料含水率45%,喂料速率 15 g/min,机筒温度 170℃。本试验综合评价结果表明,可以采用主成分分析法综合评价谷朊粉高水分挤压组织化产品特性,以优化挤压工艺参数。
[1]严忠军,卞科,司建中.谷朊粉应用概述[J].中国粮油学报,2005,20,(5):16-20
[2]Akdogan H.High moisture food extrusion[J].International Journal of Food Science and Technology,1999,34:195-207
[3]孙照勇,陈锋亮,张波,等.植物蛋白高水分挤压组织化技术研究进展[J].农业工程学报,2009,25(3):308-312
[4]魏益民,康立宁,张汆.食品挤压理论与技术:中卷 [M].北京:中国轻工业出版社,2009:34-56,140-159
[5]Lin S,Huff H E,Hsieh F.Extrusion process parameters, sensory characteristics,and structural properties of a high moisture soy protein meat analog[J].Journal of Food Sci2 ence,2002,67(3):1066-1072
[6]王洪武,周建国,林炳鉴.双螺杆挤压机工艺参数对组织蛋白的影响[J].中国粮油学报,2001,16(2):54-58
[7]Yao G,Liu K S,Hsieh F.A new method for characterizing fiber for mation in meat analogs during high moisture extrusion [J].Journal of Food Science,2004,69(7):303-307
[8]Lawton J W,Davis A B,Behnke K C.High-temperature, short-ti me extrusion of wheat gluten and a bran-like frac2 tion[J].Cereal Chemistry,1985,62(4):267-271
[9]区靖祥,邱建德.多元数据的统计分析方法[M].北京:中国农业科学技术出版社,2002
[10]李里特.食品物性学 [M].北京:中国农业出版社,2001
ProcessingOptimization of High-Moisture Extrusion ofWheat Gluten
Zhang Binghu1Zhang Bo1Wei Yimin1Ning Gengzhe1,2
(Institute ofAgro-Food Science and Technology,CAAS,KeyLaboratory ofAgricultural Product Processing and Quality Control,Ministry ofAgriculture1,Beijing 100193)
(College of Food Science and Engineering,Northwest Sci-Tech University ofAgriculture and Forestry2,Yangling 712100)
To optimize the high-moisture extrusion of wheat gluten,orthogonal tests were carried out,and principal component analysis was used to get comprehensive evaluation and integrated scores of the extruded prod2 ucts.Results:The impact order of extrusion processing parameters on the integrated scores of extruded products is screw speed>barrel temperature>feeding rate>materialmoisture.The optimum extrusion processing parameters are screw speed 160 r/min,materialmoisture 45%,feed rate 15 g/min,and barrel temperature 170℃.
wheat gluten,high-moisture extrusion,orthogonal test,processing optimization
TS201.1 文献标识码:A 文章编号:1003-0174(2010)06-0090-04
小麦产业技术体系建设专项(nycytx-03),公益性行业科研专项(200903043),江苏省科技成果转化专项资金(BA2009105)
2009-07-24
张丙虎,男,1986年出生,硕士,农产品加工及贮藏工程
魏益民,男,1957年出生,教授,博士生导师,农产品加工及食品安全
