影像处理刀具测量仪标定
2010-09-26赵耀,张伟,李铸宇
赵 耀,张 伟,李 铸 宇
( 1.大连工业大学 机械工程与自动化学院, 辽宁 大连 116034;2.大连交通大学 机械工程学院, 辽宁 大连 116028 )
0 引 言
大连工业大学先进制造技术工程中心于2003年研制了基于图像的非接触式刀具几何参数测量仪,此测量仪集成了对刀仪的主要功能并且还具备对刀仪不具备的测量功能,并作为大连吉瑞精密钻头有限公司测量刀具几何参数的专用量仪。经过6年的不断发展和完善,已经成为成型产品投入市场。但由于加工误差、安装误差等因素的影响,测量仪的理想结构参数(光栅位置、丝杠螺距等)与实际的结构参数相比存在偏差,使得测量仪的结构参数模型不准确,影响测量仪的精度。为了使DJCLY92B测量仪更好地适应市场的需求、拥有更强的市场竞争力,大连工业大学先进制造技术工程中心于2007年11月启动了对DJCLY92B测量仪进行了精度分析的工作。
目前,解决该问题主要是采用标定的方法,识别测量仪安装以后的参数误差,以获得更接近实际的结构参数。测量仪运动学标定的基本原理就是利用运动学参数的实测信息构造误差函数,以误差函数最小化为目标函数,进而辨识出机构的运动学参数。
若采用传统的数控机床的标定方法,依赖精密的测量仪器,成本高昂,并且这些仪器在实际应用时都需要进行精细调整,因而耗时长、对操作要求高、应用不便,导致标定效率低[1]。本文介绍一种标定方法,它简单快捷,可满足中低档测量仪的精度要求。
1 DJCLY92B 影像处理刀具测量仪的结构及其工作原理
DJCLY92B测量仪的工作原理如图1 所示,其总体结构如图2。光栅位置、丝杠螺距等存在几何、运动、安装以及操作等各方面的误差,这些因素都会影响测量精度。

图1 测量仪工作原理
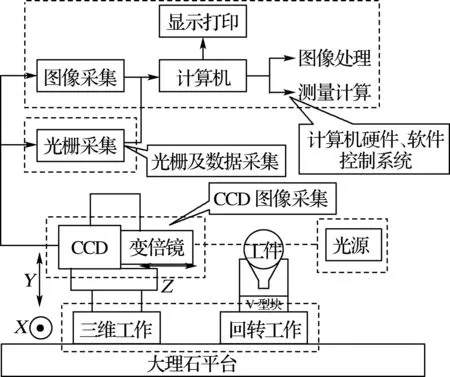
图2 DJCLY92B 影像处理刀具测量仪结构示意图
Fig.2 Schematic diagram of DJCLY92B cutting-tool measuring instrument
该DJCLY92B测量仪通过手动调节X、Y、Z工作台及回转工作台,确定物镜与被测刀具的相对位置,被测刀具通过光学变倍镜头组成像,经过CCD和图像采集卡,将被测信息传递到计算机中[2],如图1所示。操作过程中手动调节回转工作台和镜头焦距,使刀具成像清晰。采集刀具图像,再用十字光标手动采集刀具图像切削刃上的点,通过光栅传感器得到点的坐标位置,用拟合算法将线条拟合,再将图像点—线距离、线—线夹角、曲线的曲率半径等测量结果计算出来并显示在屏幕上。
2 误差来源及其初始精度
2.1 工作台的水平度
测量仪的所有零部件都是以工作台为安装基准,所以工作台的水平度对测量仪的精度有着至关重要的作用。所配置的工作台水平度和垂直度都经过严格检测符合设计要求[3]。
2.2 光栅尺的安装精度
测量数据的读取完全是靠光栅尺来完成,所以光栅尺对工作台的垂直度(Y轴)和水平度(X轴)对测量的累积误差有相当大的影响,其配置是成型产品,安装精度也经过严格测定符合本测量仪的生产标准[2]。
2.3 光 标
采集图像后,采点和采线都是靠软件中的十字光标来完成,十字光标两轴的线宽也会对测量结果造成很大的误差。目前十字光标的线宽误差是通过镜头的放大倍数来减小。线宽为一像素点,用40倍镜头将被测物放大后,十字光标线宽误差是微米级[3]。
2.4 人为误差
目前,测量仪还是靠操作者手动调节十字光标来完成对点和对线的工作,不同的操作者对于同一测量过程所得的结果也会有很大的差异。本文采用的是外置环型冷光源,降低操作者的视觉偏差。
2.5 其他误差因素
温度,湿度也是影响测量结果的误差因素,但对于适应生产现场使用的中档测量仪可以忽略。
3 标定方法
标定的目的是根据误差分析的基本原理和实测信息构造误差函数,以误差最小化为目标,进而辨识该仪器的合理误差,即使用中应该保证的精度。
传统的数控机床的标定方法,依赖精密的测量仪器,成本高昂,并且这些仪器在实际应用时都需要进行精细调整,因而耗时长、对操作要求高、应用不便、标定效率低。本文所介绍的标定方法,力求简单明了,便于操作。
3.1 测量方法
以测量仪的两活动轴X、Y和镜头的运动方向Z轴为三维坐标系,以图3所示的棋盘格型标准标定板为标准,根据测量仪的工作原理,通过十字刻线测量标准长度与软件读数的差值来估计测量仪的误差。
3.2 标定板安装
图3为棋盘格型标定板示意图。本次标定采用的是100 mm×100 mm玻璃板,其有效测量范围为79 mm×79 mm,采用激光刻线技术,其误差控制在3 μm以内。标定板采用一个相框型支架固定,支架上有微调螺母,可以调节标定板平面的位置。

图3 标定板
在镜头模块上固定一个百分表,以此来显示Z向的坐标数值,如图4所示,依据百分表的示数,通过支架上的微调螺母使标定板平面与工作台垂直。如果标定板平面对水平工作台的垂直度调整得好,在后续的工作中会减小计算量,达到快速简便标定的目的。
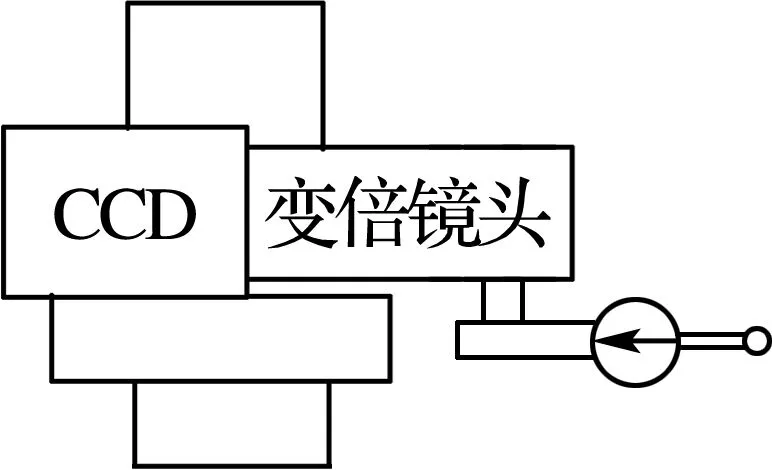
图4 Z轴示意图
3.3 测量评价
因为测量仪的标准刻线存在线宽误差,所以在测量过程中,用标准刻线去对齐被测物体的边缘时会有误差。在标定的过程中,所有线-线对齐的方式全部采用标准刻线的右侧去靠被测物体边缘的左侧,采用多次测量求平均值的方法来减小误差;线-点对齐的方式采用标准刻线的下侧去靠所采的点,采用多次测量求平均值的方法来减小误差。
3.4 测量基准的评价
以V型槽截面右上角的顶尖为标定的绝对零点,当十字刻线Y轴的右侧对齐所测图像的左边缘、X轴的下侧对齐所测图像的上边缘时,软件界面清零,百分表的指针对零。
调整好标定板平面与水平工作台的垂直度后,在标定板平面上随机采点,记录以软件X轴和Y轴以及百分表的读数为x,y,z值的坐标。
根据GB/T 17421.2—2000标准[4],测量点数必须大于5个,一般情况下,测量的点数根据行程的长度的增加而增加。所以实际测量过程中取32个点,如下所示:
x=[19.298, 19.298, 19.298, 19.298, 29.298,
29.298, 29.298, 29.298, 39.298, 39.298,
39.298, 39.298, 49.298, 49.298, 49.298,
49.298, 59.298, 59.298, 59.298, 59.298,
69.298, 69.298, 69.298, 69.298, 79.298,
79.298, 79.298, 79.298, 89.298, 89.298,
89.298, 89.298]
y=[18.69, 40.298, 62.834, 82.992, 18.69,
40.298, 62.834, 82.992, 18.69, 40.298,
62.834, 82.992, 18.69, 40.298, 62.834,
82.992, 18.69, 40.298, 62.834, 82.992,
18.69, 40.298, 62.834, 82.992, 18.69,
40.298, 62.834, 82.992, 18.69, 40.298,
62.834, 82.992]
z=[0, 0.018, 0.044, 0.061, 0.187, 0.214,
0.23, 0.258, 0.388, 0.412, 0.433, 0.459,
0.589, 0.613, 0.638, 0.66, 0.791, 0.815,
0.836, 0.859, 0.988, 1.011, 1.038, 1.054,
1.08, 1.209, 1.229, 1.249, 1.382, 1.40,
1.42, 1.44]
以上32个点是在标定板平面上一块矩形区域内取得,用matlab软件对以上数据进行多元回归分析[5],测到一个z关于自变量为x,y的函数z=-0.409 86+0.019 649x+0.001 208 1y,此为在测量仪坐标系里标定板的平面方程,如图5所示。
由此可计算出标定板平面与X、Y轴的夹角,尽管用支架上的微调螺母调整,但实际测量结果显示标定板平面与Y轴还是存在0.07°的误差,但这对竖直方向长度标准在铅垂面上的投影可以忽略不计。标定板平面与X轴有2.84°的倾斜,
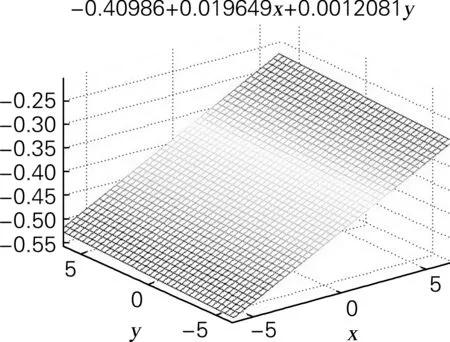
图5 Matlab程序拟合的标定板平面
因此可计算出水平方向长度标准在铅垂面上的投影与标准长度有1.2 μm的误差,即由镜头获取并显示在电脑显示器上的X轴标准长度为0.998 8 mm。
4 数据处理
4.1 对长度的标定
使用DJCLY92B测量仪以标定板一格为单位测量并记录数据。测量数据为标定板上每一格在铅垂面上的投影。对X轴、Y轴分别按正负向行程测量12次,记录数据如图6~9所示。
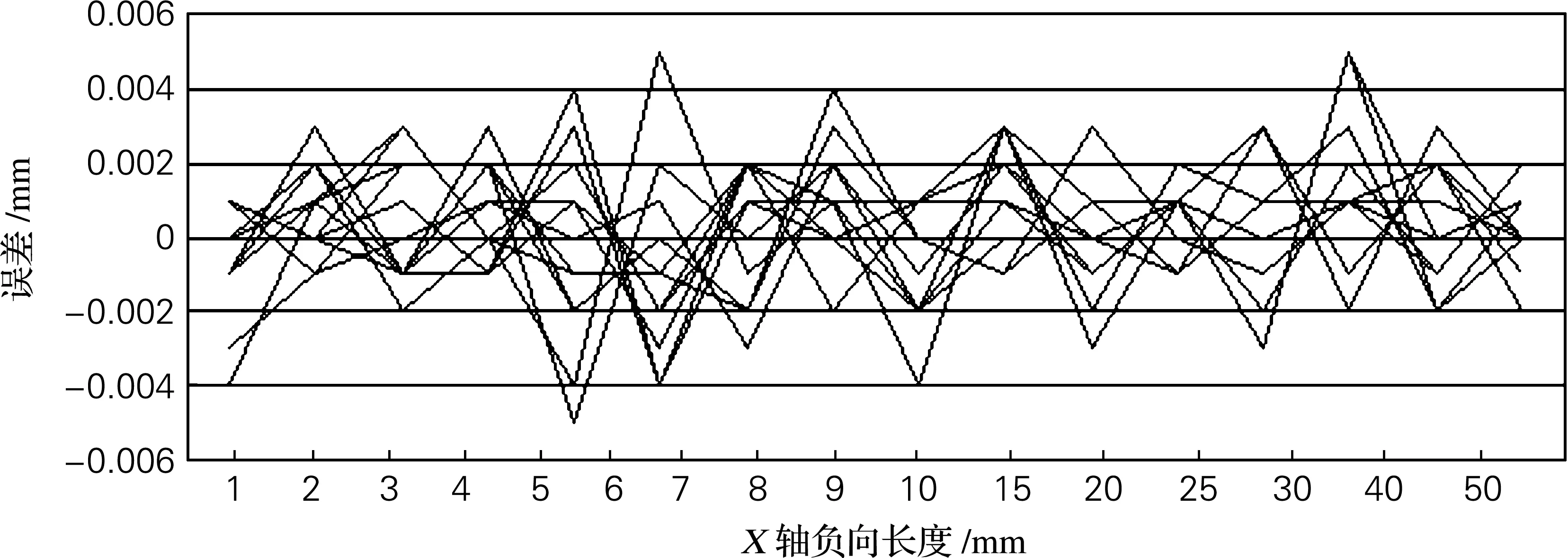
图6 沿X轴负向移动距离与误差
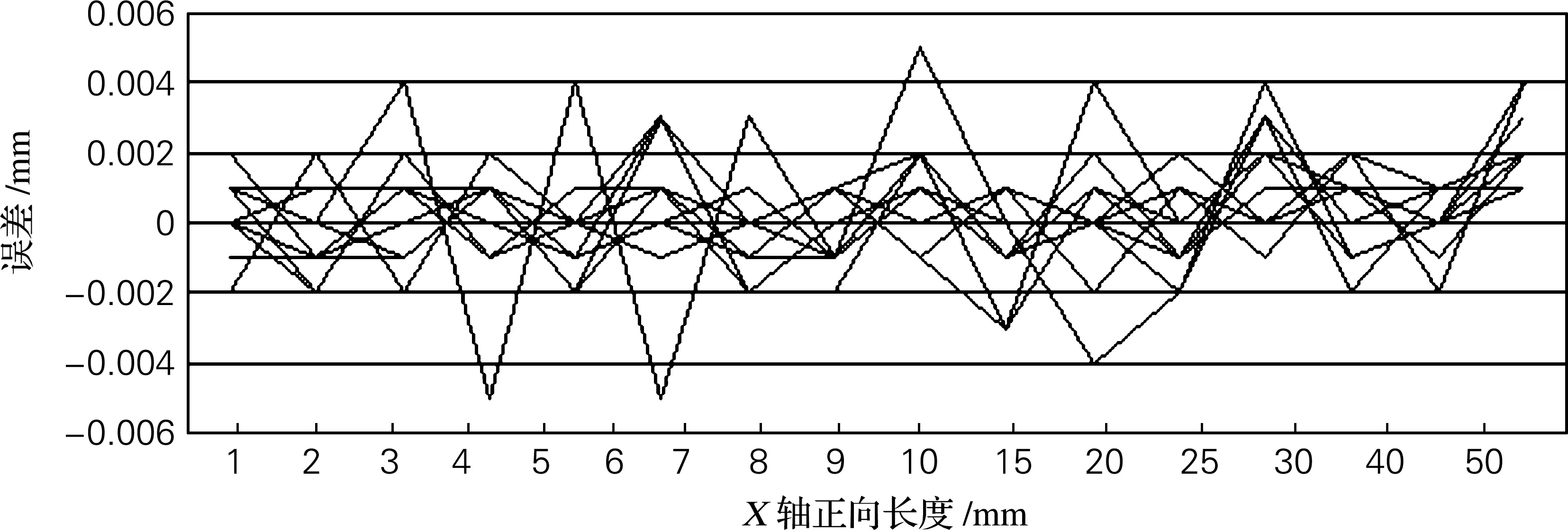
图7 沿X轴正向移动距离与误差
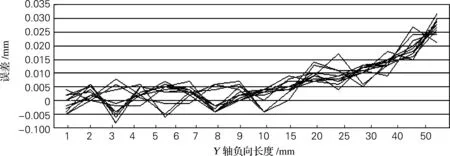
图8 沿Y轴负向移动距离与误差

图9 沿Y轴正向移动距离与误差
由图6~9分析数据可以看出,DJCLY92B测量仪X轴向的重复误差在6 μm内,Y轴向的重复误差随行程的增大而增大,因此可判断X轴传动丝杠和光栅尺安装精度好,Y轴的传动丝杠有较大的空程或是光栅尺与水平工作台的垂直度有偏差。
4.2 角度的标定
以标定板上水平和垂直方向上单元格的数量比值为三角函数,通过计算出的标准值与DJCLY92B所得的数据对比,来估算角度误差。图10所示是计算正切值为2的测量角度。
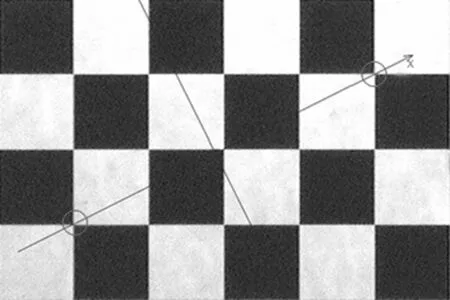
图10 角度测量示意图
表1为绝对零点的位置选取一块5 mm×5 mm格区域进行角度测量的测量数据。
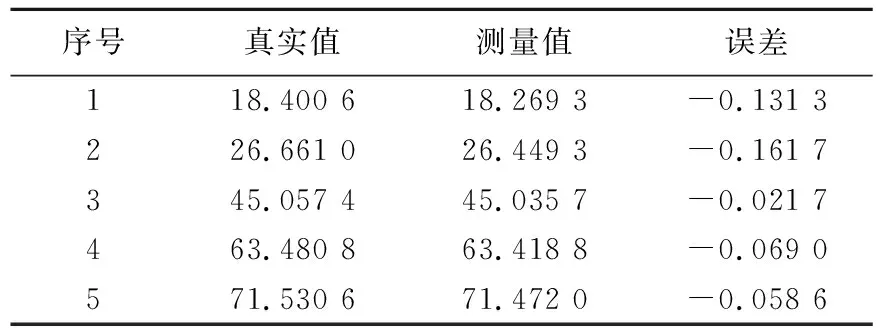
表1 角度测量记录数据
经过多次选择区域测量,DJCLY92B测量仪测得的角度数据误差在-0.18°~0.10°之间。因为标准图像为拍照所得的静止图像,所以误差的主要来源为刻线与选取点在重合过程中的认为误差。图像的清晰度在测量角度中很重要。
5 结 论
通过实验证明,在时间上,用此方法进行测量,可单人操作。从标定板的放置到计算出标定板平面需要1 h,对X,Y轴进行测量长度到数据处理需要3 h。此方法操作简便,对操作者无需特殊培训;同时其维护简单,维护费用低;能有效地适应对中档测量仪器的标定。
通过该方法所得到的信息和资料,是为后续精度补偿工作做准备的。关于本测量仪的精度补偿将另文阐述。在当前我国刀具检测设备发展阶段,该方法有参考、及推广应用的价值。
[1] 刘红奇, 李斌, 刘焕牢. 数控机床误差的快速标定及补偿技术[J]. 机床与液压, 2004(12):52-54.
[2] HAZRA L, KATO H, KURODA T. Practical inspection system of drill point geometry by using simple measurement jig and image processing[J]. Precision Engineering, 2001, 25:206-211.
[3] 国家质量技术监督局. JJG 938—1998. 刀具预调测量仪检定规程[S]. 北京:中国计量出版社, 1998.
[4] 国家技术监督局. GB/T 17421.2—2000. 机床检验通则 第2部分:数控轴线的定位精度和重复定位精度的确定[S]. 北京:中国标准出版社, 2000.
[5] 张德丰. MATLAB程序设计与典型应用[M]. 北京:电子工业出版社, 2009:141-142.