宽板坯连铸二冷区喷嘴冷却特性研究
2010-09-14程常桂万文成刘中天
程常桂,万文成,车 芳,余 乐,刘中天
(武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081)
宽板坯连铸二冷区喷嘴冷却特性研究
程常桂,万文成,车 芳,余 乐,刘中天
(武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081)
根据宽板坯连铸实际工况条件,测定不同冷却条件下喷嘴的冷却特性曲线,分析不同喷嘴布置与连铸实际需要条件的关系。结果表明,喷嘴水流密度峰值随着冷却水量的增加而变大,水流覆盖区域变宽;当喷嘴冷却水量过大时,水流密度分布均匀性不好;气体压力对喷嘴水流密度分布影响不大;双喷嘴喷淋水重叠区的叠加效应随着左边喷嘴冷却水量的递减呈明显的下降趋势,随两喷嘴间距的变大而逐渐减弱;喷嘴间距为450 mm时,铸坯表面喷淋水流密度分布更为合理。
宽板坯;连铸;喷嘴;冷却特性
连铸过程中,二冷区冷却效果的好坏与连铸机产量和铸坯质量密切相关[1],合理的冷却制度应确保铸坯拉坯方向温度分布符合冶金准则,宽面温度分布尽可能地均匀。在连铸二冷区的几种传热方式中,可便于控制的是喷淋水与铸坯表面间的热量传递,这与二冷区冷却喷嘴的热态特性和冷态特性密切相关。在充分了解喷嘴冷却特性基础上进行优化配水有利于提高铸坯的质量。文光华等[2]在对喷嘴冷却特性研究分析的基础之上,了解喷嘴的布置方式对铸坯冷却效果的影响,较好地解决了铸坯角部横裂纹和三角区裂纹问题。齐彦峰等[3]指出喷嘴的水流密度分布均匀能使铸坯各部位的冷却速率达到一致,坯壳厚度生长均匀,不会造成应力集中,否则在铸坯内部易产生热应力而导致裂纹的形成。
国内某钢厂在生产宽板坯的连铸过程中,由于宽面配水不合理,出现了铸坯角部温度比面部温度低很多的现象,导致铸坯产生近角部横向裂纹缺陷,动态轻压下技术的应用效果也受到影响。本文结合该铸机实际工况条件,通过试验测定二冷区单喷嘴、双喷嘴重叠条件下的水流密度分布规律,研究铸坯宽面方向水流密度分布与喷嘴间距、各喷嘴水流量之间的关系,为优化铸坯宽面配水方案,改善喷淋水与铸坯表面间的传热过程提供可靠的试验基础;为实现铸坯宽面表面温度的均匀化,消除该宽板坯的近角部横裂纹缺陷提供理论依据。
1 试验
1.1 试验装置及方法
不同二冷分区的冷却喷嘴型号及冷却水量存在差异,但总体来看,冷却水量、压力及喷嘴间距对喷嘴冷态特性的影响规律相似,因此本文仅以国内某钢厂宽板坯连铸机二冷5区喷嘴作为研究对象。该铸机在二冷5区宽面每排安装4个型号相同的气-水雾化喷嘴,喷嘴的喷射高度为300 mm,喷射角为110°,均匀布置在铸坯宽面上方,可较好地覆盖连铸宽板坯宽面,其中外侧两个喷嘴(用M表示)为一个冷却回路,内侧两个喷嘴(用C表示)为一个冷却回路,喷嘴安装布置如图1所示。
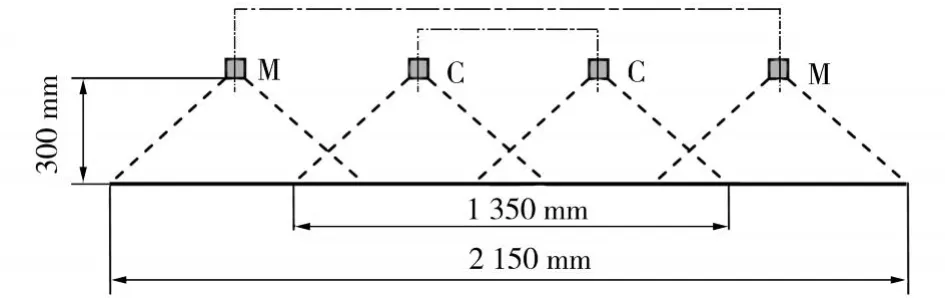
图1 连铸二冷5区喷嘴布置示意图Fig.1 Sketch of nozzle arrangement in the fifth secondary cooling zone of continuous casting
采用集水瓶法[4]来研究连铸冷却喷嘴的水流密度分布情况,试验装置由冷却水系统、供气系统和集水器组成,如图2所示。试验时,通过调节冷却水系统、供气系统以及喷嘴间距,便可测试出不同工艺条件下喷嘴的水流密度分布状况。
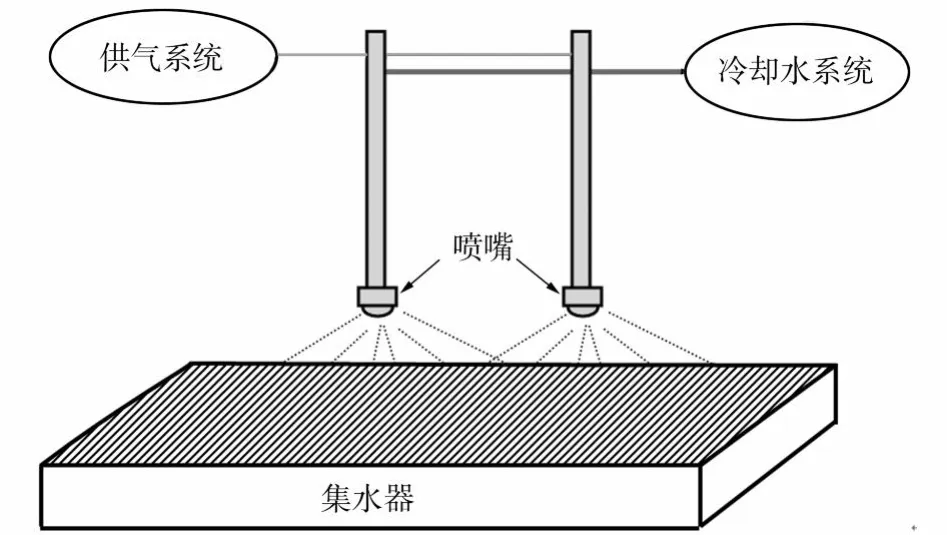
图2 喷嘴冷却特性测定装置示意图Fig.2 Sketch of testing device of nozzle cooling characteristics
1.2 试验条件
由于喷嘴在宽面分布的对称性,试验过程中,只进行了单喷嘴及双喷嘴的冷却特性测定试验,每一喷嘴的冷却水量均由实际工况条件转换而来。
单喷嘴冷却特性测定的试验条件如表1所示。采用外侧喷嘴工艺条件进行试验的目的是获取不同冷却水量条件下铸坯两外侧的水流密度分布,采用内侧喷嘴工艺条件进行试验的目的是为铸坯内侧单、双喷嘴试验提供对比试验数据。
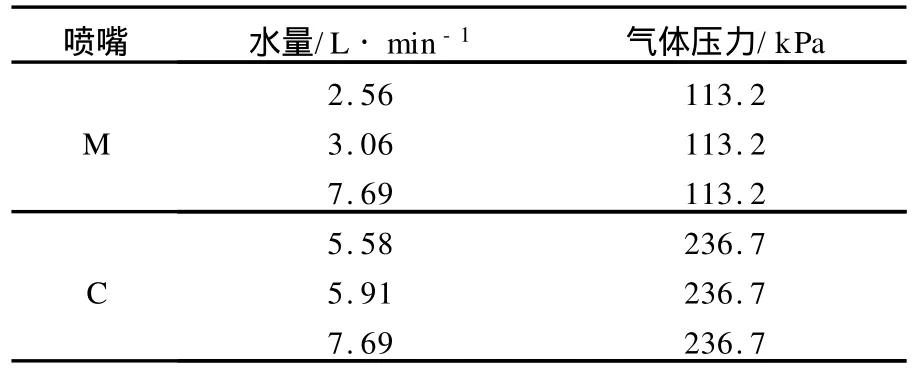
表1 单喷嘴冷却特性测定试验条件Table 1 Experimen t condition of single nozzle cooling characteristics testing
双喷嘴试验条件有两种情况:①外侧和内侧采用两种不同喷水量,用于测量外侧喷嘴和内侧喷嘴之间的水流密度分布,当喷嘴间距为450 mm,用于测定内外两侧喷嘴间水流密度分布冷却特性的试验条件如表2所示;不同喷嘴间距下,铸坯宽面内外两侧喷嘴冷却特性的试验条件
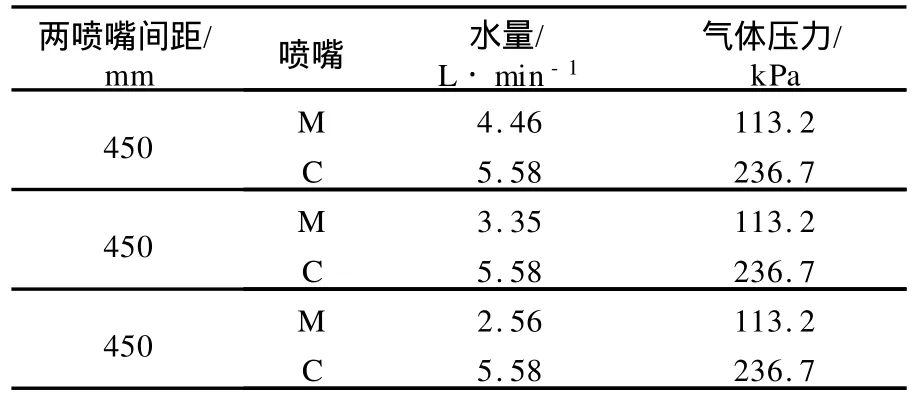
表2 喷嘴间距相同时内外两侧喷嘴冷却特性测定试验条件Table 2 Experimen t condition of cooling characteristics testing of themedial and outer nozzlesat the same spacing intervals
如表3所示;②内侧两喷嘴冷却水量相同,用于获取铸坯宽面内侧两喷嘴之间的水流密度分布规律,试验中,喷嘴间距分别为400、450、500 mm,喷嘴水流量均为5.58 L/min,喷嘴气体压力为236.7 k Pa。
表3 喷嘴间距不同时内外两侧喷嘴冷却特性测定试验条件Table 3 Experiment condition of cooling characteristics testing of themedial and outer nozzlesat different spacing intervals
2 结果与分析
2.1 单喷嘴的冷却特性
采用表1试验条件,分别进行了两组单喷嘴冷却特性测定试验。当喷嘴位于铸坯宽面外侧(M),喷嘴气体压力为113.2 kPa,喷嘴水量分别为2.56、3.06、7.69 L/min时,测得的水流密度分布曲线如图3所示。当喷嘴位于铸坯宽面内侧(C),喷嘴气体压力为236.7 kPa,喷嘴水量分别为5.58、5.91、7.69 L/min时,测得的水流密度分布曲线如图4所示。为便于分析气体压力对喷嘴水流密度的影响规律,对喷嘴水量为 7.69 L/ min,气体压力分别为113.2、236.7 kPa时的水流密度作图,得到其分布曲线如图5所示。
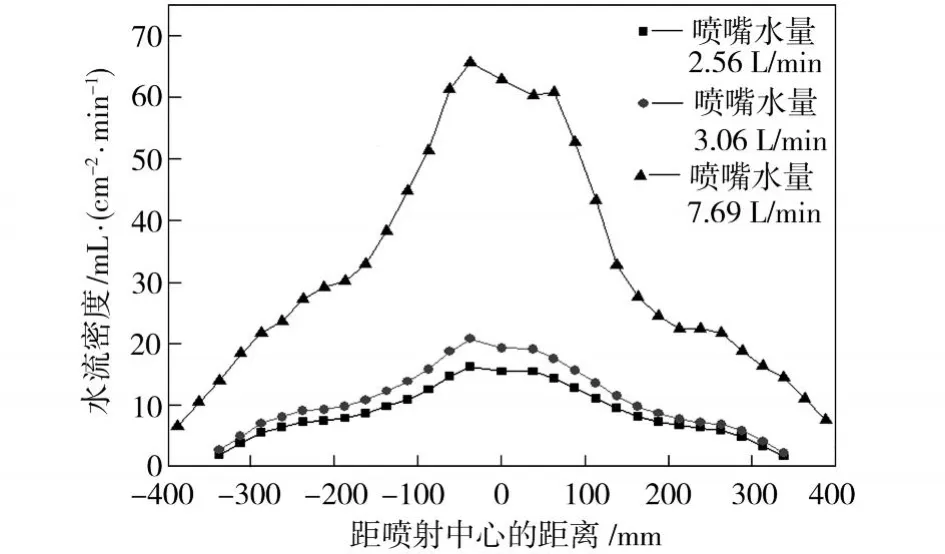
图3 喷嘴处于外侧时水流密度分布Fig.3Water volume density distribution of outer nozzles
由图3、图4中可知,当喷嘴气体压力一定时,喷嘴水流密度峰值随着冷却水量的增加而变大,水流覆盖区域变宽;当水流密度过大时,水量集中分布在喷嘴中心区域,水流密度分布均匀性不好;当喷嘴水量较小时,水流密度分布曲线变化平缓,水量分布均匀性得到改善。这表明,冷却水量较小时,铸坯在宽面上所受到的冷却强度均匀性更好,角部受到的冷却强度要低得多。对于宽板坯连铸而言,铸坯角部受到宽度、厚度两方向传热的叠加效应影响,角部温度往往过低,考虑到这一特性,降低铸坯喷嘴外侧水量有利于改善铸坯在宽度方向的冷却均匀性。
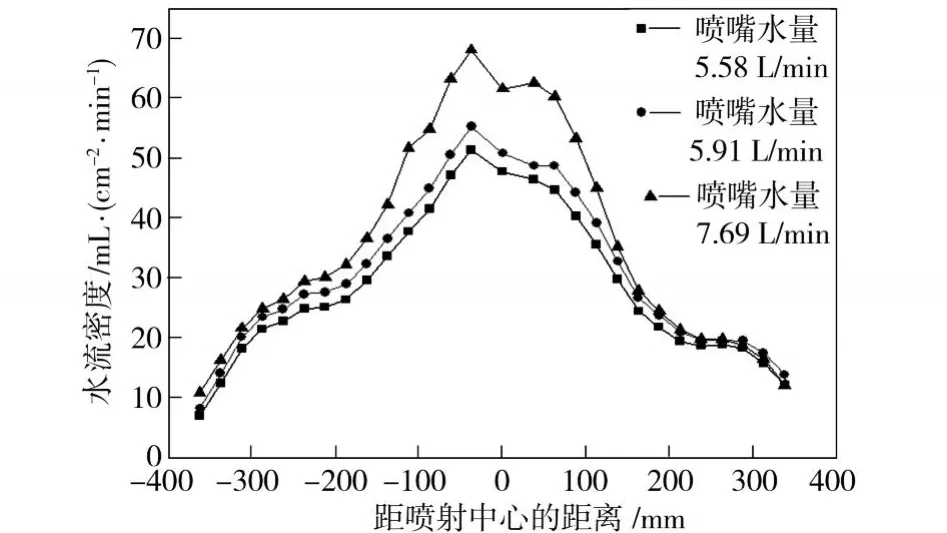
图4 喷嘴处于内侧时水流密度分布Fig.4 Water volume density distribution of medial nozzles
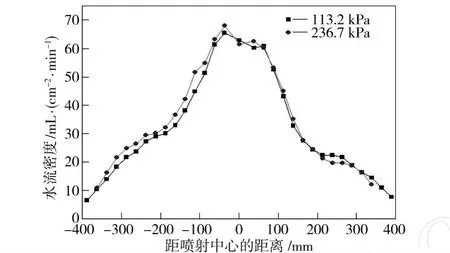
图5 气体压力对水流密度的影响Fig.5 Relationship between theair pressureand water volume density
由图5中可知,当喷嘴水量一定,气体压力增大时,喷嘴水流密度峰值变化不大,但中心水流密度较大,区域略有变宽,气体压力对喷嘴冷却特性的影响主要可能还是在于细化水滴直径及增加水滴流速方面。
2.2 冷却水量对双喷嘴冷却特性的影响
两喷嘴间距为450 mm,其中一喷嘴(C,右边喷嘴)的冷却水量为5.58 L/min的条件下,另一喷嘴(M,左边喷嘴)的冷却水量按一定比例递减,在表2所示的试验条件下,双喷嘴水流密度分布曲线如图6所示。由图6中可知,双喷嘴喷淋水重叠区的叠加效应随着左边喷嘴冷却水量的递减呈明显的下降趋势;双喷嘴喷射宽度无明显的变化,约为1 070 mm左右;当左边喷嘴水量为4.46 L/min时,左侧喷嘴中心区域水量分布相对集中,随着左边喷嘴水量的递减,左侧喷嘴中心区域水流密度迅速降低;当左边喷嘴水量为3.35 L/min时,从右侧喷嘴中心区域到整个喷淋区左侧,水流密度整体呈减小趋势,且左侧喷嘴中心区域水流密度分布相对较均匀;当左边喷嘴水量为2.56 L/min时,铸坯角部所受的冷却强度最弱,可有效防止铸坯角部过冷,这有利于生产高质量的连铸宽板坯。
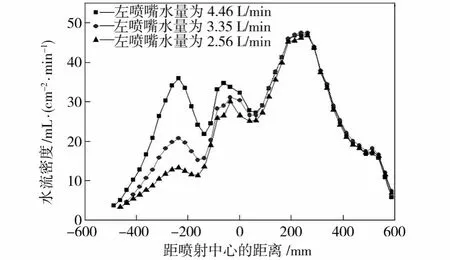
图6 不同冷却水量下双喷嘴水流密度分布图Fig.6 Water volume density distribution of double nozzles at different cooling water volumes
2.3 喷嘴间距对双喷嘴冷却特性的影响
喷嘴间距不同,铸坯宽面内侧(C)和外侧(M)的两喷嘴气体压力均为236.7 kPa,喷嘴水量均为5.58 L/min时,测得的水流密度分布曲线如图7所示。由图7中可知,当两喷嘴气体压力和冷却水量均相同时,喷淋水重叠区的叠加效应随着两喷嘴间距的增大而逐渐减弱,即喷淋水重叠区所对应的水流密度峰值呈明显的下降趋势。两喷嘴间距增大时,喷射水流所覆盖的范围也随着变大,当间距为500 mm时,最大的喷射宽度约为1 200 mm。当喷嘴间距为400 mm时,重叠区的冷却强度较其余部分的要大,喷嘴水流密度分布曲线变化较陡;间距为500 mm时,两喷嘴下方的水量分布相对集中,冷却效果不均匀;而间距为450 mm时,重叠区和两喷嘴所对应的水流密度峰值相差不大,整体上冷却水量分布较均匀,冷却效果也较好。
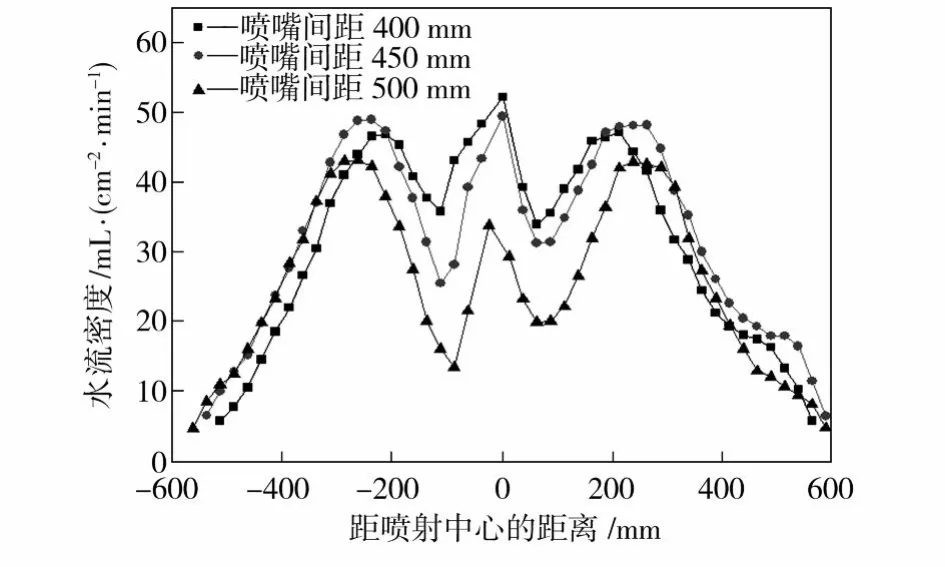
图7 相同喷嘴水量下双喷嘴水流密度分布图Fig.7 Water volume density distribution of double nozzles at the same spraying water volume
当铸坯宽面外侧喷嘴(M)气体压力为113.2 kPa,喷嘴水量为2.56 L/min,铸坯宽面内侧喷嘴(C)气体压力为236.7 k Pa,喷嘴水量为5.58 L/ min时,改变两喷嘴的间距,测得的水流密度分布曲线如图8所示。由图8中可知,当喷嘴布置间距增大时,双喷嘴喷淋宽度变化不明显,最大喷射宽度约为1 100 mm;双喷嘴喷淋重叠区的喷淋水叠加效应随着喷嘴间距的增大呈明显的减弱趋势,当喷嘴间距为400 mm时,在两喷嘴重叠喷淋区存在一明显的峰值,间距为500 mm时,除在喷淋重叠区有一较小峰值外,在该峰值两侧存在较明显的峰谷区,间距为450 mm时,喷淋重叠区的峰值较小,峰谷也较浅。对于宽板坯连铸而言,有时为了达到铸坯角部复热的效果,希望水流密度从铸坯中心向两侧逐步减小,对比图8情况来看,明显可见间距为450 mm更为合适。
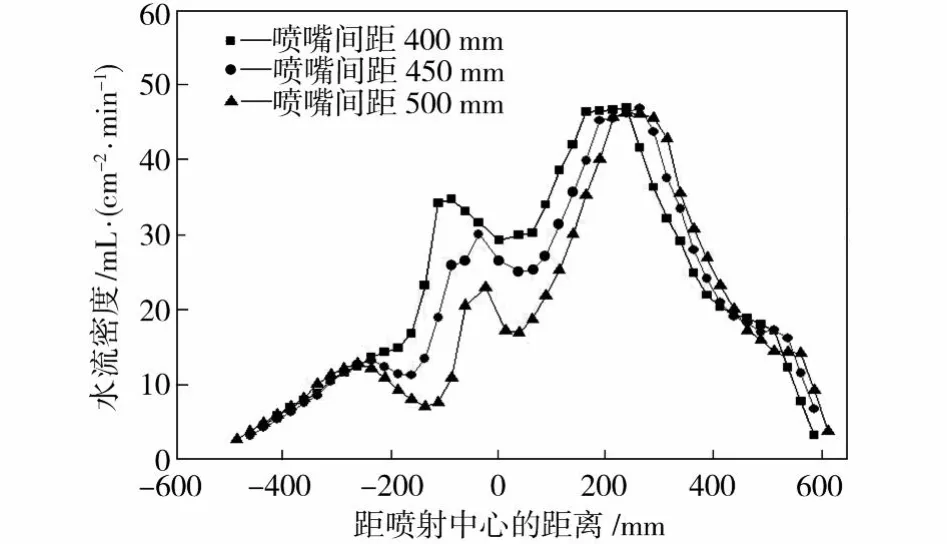
图8 不同喷嘴水量下双喷嘴水流密度分布图Fig.8 Water volume density distribution of double nozzles at different spraying water volumes
3 结论
(1)喷嘴水流密度峰值随着冷却水量的增加而变大,水流覆盖区域变宽;当水流密度过大时,水量集中分布在喷嘴中心区域,水流密度分布均匀性不好;当喷嘴水量降低时,水流密度分布曲线变化平缓,水量分布均匀性得到改善。
(2)气体压力对喷嘴水流密度分布影响不大,中心水流密度较大,区域略有变宽。
(3)喷嘴间距相同,双喷嘴喷淋水重叠区的叠加效应随着左边喷嘴冷却水量的递减呈明显的减弱趋势,这有利于满足宽板坯角部弱冷的要求。
(4)喷淋水重叠区的叠加效应随两喷嘴间距的变大而逐渐减弱,喷淋水重叠区所对应的水流密度峰值呈明显的下降趋势。无论两喷嘴水量是否相同,喷嘴间距为450 mm时,铸坯表面喷淋水流密度分布均更为合理。
[1] Camisanl-Calzolari F R,Craig I K,Pistorius P C. Specification framewo rk for control of the secondary cooling zone in continuous casting[J].ISIJ International,1998,38(5):447-453.
[2] 文光华,唐萍,韩志伟.宝钢1930板坯铸机二冷喷嘴布置方式对铸坯质量的影响[J].钢铁,2003,38 (1):22-24.
[3] 齐彦峰,文光华,唐萍,等.二冷喷嘴类型和布置对板坯质量的影响[J].特殊钢,2004,25(6):55-57.
[4] 刘成信,彭著刚.连铸喷嘴特性测试与分析[J].柳钢科技,2007(F09):186-188.
Experimen tal study on nozzles cooling characteristics in the secondary cooling zone of wide slab caster
Cheng Changgui,W an W encheng,Che Fang,Yu Le,L iu Zhongtian
(Key Labo ratory for Ferrous Metallurgy and Resources U tilization of M inistry of Education,Wuhan University of Science and Technology,Wuhan 430081,China)
The paper determ ines the nozzle cooling characteristics in different cooling intensions combined w ith the actual w ide slab continuous casting p rocess conditions,and analyzes the relations of nozzle arrangement and real requirement of the continuous casting p rocess.The results are mainly as follow s:the water volume density peak value increasesw ith the cooling water volume increasing,and sp ray zone broadens;w hen the w ater volume is egregiously bigger,the w ater volume density distribution breaks up;the gas p ressure has small effectson thewater volume density distribution;the superimposition effect of sp raying water becomes gradually w eakened w ith the decrease of water volume of the nozzles and the increase of the nozzle spacing intervals;the op timal nozzle spacing interval is 450 mm,w hich can make the cooling water distribution mo re reasonable under the given condition.
w ide slab;continuous casting;nozzle;cooling characteristics
TF777.2
A
1674-3644(2010)05-0453-05
[责任编辑 郑淑芳]
作者介绍:程常桂,男,1970年出生。1994年毕业于武汉科技大学钢铁冶金专业,1999年获武汉科技大学钢铁冶金专业硕士学位,2003年获上海大学钢铁冶金专业博士学位。1994—1996年在湖南省冶金规划设计院从事炼钢、连铸工艺设计工作,现为武汉科技大学材料与冶金学院冶金工程系副教授,硕士研究生导师。湖北省金属学会炼钢分会委员。先后发表学术论文20余篇,其中被EI检索3篇,出版学术专著《气膜软接触连铸技术的基础研究》及教材《铁水预处理》,授权国家实用新型专利1项。参与国家自然科学基金研究工作1项,主持和完成省级和企业科研项目6项,参与省级和企业科研项目5项。主要研究方向为连铸新技术、炉外处理新技术、冶金过程数学物理模拟及计算机控制。
2010-06-29
湖北省自然科学基金资助项目(2009CDB358).
程常桂(1970-),男,武汉科技大学副教授,博士.E-mail:ccghlx@w ust.edu.cn
