不同高压聚乙烯工艺生产涂覆料性能差异探讨
2010-10-19周兵
周 兵
(中国石油化工股份有限公司茂名分公司化工分部,广东 茂名525000)
ZHOU Bing
应用技术
不同高压聚乙烯工艺生产涂覆料性能差异探讨
周 兵
(中国石油化工股份有限公司茂名分公司化工分部,广东 茂名525000)
就两种不同工艺产品——茂名石化管式法生产的涂覆牌号2420M和燕山石化釜式法生产的1C7A涂覆牌号在物性、加工性能、相对分子质量分布、结晶行为等差异进行探讨。经对比发现,管式法产品的分子支化程度过低是造成其性能不佳的主要原因,釜式法生产产品具有相对分子质量分布宽、长支链多、挤出收缩小,因此在生产涂覆料方面要优于管式法。
高压聚乙烯;涂覆料;管式法;釜式法;性能差异
ZHOU Bing
随着国内包装业的发展,对涂覆级聚烯烃树脂(PE)的使用范围及用量逐步扩大,使涂覆级聚烯烃树脂的市场需求量日益增加,且价格昂贵,并有继续上扬的趋势。涂覆级聚乙烯树脂具有强度高、韧性好、黏合力强、成膜均匀、热封性好、防水及防潮等特点。涂覆级PE通常为高压聚乙烯树脂,应用于包装材料的内衬或复合包装材料的黏接层。主要应用领域有:塑料编织袋表面的涂覆、管道涂覆、纸板涂覆、薄膜涂覆及共挤出膜、涂敷箔、淋膜等。本文就两种不同工艺产品——茂名石化管式法生产的涂覆牌号2420M和燕山石化釜式法生产的涂覆牌号1C7A在物性、加工性能、相对分子质量分布、结晶行为等差异进行探讨。
1 涂覆级聚乙烯树脂的两种不同生产工艺
涂覆级聚乙烯通过乙烯在高压下聚合得到,生产工艺有釜式法和管式法,生产涂覆级PE的工艺条件:压力为122~303 MPa,温度为130~350 ℃,聚合时间非常短,一般为15 s~2 min。高压聚乙烯的聚合过程是遵循自由基的聚合机理,这种聚合过程的产品特点是产品的分子结构是由长支链和短支链组成。随着聚合压力、温度、调整剂、反应温峰、停留时间、转化率的不同而生产出不同的产品。
釜式法和管式法两种工艺的生产流程大体相同,一个工业化的LDPE装置通常由以下几部分组成:乙烯压缩、引发剂制备和注入系统、聚合反应器、分离系统、挤出造粒。除聚合反应器外,釜式法和管式法的工艺步骤相似。两种技术各具特点。
(1)管式反应器长径比大于12000∶1,压力可高达400 MPa,高压操作可提高树脂的密度和透明度。
(2)釜式反应器一般用过氧化物做引发剂,管式反应器可用氧或空气做引发剂,但用得最多的仍是过氧化物。用氧做引发剂可以提高薄膜的韧性,但会降低薄膜的透明度。
(3)釜式反应器的长径比一般为2∶1至20∶1,有较大返混。易生成较多的长支链,产品具有良好的挤出涂覆性。管式法有较小的返混,物料停留时间较短,聚合物具有较少的长支链结构,加工性能较好。
(4)管式法生产的产品特点是具有相对分子质量分布窄、较佳的光学性能和机械强度,适于生产各种薄膜;釜式法高压装置生产的LDPE具有较宽分子质量分布和较高的长链支化度,在熔体强度、韧性、加工流动性优于管式产品,在注塑、电缆和挤出涂层等领域更具优势。
2 工艺条件对涂覆产品性能的影响
生产涂覆级聚乙烯决定产品性能的主要因素是反应温度、反应压力、链转移剂品种、温峰和停留时间。无论管式法还是釜式法生产,各种因素对分子结构的影响大体相同。
2.1 温度对分子结构的影响
在自由基聚合反应中,反应温度越高,可加速聚合反应的速度,提高单程转化率。温度升高,长支链指数降低,长支链增加,同时短支链数也增加,适当增加产品的支化度,降低产品的密度,满足产品的流动性能要求,降低产品的加工温度。
1.2 反应压力对分子结构的影响
乙烯高压聚合属于加聚反应,反应速度随压力升高增加。反应压力提高时,聚合的转化率提高,产品的相对分子质量增加,分布变窄,产品的熔融流动速率(MFR)降低,减少了支链的产生。压力过低则发生不均匀相反应,导致产品的支化度下降。
2.3 链转移剂对分子结构的影响
除了温度和压力外,链转移剂对分子结构的影响非常大,管式法使用的链转移剂有丙烷、丙烯、丙醛,其反应活性丙醛最大、丙烷最小。虽然链转移剂的作用是调整相对分子质量大小,但对分子结构也有较大的影响。如2420M使用丙醛做链转移剂,丙醛有较高的活性,链转移加快,短支链增加,长支链减少,在分子中会产生更多的叔碳原子或双健,这都会导致涂覆熔体表面与氧发生氧化反应而在分子链上引入氧原子,这也会使涂覆的黏合力增加。釜式法生产的1C7A调整剂为乙烷,可降低乙烯分压的方式降低聚合物的密度,提高产品的MFR同时,不会降低产品的加工性能。
2.4 反应温峰对分子结构的影响
总体来讲温度跨度越大,相对分子质量分布越宽。低温区越低,产生的长支链越少、越长。高温区产生的短支链越多、越短。
2.5 停留时间对分子结构的影响
对管式法来讲,基本上每个质点的停留时间都相同,都很短,转化率都很高。因此会产生相对分子质量分布窄、短支链多、长支链少的聚合物。在釜式法工艺中存在返混现象,每个分子的停留时间不同,在大分子上引发产生的长支链和短支链都较多。
3 涂敷级LDPE产品性能对比及差异分析
从分子结构来看,长支链是决定涂覆料的根本因素。由于长支链的存在,使聚合物在流动性、模口膨胀、收缩方面有良好的平衡。因此下文对管式法生产的涂覆产品2420M和釜式法生产涂覆产品1C7A进行探讨和对比研究,对比两种不同方法生产涂覆料在相对分子质量分布、结晶行为以及加工性能差异。
3.1 涂覆级聚乙烯技术要求
对于涂覆级PE树脂而言,MFR、密度和SR反映了聚合物的分子结构[1]。MFR反映材料的加工性能,同时也表征平均相对分子质量。对于涂层加工,要求MFR稳定性好,薄膜、编织物、纸的涂层选择MFR为7~8 g/10 min较适宜。密度则是分子支化的表现,密度越低,则韧性越好,热封温度低,制品形变小。SR则反映材料的MW/MN、长链支化度。SR越大,MW/MN越宽,长链支化度越大[2]。对涂覆级产品,长支链和相对相对分子质量质量分布对加工性能有重要影响。长支链含量低和相对分子质量分布窄,树脂具有高的加工速率和较大的缩幅。
3.2 加工性能评价
评价涂覆级PE挤出复合性能指标主要有:最高加工速率、最小涂层质量、最小涂层厚度和缩幅,其中高速加工性能和缩幅是评价树脂的最重要参数。高速加工性能是指树脂在挤出量一定时能复合加工的最高线速度。超过此值后挤出的膜就不稳定,甚至断膜。这个临界线速度越大,高速加工性能就越好。缩幅则是指树脂由T型机头挤出后,膜变窄的一种现象。
加工性能评价采取挤出复合膜机组同一工艺条件下获得:加工工艺温度,机筒、连接体分别为240 ℃/280 ℃/300 ℃/331 ℃/331 ℃/331 ℃;口模温度分别为325 ℃/325 ℃/325 ℃/325 ℃/325 ℃;螺杆转速50r/min。
挤出复合试验结果见表1。
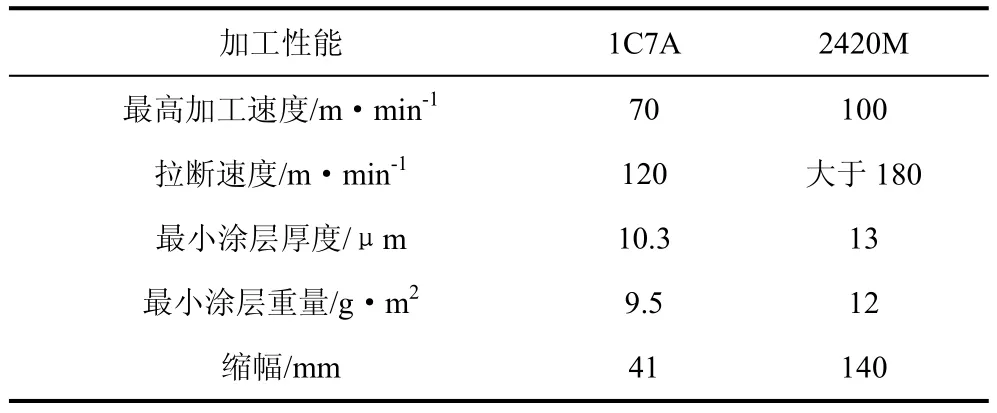
表1 2420M和C7A的挤出复合实验数据
从涂层料的加工性能评价结果来看, 釜式法生产的1C7A在挤出复合缩幅上优于管式法2420M,2420M的缩幅较大,会造成涂层边缘很厚,造成成品切边损耗严重,且收卷不齐。在最小涂层厚度、最小涂层重量等方面1C7A也优于2420M,在最高加工速率方面2420M高于1C7A。
3.3 相对分子质量及相对分子质量分布
对 1C7A、2420M 分别进行了GPC的测试。其分子和相对分子质量分布数据如表2。

表2 2420M和1C7A的相对分子质量及其分布
从表2可以看出:两种产品的数均相对分子质量相差并不大,1C7A 的重均相对分子质量比2420M 高一个数量级,相对分子质量分布指数高一倍以上,而熔融指数相差并不大,因此可以推断,1C7A非常高的重均相对分子质量并没有使其熔融指数降低,说明在1C7A的分子结构中高相对分子质量部分是由较多的长支链构成。因为如果在相同相对分子质量下,支链较少,那么支链的长度一定会更长,熔融指数会显著降低,这样就不能使熔融指数和收缩达到良好的平衡,也就达不到涂覆料的要求。因此 2420M 与1C7A 在分子结构上存在较大的差异,导致了产品性能的不同。
图1 表明2420M相对分子质量分布较对比料1C7A显著偏窄,釜式法与管式法相比,温度和压力都低一些,最大的不同是停留时间的不同。在釜式法工艺中,由于搅拌器的搅拌轴产生返混现象,每个分子的停留时间不同。某些分子随着不断返混,在反应釜中停留时间较长,与引发剂接触的次数较多,则在大分子上引发产生的长支链和短支链都较多。可以说釜式法工艺的产品的分子结构中既有较多的短支链,也有较多的非常长的长支链。这些长支链使重均相对分子质量显著提高,相对分子质量分布加宽。由于较多的长支链,增加了熔体的强度,减少了涂覆收缩,这是釜式法产品最显著的特点。对1C7A 来讲,其生产工艺采用了双釜串联的釜式法生产工艺,调整两个反应釜的压差,生产出相对分子质量分布较宽的双峰产品。
3.4 结晶行为
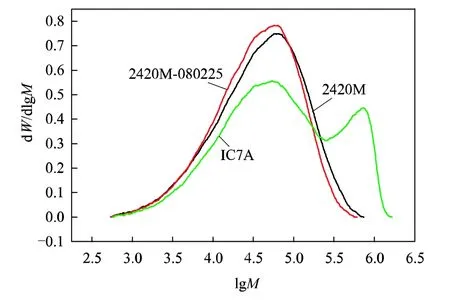
图1 相对分子质量分布曲线
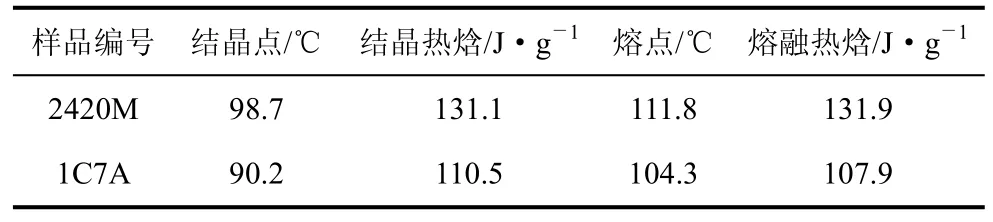
表3 2420M和1C7A熔点和结晶温度对比
从表3 DSC数据可以看出:2420M 的熔点、结晶度都高于1C7A,说明 2420M 的支链少。一般来说,熔点和结晶点低,密度也低。通过试验证明:降低密度会使熔融指数和缩幅有良好的平衡,这就要求在大分子结构上不仅有较多的长支链,还要有较多的短支链。通过对 1C7A 的热分析也证明了这一点,即1C7A的熔点和结晶度都低于2420M。
3.5 短支链和长支链
短支链含量是影响LDPE结晶行为的一个主要因素,从表4核磁共振数据可以看出,2420M 4个碳和5个碳等短支链总量较对比样1C7A偏低一些,这和结晶行为的表现是一致的。目前NMR表征技术无法将6个以上碳的长支链分辨开,因此仅能用此数据估计LDPE中的长支链数目,1C7A的长支链含量明显偏高。
3.6 物理性能比较
2420M、1C7A物理性能对比见表5。
熔胀比在一定程度上反应聚乙烯的长支链支化程度,即熔胀比越大其长支链支化程度越高[3]。由表5可看出,1C7A的熔胀比较2420M大,说明其长支链支化程度较高。2420M熔胀比偏低较多,这是大相对分子质量组分偏少造成的,与前述的相对分子质量分布数据也是一致的。
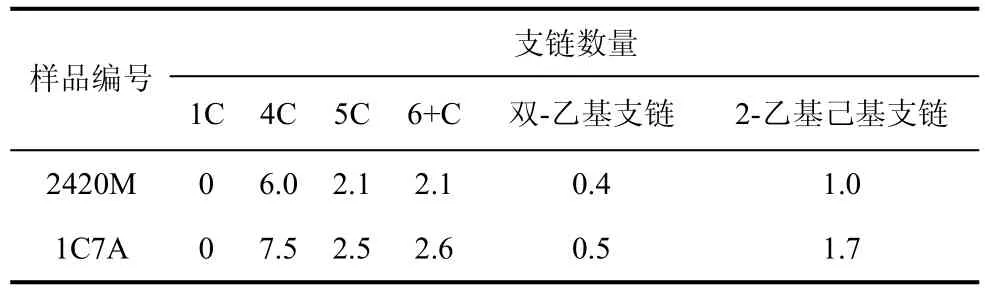
表4 2420M和1C7A短支链和长支链数据
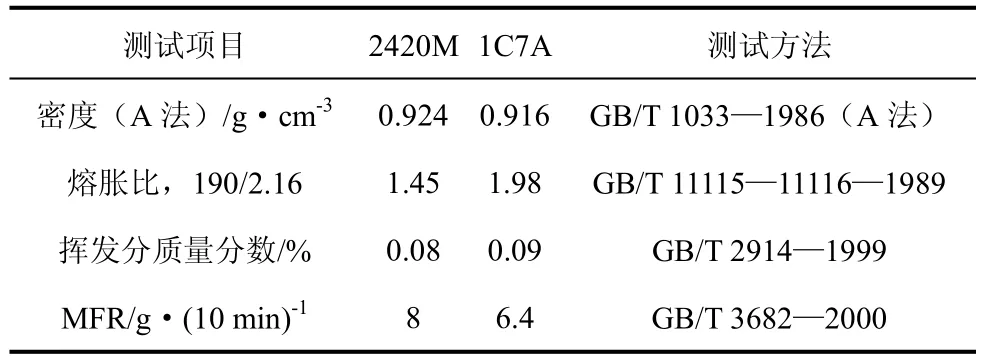
表5 2420M、1C7A物理性能比较
当MFR增加时,挤出复合的最大加工速率增加,缩幅也会相应增大;密度增大则挤出复合加工速率和产品缩幅会相应增大[4],2420M的MFR和密度均比1C7A高,所以挤出复合的最大加工速率较高,而缩幅就较大。
4 结 论
(1)通过对管式法和釜式法生产工艺分析可知,釜式法产生的长支链对融熔指数和挤出带宽度的平衡起到重要的作用。长支链可以使重均相对分子质量提高,挤出黏度下降,但熔体强度不会因此而降低,所以挤出时不会产生收缩。
(2)管式法生产的产品特点是具有相对分子质量分布窄、短支链多。与管式法相比,釜式法生产涂覆产品具有相对分子质量分布宽、长支链多、挤出收缩小,因此在生产涂覆料方面要优于管式法。
[1] 黄成,杨爱武,胀希蜂. 共聚级涂覆聚丙烯的研究[J]. 现代塑料加工应用,2003,15(3):10-15.
[2] 桂祖桐.聚乙烯树脂及其应用[M].北京:化学工业出版社,2002:23-26.
[3] 孟令凯,娄影.PP涂覆料产品质量问题分析[J].合成树脂及塑料,2004,21(1):35-36.
[4] 张宝善.包装管用聚乙烯专用料的应用[J].合成树脂及塑料,2003,20(4):59-60.
Properties of special LDPE for extrusion coating by tubular process and Kettle-type precess
(Maoming Branch Chemical Division,SINOPEC,Maoming 525000,Guangdong,China)
Two different low density polyethylene(LDPE)resins produced by tublar process(2420M)and kettle-type process(1C7A)were studied and compared in properties,molecular weight,molecular distubtion and crystallization.It was found the lower long chain branch degree is the main reason causing poor performances of tubular LDPE.The kettle-type LDPE has a wide molecular distubtion,more content of long branch chain and less neck-in,it is superior to tubular LDPE for extrution coating.
LDPE; coatng; tubular; kettle-type; property
TQ 325.12
A
1000–6613(2010)04–0778–04
2009-10-13。
周兵(1970—),男,质量技术处处长,高级工程师。E-mail z-bing@21cn.com。
