卫生陶瓷湿坯快速干燥的原理及应用
2010-09-15贾书雄
贾书雄
(咸阳陶瓷研究设计院 陕西咸阳 712000)
卫生陶瓷湿坯快速干燥的原理及应用
贾书雄
(咸阳陶瓷研究设计院 陕西咸阳 712000)
传统的卫生陶瓷干燥方式一直沿袭在成形车间内干燥,这种传统的方式因其高能耗、较长的干燥周期已经成为影响卫生陶瓷生产的一个瓶颈。随着能源成本不断加大,高能耗的生产方式已经成为企业成本中不可小觑的问题。较长的干燥周期对企业的整个生产过程影响较大,在品种更换频繁的现有生产方式下对生产的灵活性也产生较大的影响。笔者拟探讨卫生陶瓷的快速干燥对企业的可行性和经济性。
卫生陶瓷 快速干燥 湿坯 节能 清洁生产
前言
卫生陶瓷因为其复杂的结构形式和坯件的大型化趋势,其干燥过程越来越受到限制。目前大多数生产厂家受条件和认识的限制,仍然采用传统的低温存放烘干、干燥周期长、能耗高、生产条件恶劣。一直以来,因为受其成熟的传统生产方式等方面的缘故,卫生陶瓷湿坯干燥一直沿袭低效率的模式,但随着卫生陶瓷生产的灵活性需要,长时间的干燥周期对整个生产过程造成重大的影响。如何提高干燥速度,缩短卫生陶瓷的生产周期,提高生产的灵活性,对卫生陶瓷生产的影响有着深远的意义。另一方面,在能源廉价的时代,卫生陶瓷干燥过程中消耗的能源成本占生产成本比例较小,所以企业对湿坯的快速干燥能耗也一直不大重视。随着燃料价格的不断攀升,干燥过程消耗的能源占生产成本的比例不断升高,因此,节能的干燥方式对企业有着现实的经济意义。
1 干燥工艺
1)干燥的目的及干燥过程。首先要研究干燥对象中水分的存在方式,一般湿坯中所含的水分,按其结合形式不同,有3种存在方式:一是化学结合水(也叫结晶水),结合得最牢固,排出时需要较高的能量;二是吸附水,它是坯体在一定温度、湿度及流速的大气环境下,吸附在粒子表面上的水分。吸附在粒子周围的水分子层处于分子力场所控制的范围内,因而它的物理性质也与普通水不一样,其密度大,冰点下降,但并不是所有吸附水的性质都相同。单分子层的水分结合得最牢固,多分子层中的水分结合得较弱,随着离粘土粒子愈远而逐渐接近自由水。三是机械结合水,又称自由水,它分布在固体颗粒之间。随着原料本身带入并通过原料的混合、制浆等过程再次增加了坯体的含水量,并在颗粒之间、毛细管内广泛存在。
干燥过程所研究的主要就是湿坯中的机械结合水的排出,即通过干燥将坯体中的机械结合水(自由水)排出坯体,使坯体由湿态转化到干态,从而保证坯体的后续修磨、施釉、烧成等。因为坯体的吸附水不论在干燥过程的任何阶段,都是客观存在的,其在坯体内的比例与所处环境的相对湿度相对应。如湿坯在干燥的环境里存放一段时间后,其吸附水的比例会减少到与干燥的环境相对湿度平衡,比例下降。但在相对湿度较大的存放环境下,它又会很快从其周围的空气中吸收水分,使其表面湿度与环境湿度达到平衡,即达到一个高的比例。至于结晶水,则要在更高的温度下(即烧成过程中)才能排除。
2)干燥过程的分类。针对卫生陶瓷的成形特点,可以将卫生陶瓷的湿坯干燥划分为自然干燥和人工干燥两个阶段。卫生陶瓷湿坯成形后,因为其初期强度较低,很难从模具里取出或搬运,此时需要对湿坯进行自然干燥,增加坯体的初期强度。自然干燥的目的是使湿坯强度增加,以便进行搬运、湿修操作,或者为修坯后的坯件进行较高温度下的干燥作准备。受条件所限此阶段的干燥速度和排出水分较少,而且由于坯体强度较差的缘故,无法集中进行人工快速干燥,所以此阶段也算人工干燥的一个前期准备阶段。自然干燥过程一般不适宜坯体长距离的搬运,存放在修坯线上完成是目前被广泛采用的方法。以前的生产方式是将湿坯搬运至储坯架上,长时间慢速干燥,这也是我们将人工干燥单独划分出来进行研究的目的所在。
人工干燥的过程是大量排除湿坯中的机械结合水分,使其强度进一步提高,以便进行施釉、装烧等操作的一个必要阶段。由于此阶段坯体的强度已经足以保证运输和存放的需要,所以适宜进行集中的、快速的干燥。科学的人工干燥是遵循干燥的基本理论,对湿坯进行科学的、快速的干燥,并在干燥过程中减少燃料消耗、缩短干燥周期。
3)干燥的原理。干燥过程就是坯体中水分排出的过程,坯体表面的水分以蒸气形式从表面扩散到周围介质中去,这就是表面蒸发或外扩散过程。当表面水分从内部向外表面移动时,坯体内部与外部之间就形成湿度梯度,内部的水分会沿着颗粒之间的毛细管向外移动,这个过程叫内扩散。内扩散过程一直进行到坯体内的自由水排尽为止。外扩散过程,主要决定于周围空气的温度、湿度、流动速度及与坯体的接触情况。如坯体中瘠性物料愈多、颗粒愈粗,则坯体中的毛细管也愈粗,愈有利于水分往表面移动。坯体内的温度高,水的粘度则显著减小。
干燥过程中,坯体随着水分减少而体积发生收缩。如果坯体各部分收缩不均匀,坯体将会产生变形甚至开裂的应力。对于卫生陶瓷产品,由于其造型复杂,尺寸变化较大,甚至有些部位需要粘接,因此研究干燥过程的变形就显得十分重要。这也是造成卫生陶瓷湿坯干燥缓慢的深层次问题。如果换一个思路,我们不一定需要详细了解卫生陶瓷的湿坯在干燥过程中的变形,只需了解它在干燥过程中的变化规律是否就可以控制其干燥的速度呢?事实证明是可以的。正如我们不需要通过一个灯泡的形状经过复杂的计算来求得其体积一样,我们只需要通过将灯泡浸入水中并测量其溢出的水的体积一样可以计算出其体积。这就是一个方法的问题了。关于干燥的方法,干燥的基本原理是什么,我们只是加以利用就可以了。
4)干燥阶段及特点。卫生陶瓷湿坯体的干燥过程一般可分为3个阶段:加热阶段、等速阶段和降速阶段。各阶段工艺过程如图1所示。
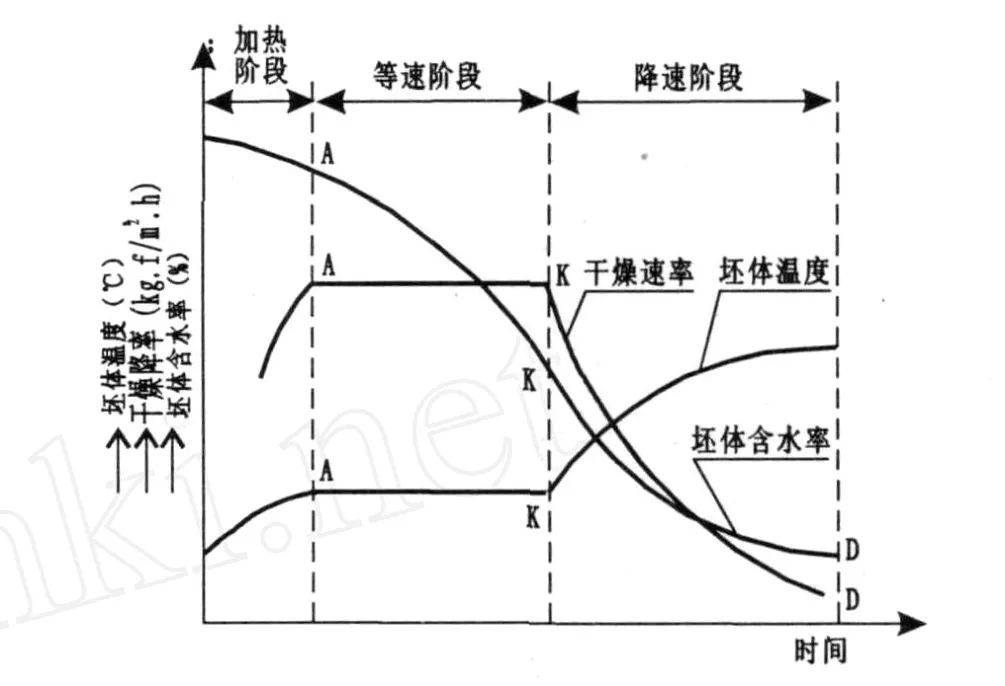
图1 坯体干燥过程的阶段示意图
在加热阶段,坯体表面被加热到载热体湿球的温度时(图中A点)。这时干燥速率很快增长到一恒定值,坯体吸收的热量等于它蒸发水分所消耗的热量。在此阶段,坯体中的水分减少,表面温度升高,干燥速率增大,但此阶段的时间不长。
等速阶段坯体表面温度一直不变,等于热空气的湿球温度。本阶段内坯体温度不变,干燥速率不变,所以叫等速干燥阶段;这一阶段中随着自由水的减少,坯体体积发生收缩。
当等速阶段终了(图l中K点)时,坯体内部水分的扩散速度开始小于表面水分的蒸发速率,干燥速率开始降低,即由等速阶段转入降速阶段。
图1中的K点是由等速阶段转为降速阶段的转折点。此时,坯体内所含的水分叫临界水分。临界水分用全物料的含水量表示,它不是固定不变的,它与干燥速率、坯体厚度、内扩散等有关。若干燥速率大,坯体又厚,则内扩散困难,坯体表面较早达到不完全润湿状态,坯体内外的临界点也不是同时到达,所以,整个坯体的临界水分增高。因此,正确地测定坯体的临界水分和控制好等速干燥阶段的干燥速率对于型大、壁厚、形状复杂的坯件尤为重要。
降速阶段。在此阶段坯体内部水分移动速度小于表面水分蒸发速度,蒸发强度及热能的消耗大大降低。当其他条件不变时,坯体的平均温度升高,热量向内部传递,蒸发移向坯体内部。由于水分越来越少,阻力越来越大,故干燥速率下降,待坯体水分达到平衡水分时,干燥停止,干燥速率变为零。
2 应用分析
1)根据干燥的基本原理,卫生陶瓷湿坯的干燥等速阶段是整个干燥过程的控制关键点。在此阶段,坯体的干燥速率不变,坯体的体积变化较大,所以也较易产生干燥缺陷。控制此阶段的干燥速率是关键阶段的关键因素。分析干燥速率的影响因素,如配方中的阳离子比例、颗粒大小、坯体的造型变化、坯体的厚度变化、坯体的粘接部位,合理确定此阶段的干燥速率,对于提高干燥速度,提高干燥合格率尤为关键。
2)等速阶段干燥速率的定量确定在实际操作中难度很大,这是因为其影响因素很多。湿坯的干燥制度是通过干燥曲线来表现的,干燥曲线的基本参数是温度与时间。所以确定等速阶段的温度和时间两个参数,就可以达到控制干燥速率的目的。
介于干燥速率的影响因素较多,实际的确定过程是极其复杂的,传统的方法即采用经验值。现在绝大多数的卫生陶瓷生产企业仍将湿坯存放在车间内,温度控制为30~42℃,相对湿度控制在60%~90%,即是车间内干燥所确定的干燥速率对应的干燥曲线,在此温度条件下的干燥速率处于很低的水平。
3)在成形车间内干燥虽然有其传统的优点,如坯体的均化程度较高,成形应力在较长的干燥过程中容易得到均衡,对后续的生产有利。但这种方法也存在几大缺点。①干燥效率很低,周期很长。车间内的干燥方式一般干燥周期在48 h以上,大件、复杂造型的产品需100 h以上,很不利于快速生产的需求;②由于堆放架的位置和车间供热的不均匀性,湿坯的单件干燥水分差异较大,产品稳定性较差。一般地,坯架上方的湿坯会较早得到干燥,而底部的湿坯达到干燥的时间则较迟。实际运输时,往往由于时间的关系和班次的关系上、下坯体会被同时运输至下一道工序,而忽略了其干燥的水分差异。
存坯(干燥)架由于大多在成形车间内与成形线一起布置,所以为保证湿坯的干燥,整个成形车间需要长期的保持较高的温度、湿度,这样就需要大量的热耗。据测算,湿坯在成形车间内的干燥能耗至少要在14 000 kJ/kg以上,甚至达到20 000 kJ/kg。这部分的耗热虽然根据室外的温度条件可以进行部分的供给,但直接的供热平均也在1 0000 kJ/kg以上,所以,仅坯体干燥一项所需的耗热是相当可观的。
随着成形车间的建设条件改善,部分的卫生陶瓷生产企业建设了大面积的成形车间,车间内的保温、保湿条件提高,散热减少,能源利用率提高。但对坯体的干燥也相应带来了一系列的负面影响,如车间湿度过大,车间内的顶部经常结露,冷凝水从房顶滴落,不得不在坯架和坯体的顶部再次增加防水条件。这就说明成形车间的湿度过大实际对坯体的干燥极为不利,对坯体的干燥速度也是有负面的影响的。成形车间的生产条件因为长时间的高温、高湿,对于成形工人的工作环境也造成恶劣的影响。
4)根据以上分析,并结合卫生陶瓷的湿坯干燥现状,提出湿坯快速干燥的几个思路。①卫生陶瓷的快速干燥需要遵循干燥的基本原理;②卫生陶瓷的湿坯干燥需要解决几个问题:能耗高、效率低、质量不稳定、周期长等;③与成形环境混合在一起,干燥条件的保障影响到成形工作的环境。
3 快速干燥的应用
1)快速干燥的条件。卫生陶瓷湿坯的快速干燥无论是在车间还是在专门的干燥室内,要想快速干燥就必须提高等速干燥的速率,及时分析干燥速率的影响因素,制定关键参数,在此主要是提高等速阶段的干燥温度。
而要达到以上的条件,湿坯在成形车间内存放于储坯架上进行干燥显然是比较困难。解决这个问题的最好方法就是将坯体集中在专门的干燥室内进行集中干燥。这样既能有效地集中利用供热对湿坯进行专门的干燥,又能彻底改善成形车间的工作环境。
2)快速干燥的效率。首先要深入理解干燥的原理,二则就是改善干燥的低效率,传统的干燥周期为2~4 d。如何缩短干燥周期,并保证坯体质量,快速干燥应该放在首位来进行考虑。
从干燥的阶段分析,我们可以看出,如何提高干燥效率,实质上就是要对干燥的等速阶段进行有效控制,而要实现这一目标,需要有配套的设备做保障,还应有干燥的经验作为技术支撑。
配套装备方面在以前的资料中已经有过介绍,如少空气快速干燥装备等目前技术条件已成熟,可以保障干燥的条件。干燥工艺上可以结合干燥的原理进行针对性的设置外,也可以采用一些成熟的试验参数进行操作。据了解,快速干燥技术应用最好的目前已经可以控制干燥周期在8 h以内,干燥效率大大提高。图2是一种快速干燥设备的运行曲线。

图2 少空气快速干燥器干燥曲线
3)干燥成本评价。将湿坯集中起来进行干燥的方式也有几种,如集中的隧道式干燥、室式干燥,这些方式虽然将坯体集中,但干燥的温度很低,尤其湿度不做控制,所以容易产生干燥缺陷。由于干燥温度低,所以干燥周期较长,这种方式一般可以稳定在2 d左右。集中在一起进行干燥,最大的特点是湿坯干燥的均匀性有所改善。但此处主要讨论的是快速干燥的方式,所以需要对快速干燥的成本进行必要的核算。
据公开的资料,国内先进的快速干燥器干燥能耗已经可以控制在5 000~6 500 kJ/kg,干燥周期稳定在6~8 h。对比传统的卫生陶瓷湿坯干燥,能耗降低60%以上,周期缩短80%以上,所以快速干燥的运行成本相当低。在当前能源成本越来越高的条件下,卫生陶瓷企业如何有效控制生产成本尤其燃料成本势必在竞争过程中起到关键作用。
4)产品质量问题。目前,国内卫生陶瓷生产的大部分企业都没有采用集中的湿坯干燥方式,作为卫生陶瓷生产的一个关键环节,坯体干燥的均匀性对后期的施釉、烧成有很大影响。所以,卫生陶瓷生产要上档次,核心就是控制产品质量的稳定性,通过调研发现,国内产品档次较高的几个品牌,湿坯干燥普遍采用了进口的快速干燥设备,所以其外在釉面质量、内在坯体质量都相对较稳定。
4 结论
卫生陶瓷作为一种造型复杂,注浆成形含水率较高、坯体薄、变化大的硅酸盐产品,其湿坯的干燥只要遵循干燥的基本原理,完全可以实现快速干燥。受传统干燥方式的影响,低温、慢速的干燥方式一直为大多数工厂沿用。在能源紧张、价格不断攀升的今天,忽略干燥环节的能耗成本等于放任自己的产品处于高成本、低竞争的劣势下。
为了提高卫生陶瓷产品的质量,降低生产成本,缩短生产流程的周期,需要从生产过程的各个控制点抓起,这一点应该引起生产企业的重视。干燥过程的控制对于产品质量的稳定性有着至关重要的作用,传统的、落后的、低效的、高能耗的干燥方式应该尽早淘汰。这不仅是一种生产方式的革新,更是企业生产灵活性的一个革新,尤其是企业节约成本的一条途径。
1 贾书雄.少空气快速干燥器在电瓷行业的应用.电瓷避雷器,2004(4):13~16
2 刘明福,贾书雄.卫生陶瓷快速干燥工艺技术研究.全国性建材科技期刊——陶瓷,2006(5):17~18
3 贾书雄,刘明福.少空气快速干燥器在陶瓷行业的应用前景.2005年国际陶瓷工业发展论文集,北京:中国建材工业出版社,2005
4 孙晋涛,孙承绪,徐佐璋.硅酸盐工业热工过程及设备.北京:中国建筑工业出版社,1985
5 于丽达,陈庆本.陶瓷设备热平衡计算.北京:轻工业出版社,1990
6 湖南轻工业学校.陶瓷工业热工设备.北京:轻工业出版社,1989
7 中国硅酸盐学会陶瓷分会建筑卫生陶瓷专业委员会,中国建材咸阳陶瓷研究设计院.现代建筑卫生陶瓷技术手册.北京:中国建材工业出版社,2010