网架节点球自动化夹具及控制*
2010-09-11蔡善乐曹金涛
蔡善乐 曹金涛
(①兰州理工大学数字制造技术与应用省部共建教育部重点实验室,甘肃兰州730050;②兰州理工大学机电工程学院,甘肃兰州 730050)
网架节点球自动化夹具及控制*
蔡善乐①②曹金涛②
(①兰州理工大学数字制造技术与应用省部共建教育部重点实验室,甘肃兰州730050;②兰州理工大学机电工程学院,甘肃兰州 730050)
介绍了节点球自动化夹具基本结构、分度、夹紧原理,设计了CNC、PLC组成的分度、夹紧自动控制系统,实现精密分度、自动夹紧、夹紧力稳定可调可靠,与加工中心组合实现网架节点球的自动化加工。
节点球 自动化夹具 CNC PLC 控制
节点球网架是一种新颖的大型庭院房顶屋盖结构,安装方便、受力合理、造型美观,发展前景广阔。节点球是网架结构中最关键的零件(图1),其质量的好坏,影响网架质量。随着网架的发展,网架结构种类越来越多。网架结构种类不同,节点球的规格、大小也不同,孔数、孔位也不同,全球面任意点都可能出现孔位,角度变化多,精度高,加工难度大。
本文研究的节点球多功能自动化夹具与加工中心配合工作,在节点球一次装夹后,自动地完成节点球所有平台、螺纹孔的加工;提高了效率,保证了精度;适合不同的规格品种。

1 节点球自动化夹具基本结构
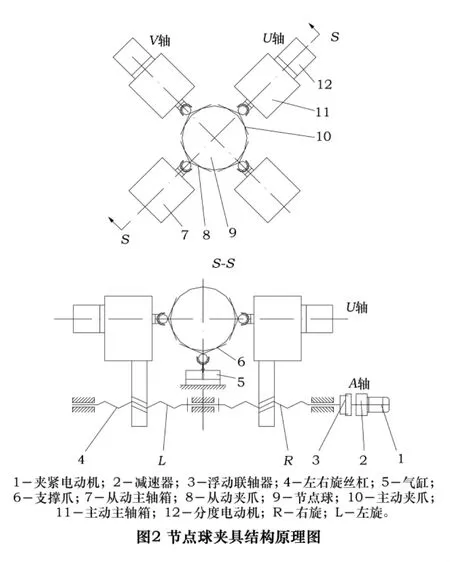
如图2所示,是以虚拟球心为基准、两级浮动、正交合成、数控分度、自动夹紧的自动化夹具结构原理图。该夹具分三部分:第一部分为支撑部分,由气缸5和支撑爪6组成,完成对节点球9的支撑。第二部分为夹紧部分,由夹紧电动机1、减速器2、浮动联轴器3、左右旋丝杠4、主动主轴箱11、主动夹爪10、从动主轴箱7、从动夹爪8和节点球9组成,完成对节点球的夹紧。该部分有两套,相互垂直分布,定为A轴和B轴;第三部分为分度部分,由分度电动机12、主动主轴箱11内部的主轴、主动夹爪10、从动主轴箱7内部的主轴、从动夹爪8和节点球9组成,在单轴夹紧状态下实现分度。此部分也为两套,垂直分布,定为U轴(在A轴上方)和V轴(在B轴上方)。
2 自动化夹具主要功能
2.1 分度功能
网架节点球全球面任意位置都可能出现孔位,要完成每个孔位的螺纹孔加工必须要进行U、V轴的依次分度,使欲加工的螺纹孔转到加工位置[2]。
国家建设部颁布的JGJ75.1-91标准中网架节点球相邻两螺纹孔夹角公差为±20′,考虑到多孔位分度后的误差积累,自动化夹具的分度精度必须要高,分度精度定为 ±2′。
2.2 夹紧功能
节点球放入夹具后,在节点球上部是机床主轴,并安装了一把初始位置定位元件,下部是一个气缸控制的浮动夹爪。工作时上部的初定位元件由机床控制系统控制下降到一个合适的位置,然后由下部的浮动夹爪上升顶紧节点球,再由夹紧电动机通过减速器驱动左右旋丝杠拖动主、从动主轴箱及夹爪向球心移动,完成夹紧。在A、B两轴依次完成夹紧后,再将初定位元件退回。至此节点球的位置已经确定。将机床主轴换上相应的铣刀、钻头、丝锥,就可以对节点球一个孔位进行铣平台、钻孔和攻螺纹的加工。
为了提高效率,夹紧过程按快进、慢进、夹紧、快退四个阶段进行,这样得有高速、低速及速度调整要求。夹紧要做到稳定可靠、夹紧力必须有恒定措施。夹紧力太小,夹不紧工件,易松动;夹紧力过大,易引起夹爪、夹具等变形,都会影响到精度。
2.3 支撑功能
下部的支撑爪是由气缸控制的,其作用是安装节点球时起支撑节点球作用,加工时起到一部分支撑力的作用,分度时退到底部,与节点球悬空。
3 自动化夹具控制
控制系统包括分度系统和夹紧系统。系统框图如图3所示。
3.1 分度控制
夹具的分度精度直接影响到螺栓节点球的孔位精度,分度精度受电气部分和机械部分的影响,将分度轴与分度电动机直联,减小机械部分的误差,电动机的分度精度成为主要因素。为了提高电动机的分度精度及实现无级分度,采用数控分度方法,由CNC系统控制伺服电动机实现数字分度。见图3所示。按孔位角度要求,将数控程序由键盘输入CNC系统,CRT显示器显示输入的程序和数据及工作过程、状态等有关数据。工作时由操作面板启动按钮进行启动,发出信号经PLC进入CNC调用相关程序,进行分析、译码运算后,发出控制指令,通过D/A转换、伺服驱动单元驱动伺服电动机实现U轴、V轴分度。分度最小分辨率为13″,满足节点球的精度要求。


3.2 夹紧控制
夹紧机构采用微型三相交流异步电动机经大减速比谐波减速器,左、右旋丝杠、螺母驱动夹爪实现夹紧。为了满足上面提出的夹紧要求,夹紧过程的移动速度必须能调整控制。该夹具采用PLC、变频器组成夹紧控制系统实现可编程序变频调速,控制电动机,完成夹紧。夹紧控制电路如图4所示。
PLC采用三菱FX2系列型号、继电器输出型。变频器采用三菱FR—A044—2.2K型号。A、B轴夹紧电动机采用250 W微型交流异步电动机,因功率较小采用继电器触点控制通、断即可。PLC左边x端是输入端子与操作面板的输入按钮,接收CNC、机床控制系统输出通讯的信号相连接。PLC右边y端是输出端子与变频器控制端子、继电器线圈及发送给CNC、机床控制系统的通讯信号相连接。变频器左边为输入端,R、S、T为50 Hz三相电源输入端,其它为控制端子,由PLC输出的信号控制变频器工作状态;变频器右边为输出端,U、V、W为经过变频的(1~200 Hz)三相电源输出端,以达到控制MA、MB电动机调速,RUN为夹紧力恒定信号输出端,通过参数设定,夹紧力大小可以调整。PLC、变频器的主要端子功能见表1。

表1 PLC、变频器的主要端子功能
3.3 软件系统
3.3.1 分度软件
分度软件在CNC系统内分为分度系统软件和用户软件。系统软件在设计时主要是满足分度功能要求,软件结构尽量简单,以减少软件占数据内存的空间,降低成本。由前面的分度要求知:U、V轴依次按顺序分度,不要求联动,因此该软件可不要求插补、刀补等功能。分度系统软件结构框图如图5所示[3]。用户软件是用户按分度系统软件提供的规则、功能编制的数控代码程序,输入CNC系统可满足节点球的分度要求。
3.3.2 夹紧软件
夹紧软件是用户根据PLC功能采用梯形图编制程序输入PLC装置以满足夹紧要求,实现快进、慢进夹紧、快退、手动、自动等功能。

4 自动化夹具工作过程
在控制上,分度系统和夹紧系统联合工作,既能进行手动也能进行自动循环运动。
4.1 手动控制
当S开关扳到x7点时为手动方式。压下SB1(见图4、表1)内部输入继电器x1得电闭合,使内部继电器y5、y3、y1得电输出,继电器K5得电,变频器STF、RH端子输入信号控制A轴电动机MA及夹爪快进;当夹爪快接近节点球时,由内部定时器延时控制y3失电、y4得电,而转为慢进;当夹紧节点球时电动机堵转,电流上升,达到某一定值(与所需的夹紧力对应),RUN输出信号,通过K8、x13端子输入,而切断电动机,完成夹紧并由丝杠、谐波减速器自锁。当松开时,压下SB2,x2得电,使 y5、y3、y2得电输出,继电器 K5得电,变频器STF、RH端子输入信号控制A轴电动机MA及夹爪快退;快退的距离可由内部定时器延时控制。B轴的夹紧松开由SB3、SB4按钮控制,过程与A轴类似。SB5、SB6是气缸升降的手动控制。SB8为停止按钮。

4.2 自动控制
当S扳到x10点时为自动方式。在自动方式下压下SB7自动启动按钮和机床联合进行工作,完成节点球各孔位的分度、夹紧、螺纹孔加工。自动加工流程框图如图6所示。
5 应用实例
将节点球自动化夹具安装在ZH5132立式加工中心上进行联合控制,在对φ120 mm、九个螺纹孔、孔端平台 φ40 mm、螺纹 M20 mm、孔深30 mm,孔底深40 mm的节点球进行自动加工,只需20 min完成。加工过程稳定可靠,精度稳定达标。
6 结语
(1)节点球自动化夹具分度系统采用CNC控制,提高了分辨率和分度精度;
(2)夹紧系统采用PLC和变频器控制,很方便地完成快进、慢进、夹紧、快退;夹紧力恒定可调,夹紧速度可调;
(3)节点球自动化夹具可方便与加工中心进行组合,实现联合控制;节点球一次装夹后,自动地完成节点球所有平台、螺纹孔的加工,提高了效率,保证了精度;适合多种节点球的规格品种加工。
1 蔡善乐,蒋钧钧,张永贵.网架螺栓节点球的CAD/CAM集成初探[J].甘肃工业大学学报,2001,27(1):35 ~37
2 蔡善乐焦卫东张永贵.网架节点球数控加工夹紧信息的识别与提取[J].甘肃工业大学学报,2001,27(3):23~26
3 王永章等.数控技术[M].北京:高等教育出版社,2004:170~190
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The Robotization Clamp in Sphere Nodes Grid’s Machining And Control
CAI Shanle①②,CAO Jintao②
(①Key Laboratory of Digital Manufacturing Technology and Application,The Ministry of Education,Lanzhou University of Technology,Lanzhou 730050,CHN;②College of Electromechanical Engineering,Lanzhou University of Technology,Lanzhou 730050,CHN)
In this article,the principle of the basic structure,angle dividing and clamping about the sphere node’s robotization clamp are introduced.The angle’s dividing and clamping control system consists of CNC,PLC are designed.It can realize dividing accurately angle ,clamping automatically,adjusting stably clamping speed.When combined with the processing center,it can produce sphere node automatically.
Sphere Node;Robotization Clamp;CNC;PLC;Control
TP21/27
A
* 国家计委基金资助项目(9612052)
蔡善乐,男,1954年生,副教授,硕士生导师,研究方向:机电一体化,数控技术,发表论文50余篇。
(编辑 孙德茂)(
2009―05―17)
10237
