基于数控宏编程与普通编程和自动编程的分析比较
2010-11-02石品德石瑛
石品德,石瑛
(1.浙江工贸职业技术学院 汽车与机电工程系,浙江 温州 325003;2.江西蓝天学院 土木工程系,江西 南昌 330098)
基于数控宏编程与普通编程和自动编程的分析比较
石品德1,石瑛2
(1.浙江工贸职业技术学院 汽车与机电工程系,浙江 温州 325003;2.江西蓝天学院 土木工程系,江西 南昌 330098)
在现代先进制造领域,数控宏程序在数控加工中具有十分重要的地位,数控宏程序与普通编程和自动编程比较有其独特的优势,学习和掌握数控宏程序的编程方法与技巧,科学合理地在数控加工中运用数控宏程序是提高数控加工效益、发挥数控机床设备的使用效能的重要途径。
宏程序;数控加工;编程方法
1 数控宏程序在先进制造中的意义
在现代先进制造领域,用户宏程序功能是数控设备的一项重要功能,在数控加工中十分有用,发挥着巨大的作用。由于宏程序中允许使用变量算法和逻辑运算以及各种条件转移等命令,使得在编制一些数控加工程序时与普通编程方法相比显得非常方便和简捷,同时也使程序变得简单明了,与自动编程比较也有许多优点。
采用普通编程方法编制程序,首先必须计算出轮廓的基点和节点,才能编制加工程序。然而,轮廓的节点和基点的计算不仅非常繁琐,而且很难计算或者用一般方法无法计算,并且编制出来的数控程序段数目十分庞大,程序很长,出错的几率也大,采用数控宏程序的方法编制程序比起普通方法编程要简便得多。
工程上,使用宏程序加工一些由数学表达式给出的如圆曲线、椭圆曲线、抛物线等轮廓,还有类似的倒角、倒圆角、凸、凹半球和椭球等形体轮廓时显得身手不凡,因为宏程序能够轻而易举地把一个用普通编程法编制的非常繁琐的程序变成极其简单的程序。
自动编程的方法通常是建模,走刀路,后处理获得NC程序。自动编程获得的程序通常是采用直线逼近曲线方法用G01拟合加工进行的,程序长得惊人,由于受内存小的因素的限制,很多机床只能用DNC方法加工,加工中常出现断续现象。
2 数控宏程序编程方法及注意的问题
编制宏程序的方法实际上很简单,也很容易学习,只要弄懂变量与循环的关系,编制程序时就顺手顺心,一气呵成。
2.1 编制数控宏程序编程的方法步骤:
2.1.1 分析拟定走刀轨迹:按加工工艺确定工件加工时的走刀轨迹,确定程序中应该需要几个变量值,即使用几个变量号。
2.1.2 分析拟定加工变量层次:由刀具运动特征划分动作层次,一层变量为一个循环,拟定每层的数学计算表达式,程序有几层变量,拟定各层间的循环关系及其连接方式。
2.2 编制数控宏程序编程时要注意的问题:
2.2.1 将计算表达式放在循环内,以便刀具按照计算的运动轨迹运行。
2.2.2 针对不同层的变量,其初始值应该放在此循环层的外边,决不可放在此循环层之内,否则,没有计算结果,永远执行初始值,即所谓的死循环。
3 数控宏程序的几个编程例子
现在举几个例子进行说明数控加工宏程序的编制方法。
3.1 椭圆加工宏程序的编制
假设有一椭圆曲线轮廓的数学表达式为: x2/602+y2/502=1 (-60≤x≤60,0≤y≤50),即半个椭圆,如图1所示。
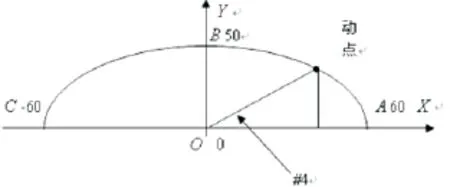
图 一
在数控系统为FANUC 0i的数控铣床上加工半个椭圆的数控宏程序如下:
3.1.1 以椭圆上动点与x轴的夹角为变量进行编程
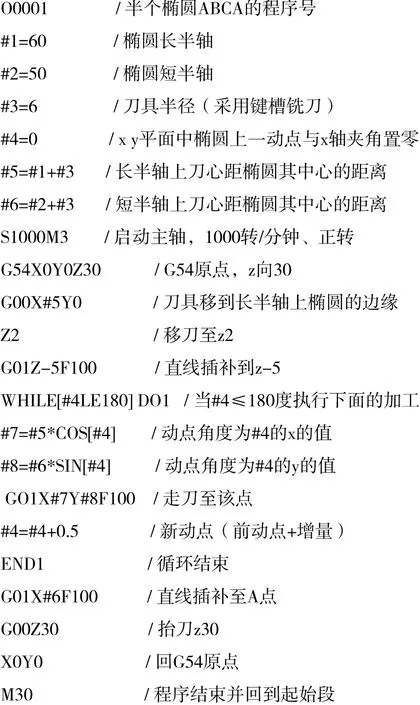
上述区区21个程序段,简捷明了,假设用普通方法编制同样精度的程序,其程序段达5785段之多。并且还有一劳永逸的好趣,如果要加工全椭圆,只需将:“WHILE[#4LE180]中的180改写为360”即可,全椭圆采用普通方法编程有多少程序段呢?可想而知就是一个天文数字呢。如果椭圆的长半轴与短半轴以及刀具直径等参数发生了变化,只需将“#1、#2、#3改写为新的值”即可。
3.1.2 以x值为变量进行编程(设置刀具的长度补偿、半径补偿)

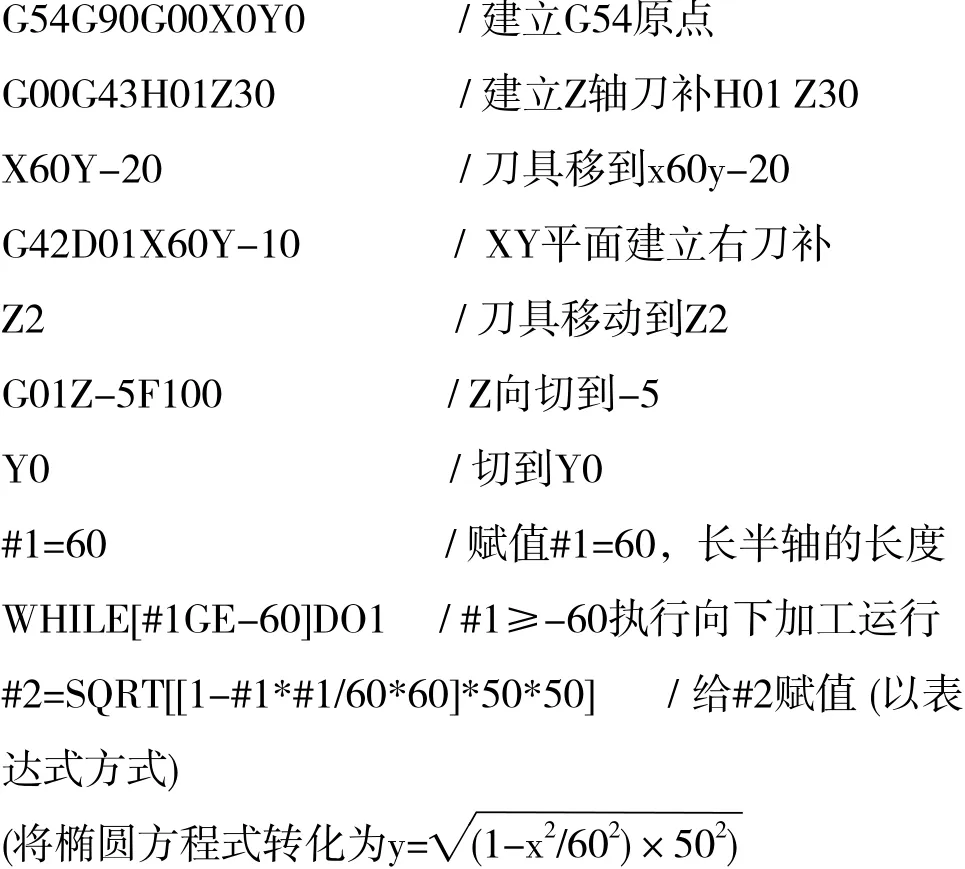

可以看出,上述两种方法编制的程序同样简洁明了,还有其他方法,因篇幅有限,在此就不再叙述。
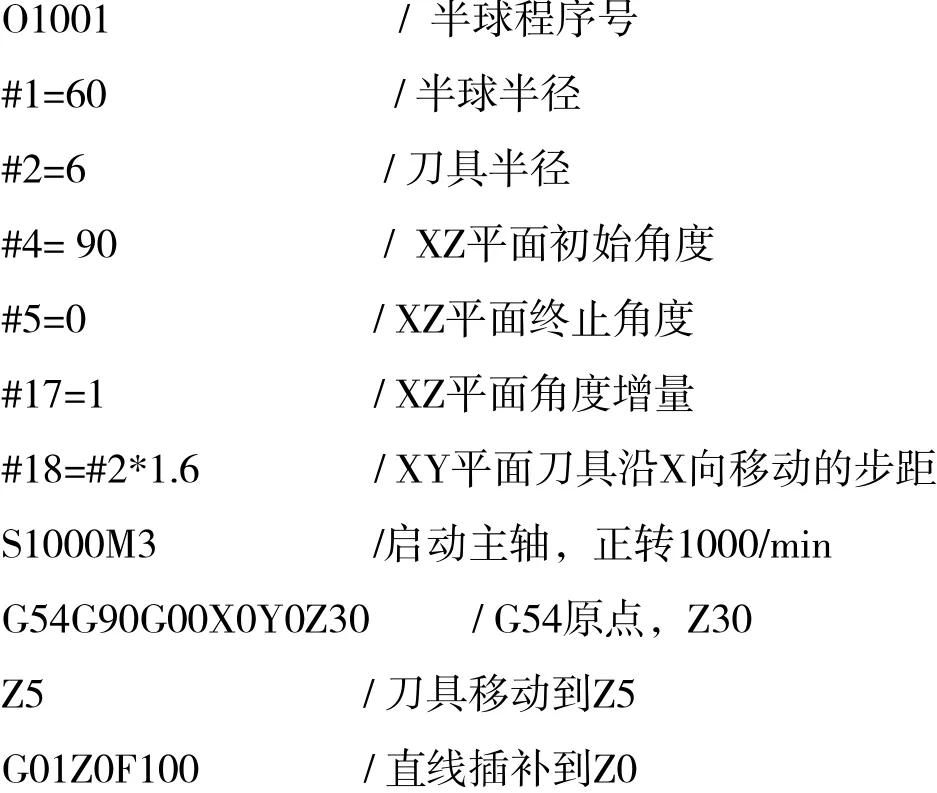
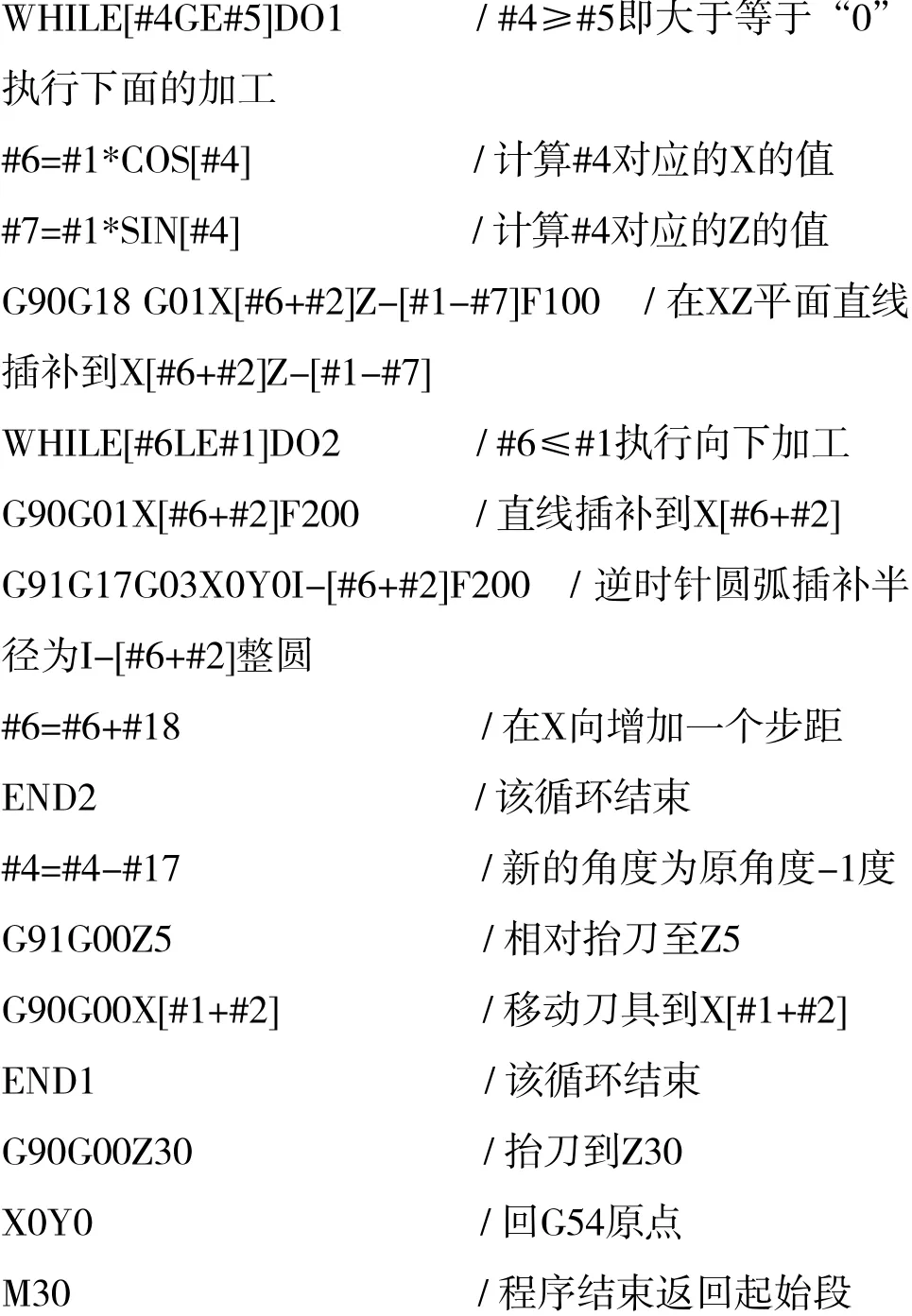
3.2 半球的数控加工宏程序(至上而下加工)

图 2

图 3
总体思路:从上至下逐层进行加工,在当前角度#4处铣一个整圆后改变其角度(给当前角度增加一个角度增量)即确定下层的深度和圆的半径后再铣整圆,如此加工至半球。
详细分析:本例采用平底刀从上往下进行加工。先在半球顶部(XY平面)铣#4初始值对应的半径的整圆,然后,刀具沿X向进给一个步进量(通常为刀具的直径×0.8)再铣一个整圆,直至其半径≥球体半径+刀具半径为止。
下一层加工分为准备阶段和加工阶段,准备阶段:首先刀具z向抬起一定高度并移动到当前层圆的半径处;切削阶段:刀具在XZ平面切到下降层圆的半径处,接着转换到XY平面重复上层加工路径。半球的加工主要控制的是每次z轴的下降的尺寸,这里通过控制半球在XZ平面的角度来控制z向的递进量(即控制#4就可以了)。由此可见编制半球加工宏程序只需两个循环。见图2,图3。宏程序如下:
4 数控宏程序与自动编程加工分析
自动编程加工精度存在诸多因素的影响,首先是它受CAD/CAM软件建模时的计算精度的影响;不同软件之间CAD图档转换精度的影响;其次是受自动编程软件在生成NC刀具轨迹时计算精度的影响;再就是后处理环节的影响。
自动编程生成的程序比较烦琐,加工一个简单的零件,可能会有几千乃至上万行的程序段,而机床内部程序的存储空间是很有限的,FANUC 0i 系统的标准配置一般为128k或256k,这上千乃至上万行的程序不止128k或256k,这就需要使用DNC方式在线加工,此时机床与电脑之间的传输速度又成了影响加工速度的关键,目前的机床大多数采用的是R232口的串口通信来实现在线加工,大多数系统所支持的R232口最大的传输波特率为19200bit/s,即使是在最大的传输速度下,当计算精度较高,进给速度较快时,程序的传输速度也跟不上,出现进给运动有明显的断续的现象,采用其他方法也不会有大的改观。使用宏程序加工时由于计算速度非常快,不会出现加工中断的现象。
综上所述,数控宏程序在数控加工中具有独特的不可替代的作用,程序简单明了,容易验证,加工效率高,加工精度好,一劳永逸,同类结构只需改变几个参数就能够实现加工。
[1]赵长明.数控加工工艺及设备[M].北京:高等教育出版社,2003.
[2]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2008.
[3]黄诚驹.逆向工程综合技能实训教程. [M].北京:高等教育出版社,2004.
[4]李宏胜.机床数控技术及应用. [M].北京:高等教育出版社,2004.
[5]张超英,罗科学.数控机床加工工艺、编程及操作试训[M].北京:高等教育出版社,2003.
(责任编辑:周章添)
Programming with Ordinary Programming and Automatic Programming
SHI Pin de1, SHI Ying2
(1. Zhejiang Industry & Trade Vocational College, Wenzhou 325003,China) 2. Civil Engineering Department, Jiangxi Blue Sky University, Nanchang, Jiangxi 330098)
In the feld of modern advanced manufacturing, numerical control macro programming plays an important role in numerical control machining. Compared to ordinary and automatic programming, numerical control macro programming has its unique advantages. Learning and mastering the way and technique of numerical control macro programming, scientifcally and reasonably applying numerical control macro programming are an important means of improving the effciency of numerical control manufacturing and make use of numerical control machine tools.
macro program; numerical control machining; programming method
TG518
A
1672-0105(2010)03-0063-04
2010-05-05
石品德(1956-),男,湖北荆门人,研究员,主要研究方向:机械专业教学与研究。
