拜尔法溶出系统中脱硅机改造
2010-09-26蔡江南杨中波
蔡江南,杨中波
(1.河南华慧有色工程设计有限公司 ,河南郑州 450041;2.中国铝业股份有限公司河南分公司自备电厂 ,河南郑州 450041)
拜尔法溶出系统中脱硅机改造
蔡江南1,杨中波2
(1.河南华慧有色工程设计有限公司 ,河南郑州 450041;2.中国铝业股份有限公司河南分公司自备电厂 ,河南郑州 450041)
针对工艺流程和原料性质的改变,将原有流程中的脱硅机实行改造后,不仅满足新流程的需要,而且大大降低生产成本。
烧结法 ;拜耳法 ;脱硅机 ;射线检测 ;渗透检测 ;局部热处理
1 脱硅机改造的背景
近年来,国内氧化铝矿石指标下滑。以一水硬铝石为主要原料,采用烧结法工艺进行氧化铝生产的企业举步维艰。此时国外优质矿石逐渐走进国门。这些进口矿主要是三水软铝石,且需采用低温拜耳法工艺进行氧化铝的生产。为降低成本,很多中铝旗下的老企业购买国外矿石,并对工艺流程和生产设备进行低温拜耳法改造。本文论述的脱硅机改造是对生产设备改造的一个范例。
2 脱硅机改造的原因
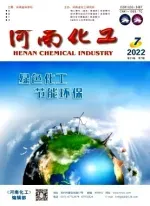
改造的脱硅机是烧结法氧化铝生产中使用的设备,原始结构见图 1。当其在拜耳法工艺中作矿浆溶出停留罐使用时,由于三水软铝石中石英、针铁矿等杂质磨损物含量较高,物料对容器底部半球形封头冲刷磨蚀十分厉害。在高温条件下停留使用一段时间后,石英等杂质在出料口底部便有大量结疤,需频繁清除。最终厚度为 20 mm的半球形封头,不到一年就因磨穿而更换,生产成本大大增加。为解决这些问题,我们对原脱硅机底部进行改造,以适应新工艺、新矿石的要求。改造结构见图 1。
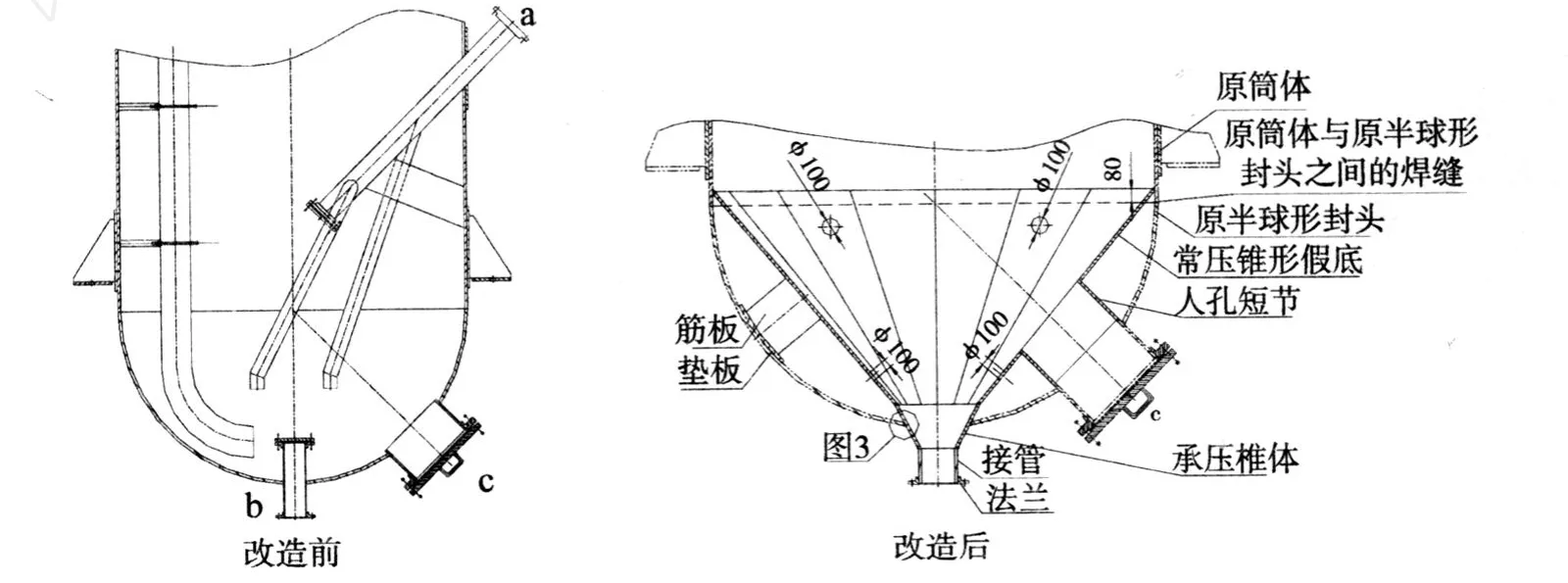
图 1 脱硅机改造前后对比
3 脱硅机改造的方法
脱硅机改造方案为:不废弃承压作用的半球形封头,同时在其内部增设常压锥形假底。常压锥形假底具有良好排料性和成本低廉的优点,既满足生产要求,又降低维修费用。
具体方案为:在距原筒体与原半球形封头焊缝向上 80 mm处,我们在脱硅机内部焊接常压锥形假底。为不破坏半球形封头,我们将滚压成形的常压锥形假底按图示要求纵分成16等份后,通过c人孔部件送到脱硅机内组焊成形。最后我们在其上下各开 4个Φ100 mm的小圆孔使之与半球形封头连通,达到不承压的目的。由于常压锥形假底在结构设计上保证不承压,我们选择经济实用的Q235-B钢板即可。与其对接的承压锥体,由于结构上是承压部件,我们需选择质量较好一些的 20R压力容器用钢板。考虑到口径越小,流速越快,冲刷磨损越严重,我们应适当增加承压锥体的厚度。
为防止锥形假底承料后产生形变变形或因剧烈振动而导致锥形假底与半球形封头处的焊缝脱焊,我们在锥形假底四周焊接筋板予以支撑。与筋板相焊的垫板,应与球形封头内球面贴合紧密后焊接定位。
因清理结疤和检修需要,我们将 c人孔做延伸处理。即增加一人孔短节与人孔接管焊接,并与锥形假底连通。我们将卷圆的钢板割成两个半圆并加工对接坡口后,运往现场通过 c人孔部件在脱硅机内组焊。此改造方案的好处为:由于磨损主要发生在常压锥形假底部件上,所以如出现磨穿现象,只需更换常压锥形假底,而不是承压半球形封头,从而维修费用较以前大大降低。
4 制造、检验和验收
4.1 制造
先将承压锥体、接管和法兰在车间内组焊成部件(1)运往现场。在脱硅机球形封头底部,按承压锥体实际插入孔径在球形封头上开孔。用机械冷加工方式按照图 2焊接结构图要求在球形封头上加工坡口。而后部件 (1)通过人孔送入脱硅机内部后,从球形封头底部开孔中穿出,与配对的管道法兰用螺栓螺母固定。最后按照图 2要求采用氩弧焊打底,手工填充的方式进行焊接。
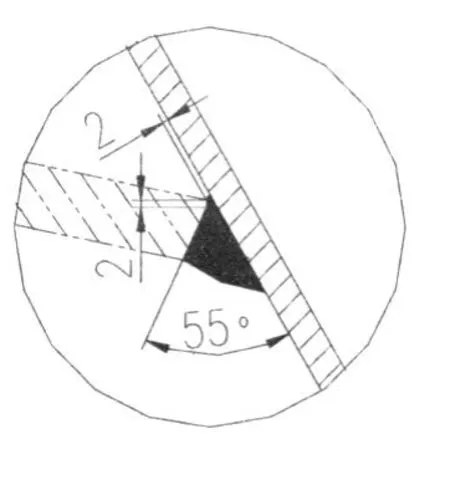
图 2 焊接结构图
将拆分好的人孔短节零部件通过 c人孔运到脱硅机内部组焊好后,再将拆分好的常压锥形假底零部件、筋板和垫板通过 c人孔也运到脱硅机内部,逐步对接组焊完成如图 2结构所示。常压锥形假底由于是非受压元件,所以其纵、环焊接接头可采用带钝边的V形焊缝,未注焊脚高度为相邻件薄者之厚度;法兰与接管的焊接按照相关的法兰标准。
改造的焊接按照 JB/T4709-2000《钢制压力容器焊接规程》进行,焊接材料按照该标准的原则选取。焊接前应做焊接工艺评定,焊接工艺评定按照JB/T4708-2000《钢制压力容器焊接工艺评定》进行。所有焊缝均为连续焊缝。
4.2 检验与验收
锥形假底上沿与脱硅机壳体的焊接接头应按照JB/T4730-2005《承压设备无损检测》进行 100%射线无损检测,射线检测的技术等级不低于AB级,合格级别不低于Ⅲ级,且不允许有未焊透。检验合格后,按照 GB150-1998《钢制压力容器》规定,采用履带加热的方式进行局部消除应力热处理。
承压锥体、接管和法兰组焊成型的部件 (1),应对其焊接接接头进行 100%射线无损检测,射线检测的技术等级不低于AB级,合格级别不低于Ⅲ级,并且不允许有未焊透。检测合格后进行退火处理消除内应力。部件 (1)与底部半球形封头的连接焊缝,要求采用氩弧焊打底,手工填充的全焊透工艺。焊接完成后进行渗透检测,Ⅰ级合格。经检验合格后,采用履带加热法进行退火热处理。
设备维修改造完毕后应进行水压试验。
5 结语
通过对改造后的脱硅机进行跟踪调查,此改造方案满足使用要求,降低维修更换成本,具有良好的安全性和经济性。此方案已在我厂推广开来。
[1] 杨海涛.压力容器的安全与强度计算[M].天津:天津科学技术出版社,1982.
[2] 中华人民共和国国家标准.GB150-1998《钢制压力容器》.国家技术监督局,1998.
[3] 《压力容器实用技术丛书》编写委员会编.压力容器制造和修理[M].北京:化学工业出版社,2004.
TQ051.8
:B
:1003-3467(2010)14-0037-02
2010-06-21
蔡江南(1982-),女,助理工程师,主要从事化工机械方面的研究,电话:25503920。