钛合金化学铣切保护涂料的制备及性能研究
2010-10-18孟江燕王云英
孟江燕,王云英,林 翠,刘 枫
(南昌航空大学材料科学与工程学院,南昌330063)
钛合金化学铣切保护涂料的制备及性能研究
孟江燕,王云英,林 翠,刘 枫
(南昌航空大学材料科学与工程学院,南昌330063)
采用聚苯乙烯,苯乙烯2丁二烯2苯乙烯嵌段共聚物为成膜物质,热塑性酚醛树脂溶液为浸蚀比控制剂,优选各种添加剂的配比,制备钛合金化学加工用保护涂料,选用氢氟酸2硝酸体系的钛合金化学铣切液,对所制备的保护涂料进行性能测试和对比分析。结果表明:所制备的保护涂料成膜性和可剥性良好,在钛合金化铣液中的浸蚀比稳定在0.4~0.6,化铣后的主要技术指标(粗糙度)能满足钛合金化学铣切的要求。
钛合金化学铣切;保护涂料;浸蚀比;苯乙烯2丁二烯2苯乙烯嵌段共聚物
钛及其合金材料密度低,使用温度范围宽,比强度高,具有抗拉裂、无磁、透声、耐蚀性好,与复合材料相容性好等良好的综合性能,已大量应用于航空、航天及舰艇等军事工业上。以钛合金为主体制成的飞机,能提高航速,节省燃料,先进飞机和发动机中钛合金已达40%,美国第四代战斗机F222上的钛合金用量也已达到41%,SR271高空高速侦察机其用钛量超过90%。我国新一代飞机也进一步扩大钛合金的使用比例,因此钛合金加工性能的研究,包括化学铣切加工就显得非常重要[1-3]。目前有一些关于钛合金化学铣切的工艺研究报道[4-8]。
化学铣切加工(简称化铣)是一种特种加工工艺,它是依靠化学溶液对金属工件表面溶解的一种加工技术,即利用化学腐蚀和电化学腐蚀原理加工金属工件[9]。在化铣加工过程中对不需要铣切的部位要进行保护,一般采用可剥性临时保护涂层,化铣工序完成后再去除该保护涂料,因此对保护涂料的研究工作给予了较大的关注[10-13]。
随着航空工业的发展我国先后研制了两代铝合金化铣保护涂料。第一代是氯丁胶,铝合金化铣加工工艺的航空工业标准就是采用的这种保护涂料[14],其缺点是容易产生“漏蚀”,溶剂毒性大;第二代是丁苯胶,虽然降低了溶剂的毒性,但工艺复杂且“漏蚀”依然存在。实际上,大多数航空企业未使用上述两种涂料,而是以进口保护涂料作为铝合金化铣保护涂料。近几年国内开展了第三代铝合金保护涂料的研究[10-12],钛合金化学铣切的航空工业标准目前尚未制定,而用于钛合金化学铣切加工保护涂料的研究报道也较少。
热塑性弹性体SBS是苯乙烯2丁二烯2苯乙烯的嵌段共聚物,采用阴离子自由基聚合,由于结构上的两相而同时具有塑料和橡胶的性能,适于用作可剥性保护涂料,且无需加温干燥,可重复利用。
1 实验
1.1 钛合金化铣液的配方
本实验采用氢氟酸2硝酸体系,其配方如表1所示,其中根据研究需要自制了3种用于钛合金化学铣切的固体添加剂,分别为A,B和C。

表1 钛合金化铣槽液配方Table 1 The formula of the chemical2milling _________________solution fo r titanium alloy
1.2 钛合金化铣工艺流程及工艺条件
表面清洁处理→预腐蚀→干燥→施涂保护涂料→固化→刻型→化铣加工→漂洗和干燥→去除保护涂料
关键化铣工艺参数:温度为(25±3)℃,加工时间依据化铣深度而定。
1.3 保护涂料的制备
将50质量份的聚苯乙烯(PS)粉碎过筛后和50质量份的SBS混合,加入250~300m L的汽油和甲苯组成的混合溶剂中(预先加入0.5~1.0质量份的流平剂),搅抖均匀,待其溶解,再加入自行合成的热塑型酚醛树脂的甲苯饱和溶液35~50mL。
1.4 保护涂料的施工
将配制好的涂料充分搅拌均匀,可用混合溶剂根据不同的施工方法(喷涂、刷涂或浸涂)调节到施工黏度(用涂24杯测试),在相对湿度低于75%条件下进行施工,每施工完一层后须凉干至表干后再施涂下一层,直至涂层厚度达0.3~0.4mm。
1.5 通过浸蚀比确定PF含量
采用表1的HF2HNO3体系的钛合金化学铣切液,分别测定PF含量下的浸蚀比变化,以选择合适的PF含量。
1.6 保护涂料的性能测试
分别按标准测试保护涂料刷涂施工后形成的涂层拉伸强度,断裂伸长率和剥离强度。
1.7 浸泡性能测试
根据制成的保护涂料对TC24钛合金进行保护,在22~28℃下测试保护涂料浸泡在钛合金化学铣切液中不同时间的耐浸泡性能。
2 结果及讨论
2.1 PF含量对浸蚀比的影响
采用不同含量的热塑性酚醛树脂饱和甲苯溶液制备保护涂料,并在钛合金化学铣切液中测试试样的浸蚀比,所测浸蚀比的结果如表2所示。

表2 PF含量对浸蚀比的影响_______________________Table 2 Effect of the content of the PF satuation soluti_____________________________________ onon_the_etchingratio
由表2确定PF的最佳用量为成膜材料(PS和SBS)质量之和的30%~40%(质量分数)。
2.2 保护涂料的力学性能和耐蚀性
涂料的力学性能:拉伸强度为6.8M Pa,断裂伸长率>600%,剥离强度<3.92N·cm-1。
耐浸泡性能:在室温下浸泡2,4,6h后,其表面的保护涂料颜色无变化,无起泡或隆起等现象,如图1所示。
2.3 钛合金TC24试样的化铣结果
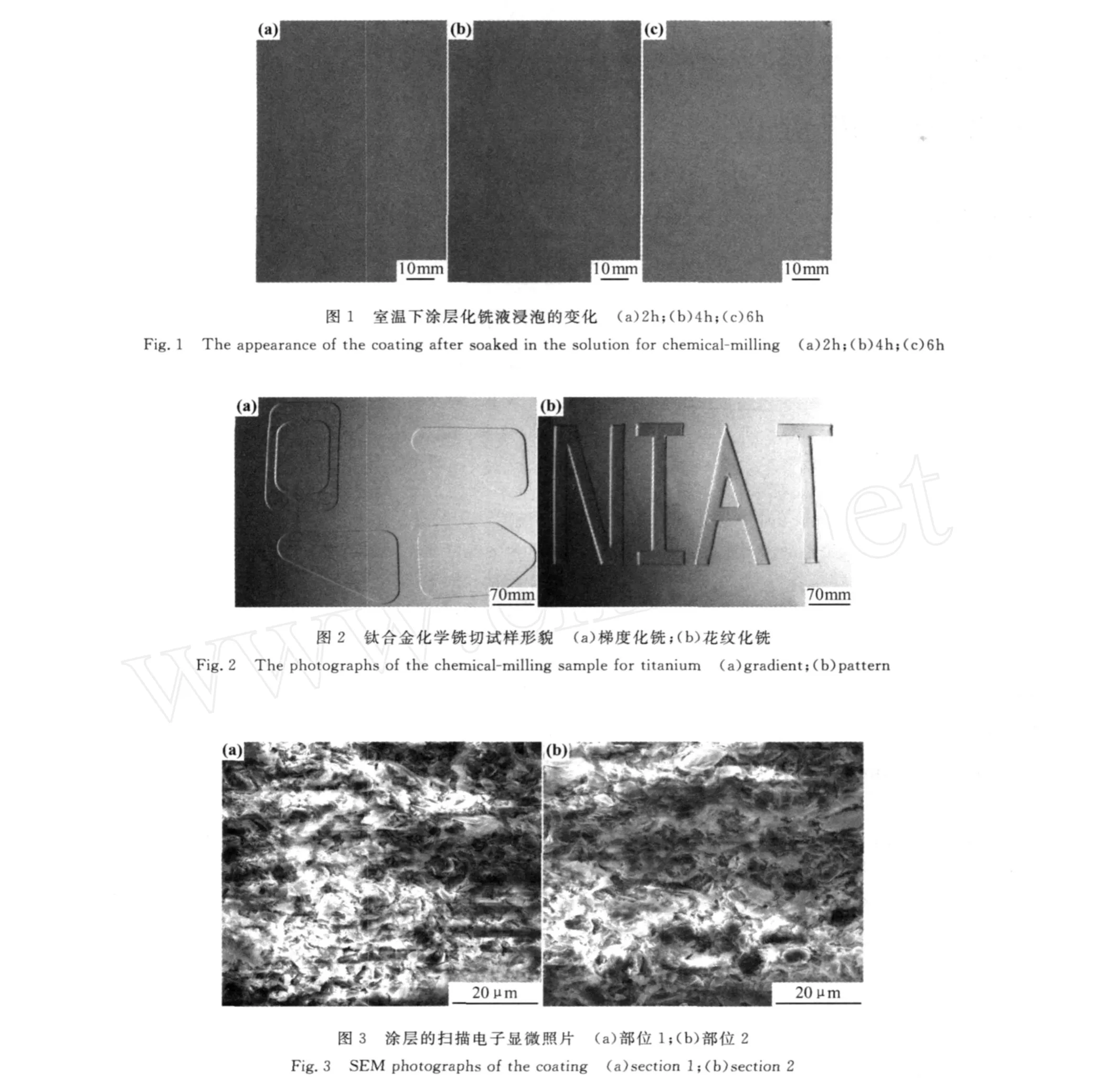
按浸蚀比的测定方法所测的钛合金TC24试样的浸蚀比基本稳定在0.5,试样的表面粗糙度Ra为0132μm,表面粗糙度低,达到了化学铣切的要求,所加工的TC24钛合金试样如图2所示。
保护涂料干燥后形成涂料剖面,本工作选取了两个部位,用电子显微镜对这两个部位进行微观结构观察,发现为明显的两相结构,如图3所示。苯乙烯段(S)和丁二烯段(B)是不相容的,S段聚集在一起分散在聚丁二烯段中构成相分离结构。其中,S被称之为分散相(又叫塑料段),B被称之为连续相(又叫橡胶段)。分散相起固定和增强连续相的作用,所以,保护涂料既具有塑料的可塑性,又具备橡胶的弹性。这样,保证了加工过程中的保护作用,而且加工之后又很容易整体剥离。
3 结论
(1)选择PS和SBS作为保护涂料的基体材料,加入了热塑性酚醛树脂饱和甲苯溶液作为浸蚀比控制剂,制成的钛合金化学铣切保护涂料抗拉强度和断裂伸长率高,剥离强度适中,可剥性好。
(2)保护涂料能够耐HF2HNO3体系腐蚀,在该化学铣切液中加工的钛合金零件浸蚀比稳定在0.4~0.6,粗糙度为0.32μm,均满足钛合金化学铣切加工的要求。
(3)保护涂料的原材料易得,配制和涂敷工艺简单,可常温干燥,且能回收利用。
[1] 段庆文.钛在军事航空领域的战略地位[J].钛工业进展,2002, (6):28-29.
[2] 赵树萍,吕双坤.钛合金在航空航天领域中的应用[J].钛工业进展,2002,(6):18-23.
[3] 刘昌奎,赵红霞,南海,等.等温退火对ZTC18钛合金组织和性能的影响[J].失效分析与预防,2009,4(4):200-204.
[4] 李荻,金蕾.钛合金化学铣切液的研究[J].稀有金属,1991,15 (1):22-25.
[5] COGGINSD L,LOU ISS.Chem2milling of titanium and refracto2 ry metals[P].USA Patent:4116755,1977203223.
[6] RONALD SV,KAN IONO.Hydrogen solubility in alpha titani2 um[J].Metall Trans,1971,(2):608-609.
[7] 李明利.超薄钛化学铣切工艺研究[J].稀有金属材料与工程, 1993,8(22):62-65.
[8] 张红,朱彦海.钛合金化学铣切工艺研究[J].新工艺·新技术·新设备,1996,(6):29-31.
[9] 航空制造工程手册.特种加工(分册)[M].北京:航空工业出版社,1993.634-635.
[10] 杨海燕,陆联弟,王家颖,等.HX201A化学铣切保护涂料的应用[J].化学工程师,1998,(4):48-49.
[11] 王云英,孟江燕,林翠.热塑弹性体铝合金化学铣切保护涂料的研制[J].航空材料学报,2006,26(5):70-72.
[12] 林翠,孟江燕,王云英,等.可剥性化铣保护涂料的研制[J].表面技术,2006,35(3):61-63.
[13] 孟江燕,王云英,林翠.可剥性保护涂料的制备和性能研究[J].南昌航空大学学报:自然科学版,2008,22(2):73-75.
[14] HB5453—2004,铝合金化学铣切保护规范[S].
Development of Pro tective Coating fo r Chemical2milling of Titanium A lloy
M ENG Jiang2yan,WANG Yun2ying,L IN Cui,L IU Feng
(School of M aterials Science and Engineering,Nanchang
Hangkong University,Nanchang 330063,China)
Polystyrene and styrene2butadiene2styrene(SBS)block copolymer were utilized as the mem2 brane of the p rotective coating,thermosp lastic phenolics saturation solution w as used to contro l etch2 ing ratio,and content of the additive w as op tim ized,and the p rotective coating fo r chem ical2m illing of the titanium w ere p repared,the chemical2milling solution for the titanium alloy is HF2HNO3system. The p roperties of the p rotective coating were measured and analyzed.The results showed that the p rotective coating is easy to fo rm film and easy to be peeled,the etching ratio of titanium alloy after soaked in the solution of the chemical2milling was 0.420.6,and the roughness of titanium alloy could meet its accuracy chemical2milling requirement after it was chemical2milled.
titanium alloy chemical2milling;p rotective coating;etching ratio;styrene2butadiene2styrene block copolymer
TQ630.9
A
100124381(2010)1220005203
航空科学基金资助项目(2007ZE56005)
2009205209;
2010204214
孟江燕(1963—),男,副教授,研究方向为特种涂料和高分子材料的表面改性,联系地址:江西省南昌市丰和南大道696号南昌航空大学材料科学与工程学院(330063),E2mail:niat_meng@sohu.com