高速钻削碳纤维复合材料钻削转矩的非线性回归分析
2010-09-29罗学科鲁险峰
王 群 罗学科 刘 东 鲁险峰
(①北方工业大学,北京 100041;②北京市工贸技师学院,北京 102206;③北一大隈(北京)机床有限公司,北京 101300)
对于目前航空工业最主要的材料——碳纤维复合材料而言,钻削是最主要的切削加工形式之一,约占总切削加工量的一半以上[1]。钻削力是钻削中最重要的参数之一,钻削力,特别是转矩的大小直接影响着钻孔质量,也是造成孔壁周围材料分层、孔出口撕裂的最主要原因[2~6]。所以,对碳纤维复合材料,研究各种参数与钻削转矩的关系很有必要。但是以往的研究[1,7]只给出了实验数据的一些孤立的图示曲线或一元线性回归公式。
本文将以碳纤维复合材料高速钻削的转矩与进给速度、转速等参数的关系为实验研究对象,借助文献[1]转矩测量数据进行二元非线性回归分析,得出转矩M与转速n、进给速度vf或进给量f之间的二自变元经验公式。再由二元经验公式退化出一系列一元经验公式,以详细表现转矩M与转速n、进给速度vf和进给量f之间关系的经验规律。
1 试验条件和实验结果
钻削力测定试验在卧式高速钻削试验台闭上进行。钻头转速范围为3 000~24 000 r/min,取6个转速值进行试验;进给速度为24~120.8 mm/min,取5个进给速度值进行试验;钻头采用硬质合金四面钻,直径取φ5.5 mm。试验钻削参数见表1。

表1 试验钻削参数及条件
测定试验中作为工件材料的碳纤维复合材料为多向铺层形式,见表2。
钻削力测定系统包括精密钻削测力仪、电阻应变仪、A/D卡和计算机等。精密钻削测力仪将钻削力转变为电信号,电信号经电阻应变仪放大后,计算机通过A/D卡将其采集、存储。微机内装有自己专门开发的切削力处理软件,可对采集到的切削力信号进行时域和频域多项分析。

表2 试验用碳纤维复合材料
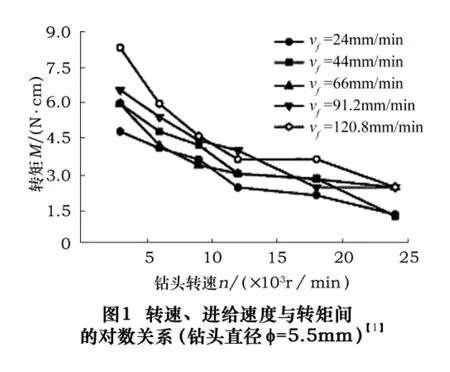
在钻削孔过程中,从钻头开始钻入,主切削刃全部参加切削,钻头开始钻出复合材料,到钻头完全钻出,钻削力经历由零逐渐增大,达到稳态最大值和开始下降直到钻头完全钻出后变成零的连续过程。本实验记录的转矩指的是稳定钻削状态(即钻头横刃和主切削刃均参加切削)时转矩的平均值。转矩M实验值的30组数据示于图1。
2 二元非线性回归分析及讨论
2.1 以转速n和进给速度vf为自变数
所用单位是M(N·cm),n(r/min),vf(mm/min)。
利用图1数据,我们以转速n和进给速度vf为自变数的二元二次回归结果是

均方差是0.130 841。公式(1)可以化为

对于公式(1)和(2),需要强调,它们只在(3 000 r/min≤n≤24 000 r/min,即 8≤lnn≤11)和(24 mm/min≤vf≤120.8 mm/min,即3≤lnvf≤5)范围内成立。公式(1)和公式(2)表示的曲面分别示于图2和图3。


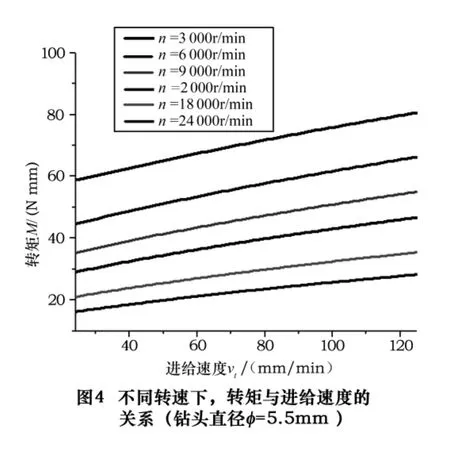
为了更细致地考察进给速度vf对转矩的影响情况,我们对转速的六个典型值n=3 000 r/min,6 000 r/min,9 000 r/min,12 000 r/min,18 000 r/min,24 000 r/min,从上述二元回归公式(2)约化出转矩与进给速度的一元函数关系,其曲线示于图4。图4显示出如下唯象规律:在本文实验范围内或者不超出过远条件下(3 000 r/min≤n≤24 000 r/min,且 24 mm/min≤vf≤120.8 mm/min),对于固定的转速n,转矩随着进给速度vf的增加而缓慢增大。
对于进给速度vf的典型值vf=24 mm/min,44 mm/min,66 mm/min,91.2 mm/min,120.8 mm/min,从上述二元回归公式(2)约化出转矩与转速的一元函数关系,其曲线示于图5。图5显示出如下唯象规律:在本文实验范围内或者不超出过远条件下(3 000 r/min≤n≤24 000 r/min,且 24 mm/min≤vf≤120.8 mm/min),对于固定的进给速度vf,转矩随着转n的增加而减小。

2.2 以转速n和进给量f为自变数
在上一小节,我们所取的自变量是转速n和进给量速度vf,它们与进给量f之间有关系式vf=nf。有时使用起来并不方便,所以本节我们将上节得到的关系式化为以转速n和进给量f为自变量的公式。
二元非线性公式(2)转化为

此二元公式的适用区域是3 000 r/min≤n≤24 000 r/min,且 24 mm/min≤nf≤120.8 mm/min。容易看出,在二维平面(n-f)上,这个区域由平行直线n=3 000 r/min和n=24 000 r/min以及二条双曲线nf=24 mm/min和nf=120.8 mm/min所限定。
同样可以写出固定转速或进给量的数值,从公式(2′)约化出一系列相应的一元经验公式及其曲线。限于篇幅,从略。
3 结语
对高速钻削碳纤维复合材料中的转矩问题,就文献[1]对φ=5.5 mm的硬质合金四面钻的实验结果进行深入分析研究。得到转速n和进给速度vf在3 000 r/min≤n≤24 000 r/min 和 24 mm/min≤vf≤120.8 mm/min范围内成立的二元非线性回归公式的两种形式M=M(vf,n)和M=M(f,n)及适用范围。还给出固定其中任何一个自变元,约化出的一系列一元函数公式的曲线。发现如下两点维象规律:①对于固定的转速n,转矩随着进给速度vf的增加而增大;②对于固定的进给速度vf,转矩随着转n的增加而减小。上述观察和得到的唯象规律为高速切削机理的进一步研究提供了基础。
1 张厚江,樊锐,陈五一等.高速钻削碳纤维复合材料钻削力的研究.航空制造技术,2006(12):76~79
2 Zhang Houjiang,Chen Wuyi,Chen Dingchang,et al.Assessment of exit defects in carbon fibre-reinforced plastic plates caused by drilling.Key Engineering Materials,2001(196):43-52
3 张厚江,陈五一,陈鼎昌.碳纤维复合材料的钻削加工.新技术新工艺,1998(5)16~18
4 Chen,When-chou.Some experimental investigations in the drilling of carbon fibre-reinforced plastic(CFRP)composite laminates[J].International Journal of Machine Tools and Manufacture.1997,37(8):1097-1108
5 Tsao,C.Hochen,H.The effect of chisel length and associated pilot hole on delamination when drilling composite materials[J].International Journal of Machine Tools and Manufacture.2003,43(11):1087-1092
6 Wang,Xing;Wang,L.J.Tao,J.P.Investigation on thrust in vibration drilling of fibre-reinforced plastics.Journal of Materials Processing Technology[J].2004,148(2):239-244
7 孙路华,全燕鸣,钟文旺.碳纤维复合材料高速钻削力的研究.航天制造技术,2005(3):9~12
