吸收法回收油气工艺优化模拟计算
2010-09-30廖昌建王明星刘忠生
廖昌建,王明星,刘忠生
吸收法回收油气工艺优化模拟计算
廖昌建,王明星,刘忠生
(抚顺石油化工研究院,辽宁 抚顺 113001)
系统研究了WS柴油馏分油吸收油气的工艺条件。采用Box-Benhnken中心组合实验设计原理,拟合得到了油气吸收温度、液气比及理论板数对油气吸收影响的关联方程,求解得到了使用 WS柴油馏分油吸收油气的最佳工艺条件:吸收温度10.6 ℃、液气比56.25 L/m3、理论板3块,烃回收率达98.4%。油气回收模拟计算结果已应用于工业装置设计,设计装置运转效果良好。
油气回收;吸收法;ASPEN PLUS;模拟计算
炼油厂酸性水罐区排放废气中含有油气、有机硫化物、硫化氢和氨等,其中酸性废气中烃含量大于400 g/m3,烃浓度远大于油气排放浓度25 g/m3,若废气直接排放一方面导致大量的油气资源浪费,降低企业的经济效益,另一方面导致严重环境污染。另外,由于油气和空气容易形成爆炸性混合物(爆炸下限一般为 1%~6%),油气逸散将导致相应设施周围的油气浓度容易达到爆炸极限,聚集在地面的油气给企业和消费者带来极大的安全隐患,危及企业的安全生产,直接影响操作人员及周围环境人员的健康。因此,回收废气中油气不仅可以减少烃的排放量,降低污染,同时回收部分轻烃,节约能源[1]。
传统的油气回收技术主要有:冷凝法、吸收法、、吸附法、膜分离法等。本文以某炼油厂酸性水罐区排放油气为研究对象,采用吸收法回收油气[2-3],利用ASPEN PLUS模拟软件,以柴油馏分油为吸收剂,系统研究了 WS柴油馏分油吸收油气的工艺条件。
1 油气组成
某炼油厂酸性水罐区排放的含烃废气量为 300 m3/h,总烃浓度413 g/m3,组成见表1。

表1 某炼油厂酸性水罐排放油气组成Table 1 Volume fraction of oil vapor in a Refinery
2 工艺过程研究
本文采用ASPEN PLUS模拟软件,选用SRK热力学方程,在常压条件下,对吸收剂不同吸收温度,不同液气比以及不同吸收理论板数等单个因素考察的基础上,采用响应面设计实验,根据Box-Benhnken的中心组合实验设计原理,对吸收温度、液气比和理论板数做响应面分析实验,以烃回收率为判断标准,确定柴油馏分油吸收油气过程的最佳优化工艺条件,烃回收率按公式(1)计算。

式中:v — 烃回收率,%;
w1— 烃进口质量流量, kg/h;
w2— 烃出口质量流量, kg/h。
3 结果与讨论
3.1 单个因素模拟计算
3.1.1 不同吸收温度对油气回收的影响
在101.325 kPa,液气比为50 L/m3条件下,取3块理论板,采用WS柴油馏分油为吸收剂,针对不同吸收温度进行模拟计算,计算结果见表 2。由表2可知,吸收温度提高,烃回收率降低,油气排放浓度增加,当吸收温度超过 40 ℃时,烃回收率将<95%,且排放浓度>25 g/m3。

表2 不同吸收温度对烃回收率的影响Table 2 Effect of temperature on recovery rate
3.1.2 不同液气比对油气回收的影响
在吸收温度20 ℃、常压下吸收油气,取3块理论板,对不同液气比进行模拟计算。计算结果见表3。

表3 不同气液比对烃回收率的影响Table 3 Effect of liquid/gas ratio on recovery rate
随液气比增加,烃回收率提高,油气排放浓度减小,当液气比达到25 L/m3时,烃回收率增加缓慢。
3.1.3 不同理论板数对油气回收的影响
在吸收温度20 ℃,液气比50 L/m3条件下,对不同理论板数吸收油气进行模拟计算,计算结果见表4。随理论板数增加,烃回收率提高。

表4 不同理论板数对烃回收率的影响Table 4 Effect of theoretical plate number on recovery rate
3.2 优化模拟计算
3.2.1 响应面分析因素水平的选取
在单因素模拟计算结果的基础上,根据Box-Benhnken的中心组合实验设计原理,设计的三因素三水平实验因素与水平见表5。

表5 响应面分析因素与水平Table 5 Experiment assignment of the level and factor
3.2.2 响应面分析方案及结果
响应面分析方案及模拟计算结果和方差分析分别见表6和7。
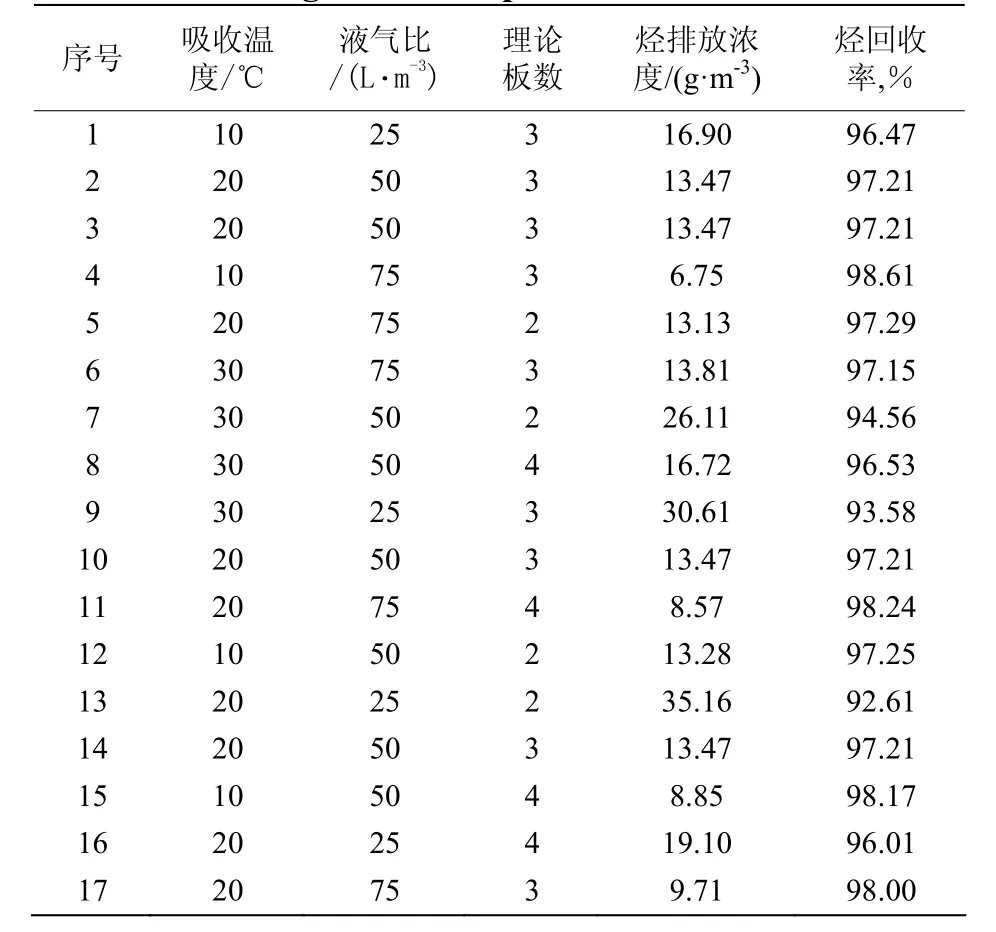
表6 响应面分析方案及模拟计算结果Table 6 Program and experimental result of RSM
序号1~12是析因实验,序号13~17中心实验。17个实验点分为析因点和零点,其中析因点为自变量取值在X1、X2、X3、所构成的三维顶点;零点为区域的中心点。
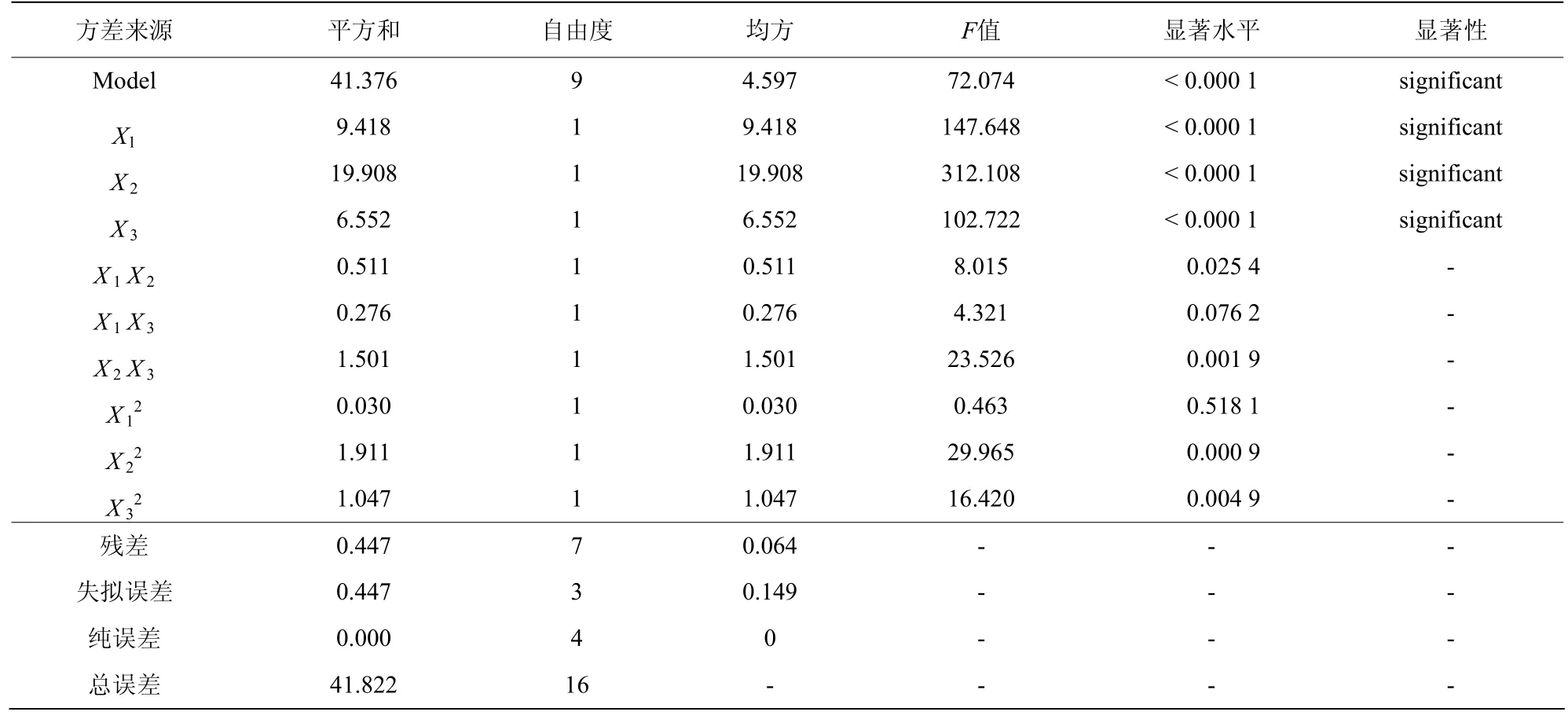
表7 回归模型方差分析表Table 7 Variance analysis of items of regression equation on
RSM软件对所得数据进行回归分析,经过回归拟合后,所得到回归方程:

式中:R—烃回收率,%;
X1—温度系数,X1= (吸收温度℃-20)/10;
X2—液气比系数,X2=(液气比L/m3-50)/25;
X3—理论板系数,X3=(理论板数-3)/1。
从表7可以看出,用上述回归方程描述各因素与响应值之间的关系时,其因变量和全体自变量之间的线性关系显著(r = 41.376/41.822 = 0.99)。模型的显著水平(p-value Prob>F)远远<0.05,此时Quadratic回归方差模型是高度显著的,从另一种意义上讲,这种拟合方法是可靠的,可用该回归方程近似计算烃回收率。
由RSM回归方程求偏导,计算得到X1= -0.94、X2= 0.25、X3= 0.094,即吸收温度10.6 ℃、液气比56.25 L/m3、理论版3块。烃回收率98.4%与实际模拟计算结果一致。
4 结 论
(1)通过对吸收法回收油气工艺模拟计算,采用WS柴油馏分油常压吸收油气的最佳工艺条件为:吸收温度10.6 ℃、液气比56.25 L/m3、理论板3块,烃回收率达98.4%。
(2)本文油气回收模拟计算结果对吸收法回收油气工艺设计提供了一定的理论依据,以此设计的工业装置运转效果良好。
[1] 刘忠生,郭兵兵.炼油厂酸性水罐区排放气量分析计算[J].当代化工,2009,38:248-251.
[2] 周大勇.吸收法回收油气工艺研究[J].精细石油化工进展,2008,38:42-45.
[3] 董军波.黄维秋.油气回收过程优化模拟[J].炼油技术与工程,2006,6:21-24.
[4] Matsumura Ikuloshi.Evaporation loss of hydrocarbon in handing petroleum[J].Bull Jpn Inst, 1974,16:132-139.
Optimization and Simulation of Oil Vapor Recovery by Absorption Method
LIAO Chang-jian, WANG Ming-xing,LIU Zhong-sheng
(Fushun Research Institute of Petroleum and Petrochemicals,Liaoning Fushun 113001,China)
Technological conditions for recovery of oil vapor with WS diesel as absorber were studied. A correlation equation of oil vapor recovery rate with absorption temperature,liquid-gas ratio and theoretical plate number was established by box-behnken central composite design method. Through solving this equation,the optimum technological conditions were obtained as follows: temperature 10.6 ℃,liquid/gas ratio 56.25 L/m3, theoretical plate number 3, hydrocarbon recovery rate can reach 98.4% under above conditions. The simulation result has been applied in industry, and effect is very good.
Oil vapor recovery; Absorption; ASPEN PLUS; Simulation
TE 626.24
A
1671-0460(2010)06-0678-03
2010-11-01
廖昌建(1984-),男,四川达州人,硕士研究生,2009毕业于西北大学化学工艺专业,从事石油化工工艺技术研究,电话:0413-6389355,E-mail:liaochangjian.fshy@sinopec.com。